汽輪機不對稱汽缸的重力分析
2015-11-09 08:30:00孫智勇張德宇
機械工程師 2015年3期
孫智勇, 張德宇
(哈爾濱汽輪機廠有限責任公司,哈爾濱 150046)
0 引言
近幾年汽輪機向著大功率環保型發展,百萬千瓦的大型機組不斷涌現,搶占了大量的市場份額。同時由于汽輪機機組向著超重、超大型發展,其結構也不斷地變化。目前,30萬kW以上汽輪機機組高壓外缸由于特殊的結構設計,外形結構不對稱,使4個貓爪支撐面負載分配不合理,導致作用在汽缸上的載荷不均勻,造成汽缸在運行時產生不規則變形和振動,影響到機組長期的安全運行,同時給現場安裝時做全缸負荷分配帶來極大的困難。
1 存在問題分析
以汽輪機高壓缸為例,由于大功率汽缸體積超大、超重、超高,背部不對稱的管口過多、分布位置不同,造成汽輪機高壓汽缸軸向徑向重力嚴重不對稱,如圖1。
由于外形不規整,會造成沉降和變形,影響到機組安裝和運行,主要不利因素有以下幾方面:
1)由于4個貓爪載荷不均勻、不合理。經機床加工后水平中分面嚴重變形,合缸時有間隙和漏氣現象發生。
2)由于汽輪機高壓汽缸的變形,會造成開檔削孔錯牙不同心,直接影響到汽缸的加工質量。
3)汽輪機高壓汽缸本身體積不對稱,造成重力分配不合理,導致汽缸不均勻沉降、不均勻膨脹,增加了機組的振動,影響到機組長期運行。
4)由于汽輪機高壓汽缸外形不對稱,給總裝做全缸重力負荷分配帶來了極大的困難。同時也增加了操作者的勞動強度。
5)由于汽輪機高壓汽缸的嚴重變形,合缸時造成銷孔嚴重拉毛。
2 解決方案
主要方法是調整工序,在工件找正加工前做汽輪機高壓汽缸的重力負荷分配實驗,稱為貓爪垂弧。也就是將汽輪機高壓汽缸的重力合理分配到各個承力面上,垂弧法是指貓爪在無貓爪墊片支撐情況下汽缸的下垂高度。同時比較左右對稱位置的垂弧,通過調整貓爪下部墊片厚度,使各對稱點下垂值差在正常范圍內。同時在做不對稱外形汽缸時,注意合理地分配調整貓爪下墊片厚度,以保證水平中分面的重力平衡,并確保貓爪的加工余量。汽輪機高壓外缸加工前的負荷分配工作,是高壓缸安裝過程中的關鍵環節.關系到高壓缸安裝后的長期運行。
負荷分配所需工具:支撐工件的2 m墊箱;50 t螺旋千斤頂;0.1~0.2 mm不等厚墊片,作用在4個貓爪支撐面上,能保證加減調整操作;表架及百分表。
3 負荷分配步驟
如圖1所示,2 m墊箱置于光平后的貓爪處即A、B、C、D各點,在靠近調端汽輪機中心線上,選擇適當位置為支撐點。設置4個千斤頂將A、B兩點設為監測點設置百分表調零。同時將A、B兩點設為調整點(電端貓爪兩點)準備好足夠的墊片。
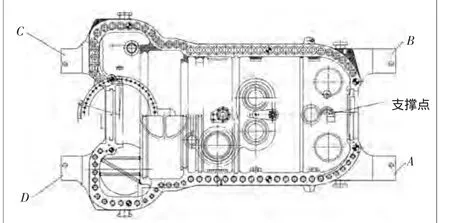
圖1
操作步驟:1)頂起千斤頂檢測A、B兩點,待完全頂起后記錄數值1,放松千斤頂并觀察兩點數值。
2)選取適當厚度墊片(略大于A、B差值一半)墊在高點的對角側。
3)調整百分表歸零重新檢測A、B兩點,完全頂起后記錄數值2。
4)若A、B兩點差的絕對值小于等于0.05 mm則負荷分配合格,否則重復執行1)~3)步驟直至滿足負荷分配要求并記錄A、B兩點最終差值。
負荷分配的操作步驟主要在墊片的調整取值,由于高壓外缸剛性不同,外形和重量不均勻。當一端進行測量調整后,另一端會發生相應的微量變化。必須進行幾次分配方能滿足要求。
4 結語
貓爪垂弧法對汽輪機高壓汽缸進行負荷分配是目前安裝施工中最常見、最適合的一種方法,為保證安裝順利進行在加工前做負荷分配尤為重要。通過測量對稱點貓爪垂弧差值的方法,便于操作,保證了不對稱外形汽缸的靜定結構的負荷分配。以減小汽缸變形和振動,確保機組長期安全運行。
猜你喜歡
能源工程(2020年5期)2021-01-04 01:29:00
中華詩詞(2020年1期)2020-09-21 09:24:52
鐵道通信信號(2020年9期)2020-02-06 09:15:22
數學大王·趣味邏輯(2019年5期)2019-06-13 20:27:43
小學科學(學生版)(2019年5期)2019-05-21 01:00:18
經濟技術協作信息(2018年30期)2018-11-22 06:20:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
廣西電力(2016年4期)2016-07-10 10:23:38
