常壓儲罐底板的漏磁檢測與腐蝕失效分析
2015-11-14 02:47:36王鑫,劉峰,盧瑤
當代化工 2015年11期
王 鑫 ,劉 峰,盧 瑤
(1. 遼寧石油化工大學 機械工程學院,遼寧 撫順 113001; 2. 中油撫順石化設備檢測監理研究中心,遼寧 撫順 113001)
常壓儲罐廣泛應用于石油化工、交通運輸和軍事等諸多領域,在化學物質生產和油氣儲運中發揮著極大的作用。儲罐在運行過程中,由于底板局部腐蝕或整體減薄以及脆性斷裂等原因引起儲罐失效,進而發生泄漏事故,污染惡化周圍環境[1,2],甚至威脅工作人員生命安全,因此對儲罐底板的腐蝕情況進行有效的定性和定量檢驗評估是保證石油化工行業安全生產的有效措施。
目前,常壓儲罐的常規檢測技術以超聲波測厚為主,超聲波測厚對于儲罐的整體均勻減薄檢測效果良好,但是對于局部腐蝕造成的針狀蝕坑、錐形蝕坑檢測效果不佳,而且超聲測厚帶有隨機性,很難準確定位那些致命的缺陷。漏磁檢測對于這些局部腐蝕,能夠進行精確地進行定位和定量檢測。
1 儲罐底板腐蝕
常壓儲罐存儲的介質多為原油、成品油、污水、廢棄油料等。含水油品中的無機鹽能夠誘蝕儲罐底板,發生腐蝕。底板腐蝕原因可分為三類[3]:(1)湖狀蝕坑:含水油品中的高滲透性無機鹽水解酸化后,滲過襯墊層或防腐層與底板內表面相接觸,引起焊縫區腐蝕和底板大面積腐蝕;(2)錐形蝕坑:水中無機鹽分形成的電解液在底板板材與腐蝕產物、不同材質(底板板材與鋁質立柱)、同材質不同電勢組織間造成的電化學腐蝕;(3)針絲狀蝕坑:在無氧條件下,硫酸鹽致使儲罐底板發生細菌腐蝕。典型的腐蝕坑位置及類型見圖1。
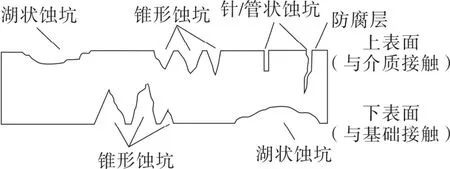
圖1 典型的腐蝕坑位置及類型Fig.1 Typical corrosion pit location and types
2 漏磁檢測原理
漏磁檢測技術是通過被磁化的工件表面溢出的磁通量來判定缺陷。
如圖2所示,通過勵磁裝置,對表面平整、材質均勻且連續的鐵磁性底板磁化后,底板內會產生磁場,一般情況下,磁力線穿過底板且平行于底板表面;但當底板存在機械損傷、腐蝕等體積型缺陷時,由于缺陷部位與底板材料的磁導率不同,穿過底板的磁力線會發生畸變;缺陷部位會被大多數磁力線繞過,只有一小部分磁力線會穿過缺陷部位;還有一部分溢出底板,這部分磁力線在底板表面會形成漏磁場。勵磁裝置中部放置的磁場探頭(磁感應傳感器,如霍爾元件等),能夠探測這個漏磁場信號。漏磁場信號的強度與缺陷部位的大小、深度、形狀有一定對應關系,因此通過對這個漏磁場信號進行分析,可以準確判斷底板的腐蝕情況。
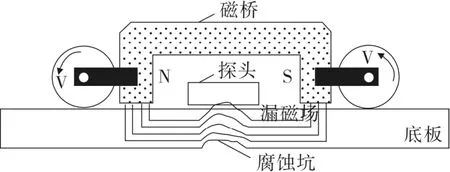
圖2 漏磁檢測原理Fig.2 The principle of magnetic flux leakage detection
3 檢測對象與檢測儀器
檢測選用 FloormapVS2i型罐底板漏磁掃描儀,掃描儀主要參數:霍爾傳感器36個,掃查有效寬度為250 mm,掃查速度為0.5 m/s,最大掃查長度為20 m,最大掃查厚度為20 mm,最大穿透防腐層厚度為6 mm,檢測靈敏度為腐蝕深度當量的10%(防腐層厚度不超過6 mm)。該掃描儀操作簡便、檢測效率高、檢測靈敏度較好,能夠在現場對底板腐蝕情況進行實時數據監測,通過分析采集到漏磁信號查找缺陷。
檢測對象為某石化企業3臺常壓立式裂解原料儲罐,具體參數如表1所示。

表1 儲罐主要參數Table 1 The main parameters of storage tank
4 檢測過程
4.1 檢測試板
由于漏磁檢測屬于半定量檢測,所以缺陷定量的精度很大程度上取決于標準試板的人工缺陷的加工精度和形態。人工缺陷越是接近實際缺陷,缺陷的定量結果就越精確。漏磁檢測常用的人工缺陷有球形孔缺陷和平底階梯孔缺陷。通常,人工缺陷是在試板上加工深度為 20%、40%、60%、80%板厚的 4個球形孔或平底階梯孔[4],針對實際工作要求的不同,制作出8、10、12 mm厚的標準試板。本次使用的試板為球形孔試板,如圖3所示。
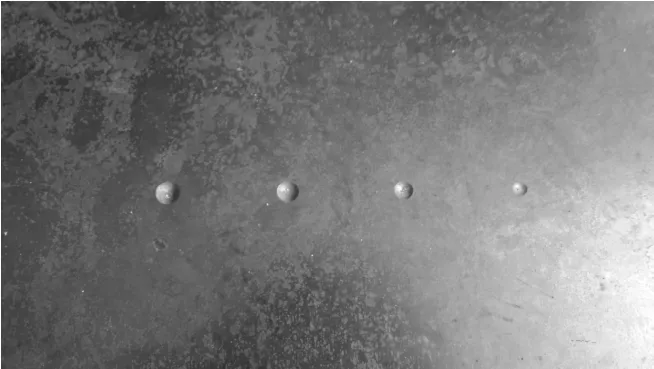
圖3 球形孔標準試板Fig.3 The standard testing plate with several spherical holes
4.2 調試儀器
調試儀器主要是調節掃描儀探頭與標準試板表面之間的距離,不同厚度的標準試板有其不同的對應數據。
4.3 掃描檢測
選取儲罐的基準點,對儲罐的中幅板和邊緣板進行編號,然后對中幅板和邊緣板分別使用超聲測厚儀測厚,調用與之等厚標準試板的標準曲線。本次試驗調用厚度為8 mm的標準試板制作的標準曲線,如圖4。
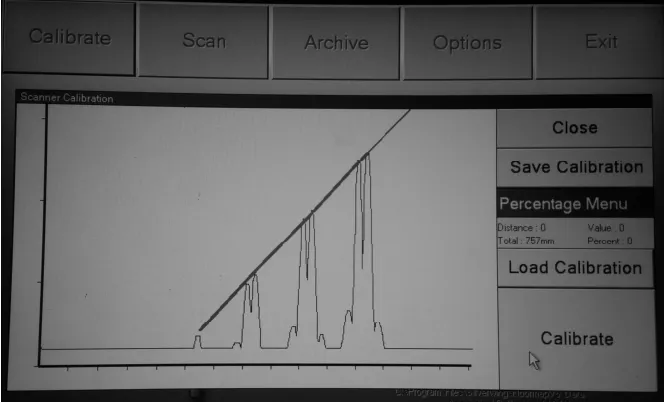
圖4 標準曲線Fig.4 Standard curve
5 漏磁檢測結果及分析
5.1 漏磁檢測結果
宏觀檢測發現三臺儲罐地基與儲罐之間均有縫隙,但未下沉也無泄漏現象。然后對3臺常壓裂解原料儲罐進行罐底掃查,統計發現腐蝕程度超過60%的缺陷1處,腐蝕程度介于40%和60%之間的缺陷83處,腐蝕程度介于20%和40%之間的缺陷53處。各儲罐腐蝕狀況見圖5-7為缺陷位置分布圖。
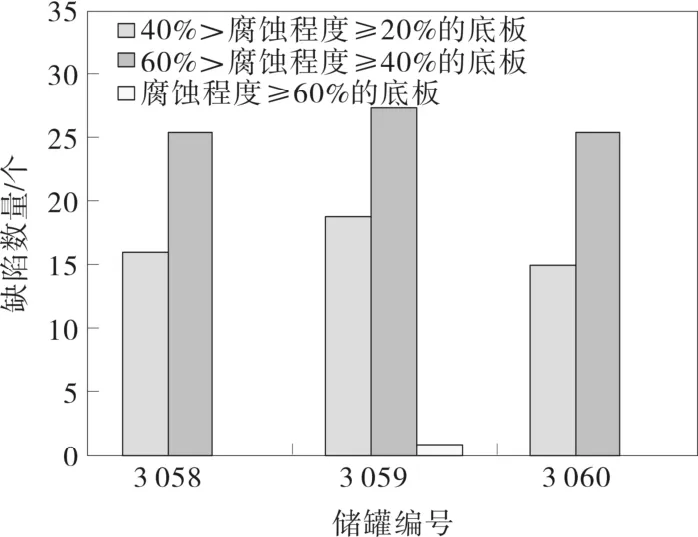
圖5 各儲罐底板缺陷數量分布圖Fig.5 The distribution of defects in each tank floor
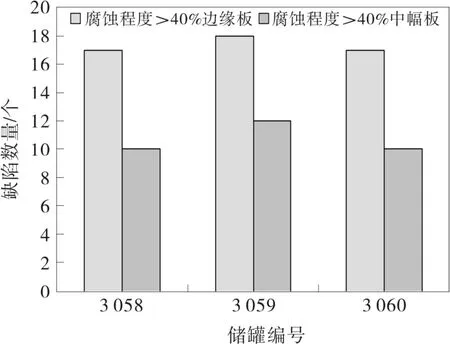
圖6 各儲罐底板腐蝕較嚴重位置分布圖Fig.6 The distribution of corrosion of the bottom plate of the tank is more serious
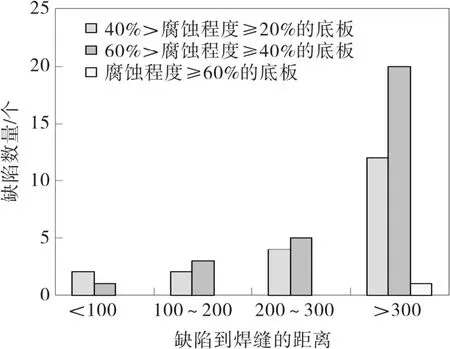
圖7 3059儲罐底板缺陷位置分布圖Fig.7 The position distribution of the defect in the bottom plate of the 3059 tank
5.2 超聲波測厚復驗結果
為了檢驗漏磁檢測技術的精確度,對3059儲罐幾個腐蝕嚴重區域進行超聲波測厚復驗,復驗結果如表2所示(3059儲罐底板的中幅板原始厚度為8 mm,邊緣板原始厚度為10 mm)。
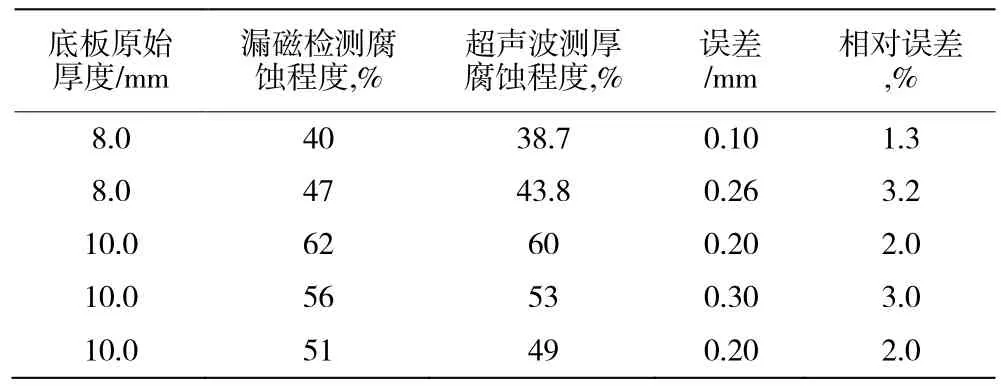
表2 超聲波測厚復驗結果Table 2 The thickness of bottom plate is measured by ultrasonic
5.3 檢測結果分析
(1)從表2的數據可以看出,漏磁掃查結果和超聲波復驗結果相近,這說明該漏磁檢測儀的檢測精度較好;
(2)通過以上三臺儲罐底板漏磁檢測出的嚴重腐蝕區域,與宏觀檢測的情況相對比,底板上表面的狀態并不能完全反映底板腐蝕的完全情況,這說明底板下表面的環境比裂解原料這種介質更具有腐蝕能力,使底板發生腐蝕;
(3)圖 5所示,腐蝕程度超過 40%的邊緣板要比腐蝕程度超過40%的中幅板要多,大部分腐蝕區域處在邊緣板,就受力分析來看,中幅板主要受介質重力影響,不受應力影響,也就不存在應力腐蝕,腐蝕主要是介質和背面環境的化學腐蝕及電化學腐蝕造成的,而邊緣板除了受到重力影響外,還會受到很高的彎曲應力,以應力腐蝕為主,這說明,與其他區域的腐蝕相比,儲罐邊緣板的應力腐蝕更容易使得儲罐腐蝕失效;
(4)圖6所示,在距離焊縫100 mm以內區域,僅有3處點缺陷,而隨著遠離焊縫,缺陷呈現增多的態勢,這說明焊縫的焊接殘余應力并不能產生明顯的應力腐蝕。
6 漏磁檢測技術主要限制因素研究
6.1 標準試板
由于不同材料的磁導率不同,對不同儲罐底板檢測時,應選用與被檢儲罐底板材質相同且等厚的標準試板制作標準曲線,以確保檢測靈敏度。另外,實際檢測過程中,人工缺陷產生的漏磁信號沒有自然缺陷產生的漏磁信號強,因此會出現大量偽缺陷的干擾信號,需要檢驗員認真分析排除。
6.2 底板掃查覆蓋率
儲罐隨著容積增大,內部功能結構也隨之復雜起來,存在一些障礙物,如液位計、冷卻器(或加熱器)、浮頂立柱、物料進出管口等與底板相連接的結構,在檢測過程中是不允許拆卸的,這些位置對應的底板連接處都成為檢測盲區;壁板角焊縫以及底板搭、對接焊縫區也存在不連續結構而無法檢測;另外,漏磁檢測儀本身有一定面積的掃查盲區,這就導致了在實際檢測過程中無法實現100%漏磁掃查。
6.3 缺陷定位
在電腦模式下,漏磁檢測設備每次掃查結束后通過顯示圖形和坐標來標記缺陷的具體位置,但是在實際檢測過程中,這些標記的缺陷位置是不準確的,這是因為在保證單個底板掃查不漏檢,每次的掃查軌跡是有一定的重疊區域,所以建議使用從檢測起點測量的掃查距離對缺陷進行定位。
6.4 底板剩磁
在對單板首次掃描結束后,分析圖像的同時,需要對所懷疑腐蝕區域進行復驗。復驗時,被磁化的底板仍殘留部分剩磁,如果不消磁直接掃查,剩磁會影響底板掃查區域的磁場分布,尤其在腐蝕區域,剩磁影響更大[5],進而影響檢測結果。一般,適當地機械振動、反向掃查等都能夠較好地消磁。在實際檢測過程中,確定缺陷真實存在后,應以首次檢測獲得的缺陷當量為準。
6.5 底板的表面狀況
儲罐底板材料的磁特性對漏磁檢測有著顯著地影響,材料的磁導率越低,缺陷所形成的漏磁場越小;儲罐底板的彎曲也會對漏磁檢測結果產生影響,底板的曲率變化會增加提高值,使得漏磁檢測的靈敏度變化顯著。一般,通過從多個不同方向掃查可以減小這種影響;底板表面的涂層對檢測靈敏度影響顯著,隨著涂層厚度增大,缺陷漏磁場強度明顯減弱,當涂層厚度超過 6mm時,檢測設備無法獲取有效的缺陷漏磁信號。
7 結 論
(1)目前,針對于儲罐底板的腐蝕檢測,漏磁檢測技術的應用呈現上升趨勢,并且因其具有精確、迅速、有效等優勢,可以全面推廣;
(2)儲罐底板的下表面更容易被腐蝕,主要是由于底板與地基之間有縫隙,縫隙中存有積水或沉積物而引起局部腐蝕;
(3)與儲罐底板的其他區域腐蝕相比,儲罐邊緣板的應力腐蝕更容易使得儲罐腐蝕失效;
(4)儲罐底板焊縫區域的焊接殘余應力不足以底板產生應力腐蝕,所以影響不大。
[1]王亞東,王翔,徐彥廷,等.常壓儲罐底板漏磁檢測的信號分析[J].無損檢測,2014,36(4):23-25.
[2] 李光海,常壓儲罐檢驗檢測技術[J].無損檢測,2010,32(7):509-512.
[3]Santos J B,Perdig?o F.Automatic defects classification-A contri bution[J].NDT and E International,2001,34(5):313-318.
[4] JB/T 10765-2007 無損檢測 常壓金屬儲罐漏磁檢測方法[S].
[5]Cameron N B Recommended practice for magnetic flux leakage inspection of atmospheric storage tank floors[R].UK:HSE Infoline,2006:21.
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
