超超臨界火電機(jī)組鍋爐用新型耐熱鋼的焊接工藝
2015-10-31 09:18:02劉煒
中國(guó)科技縱橫 2015年14期
劉 煒
(河南第一火電建設(shè)公司,河南鄭州 450000)
超超臨界火電機(jī)組鍋爐用新型耐熱鋼的焊接工藝
劉煒
(河南第一火電建設(shè)公司,河南鄭州 450000)
隨著科學(xué)技術(shù)水平的不斷提升,近年來(lái),我國(guó)火力廠電氣設(shè)備規(guī)模也在逐年擴(kuò)大,并且大大提升了其現(xiàn)代化技術(shù)成分,現(xiàn)階段新型耐熱鋼焊接工藝在超超臨界火電機(jī)組鍋爐中得到了廣泛地應(yīng)用與推廣,通過(guò)加強(qiáng)對(duì)設(shè)備安全運(yùn)行的管理及維護(hù),才能推動(dòng)火力廠的快速發(fā)展。本文主要對(duì)超超臨界火電機(jī)組鍋爐新型馬氏體耐熱鋼焊接性能、新型奧氏體耐熱鋼焊接影響因素及操作技術(shù)進(jìn)行了分析與探究。
超超臨界火電機(jī)組鍋爐 新型耐熱鋼 焊接工藝 性能 操作技術(shù) 影響因素
作為現(xiàn)階段火電發(fā)展的主要方向,超超臨界機(jī)組的應(yīng)用,不僅可以對(duì)機(jī)組效率進(jìn)行有效提升,更能降低污染物的排放量。當(dāng)蒸汽溫度在600攝氏度以上時(shí),蒸汽壓力則在25Mpa以上,并呈現(xiàn)出不斷上升的趨勢(shì),超超臨界機(jī)組的應(yīng)用離不開新型耐熱鋼的發(fā)展。P91、P92(NF616)、E911、P122(HCM12A)等都是超超臨界機(jī)組應(yīng)用的新型馬氏體耐熱鋼,TH347HFG、Super304與HR3C等為奧氏體耐熱鋼。這些鋼的合金元素含量必須在10%以上,這將增加焊接工作的難度。焊接接頭失效作為電站高溫承壓部件失效的一種主要方式,往往出現(xiàn)早期失效的傾向,因此焊接接頭完整性的提高對(duì)電站機(jī)組安全運(yùn)行具有重要作用。焊接接頭完整性主要是焊接接頭性能與母材相一致,體現(xiàn)在成分、組織、性能及結(jié)構(gòu)的連續(xù)性。一般情況下,焊接接頭性能無(wú)法與母材相同,但必須使之相近。新型耐熱鋼作為超超臨界機(jī)組鍋爐焊接的主要工藝,只有對(duì)其焊接性能進(jìn)行分析,才能提高工作效率。
1 新型馬氏體耐熱鋼焊接性能的分析
通常情況下利用控軋控冷工藝進(jìn)行新型馬氏體耐熱鋼的制造,焊縫金屬在焊接過(guò)程中,沒(méi)有控軋控冷的機(jī)會(huì),無(wú)法利用細(xì)晶強(qiáng)化與位錯(cuò)強(qiáng)化的方式對(duì)焊接接頭的性能進(jìn)行改善,因此焊接接頭的性能與母材之間一定具有差別,這些馬氏體耐熱鋼焊接性能主要體現(xiàn)在以下幾點(diǎn):
1.1焊接接頭的脆化
馬氏體耐熱鋼焊接接頭主要具體兩種脆化方式:粗晶組織與淬硬組織引起的脆化。焊縫金屬具有粗大的晶粒,其主要原因在于焊接過(guò)程中,奧氏體化具有較長(zhǎng)的時(shí)間,晶粒具有極快的生長(zhǎng)速度,因此,焊接過(guò)程中焊接線應(yīng)具有較低的能力。因?yàn)轳R氏體耐熱鋼具有較高的合金元素含量,如焊接后無(wú)法有效控制冷卻速度,應(yīng)出現(xiàn)淬硬組織情況,進(jìn)而致使焊接接頭脆化現(xiàn)象的出現(xiàn),為有效處理這個(gè)問(wèn)題,應(yīng)選用預(yù)熱的方式。
1.2熱影響區(qū)的軟化
正火與回火是馬氏體耐熱鋼的供貨狀態(tài),也就是調(diào)質(zhì)處理。焊接時(shí)軟化現(xiàn)象將在細(xì)晶熱影響區(qū)與臨界熱影響區(qū)出現(xiàn)。產(chǎn)生這個(gè)問(wèn)題的主要原因在于,細(xì)晶熱影響區(qū)在焊接過(guò)程中承受的溫度在Ac3以上,臨界熱影響區(qū)承受的溫度則在Ac1與Ac3之間,位于Ac1與Ac3溫度范圍內(nèi)的金屬有少量將產(chǎn)生奧氏體化現(xiàn)象,沉淀強(qiáng)化相在奧氏體內(nèi)不能全部溶解,在接下來(lái)的熱過(guò)程中沒(méi)有溶解的沉淀相將出現(xiàn)粗化線形,進(jìn)而降低這個(gè)區(qū)域內(nèi)的強(qiáng)度。軟化對(duì)短時(shí)高溫拉伸強(qiáng)度具有較小的影響力,但具有強(qiáng)度降低的作用。軟化區(qū)在高溫長(zhǎng)期運(yùn)行中將會(huì)出現(xiàn)IV型裂紋。對(duì)軟化具有較大影響力的因素為焊接線能量與預(yù)熱溫度,當(dāng)焊接線具有較大能量時(shí),則其就具有較高的預(yù)熱溫度,促使軟化區(qū)不斷加寬。因此,焊接線不能具有較大能量,也不能具有較高的溫度,當(dāng)軟化區(qū)具有較小寬度,則其就具有較強(qiáng)的拘束強(qiáng)化作用,其就有較小的軟化帶影響作用。
1.3焊接冷裂紋
冷裂紋是在焊后冷卻過(guò)程中在Ms點(diǎn)以下及更低溫度范圍內(nèi)形成的一種裂紋,也被叫做延遲裂紋。淬硬組織、氫元素及應(yīng)力是產(chǎn)生裂紋的主要要素。淬硬組織是在馬氏體耐熱鋼焊接冷卻過(guò)程中控制不好的情況下產(chǎn)生的,這種情況的發(fā)生將導(dǎo)致裂紋的出現(xiàn)。母材與焊條是焊接過(guò)程中氫的主要來(lái)源,氫含量越高易聚集形成裂紋,通常采用低氫型焊條進(jìn)行制造與安裝,并進(jìn)行烘焙與保溫工藝的制訂。
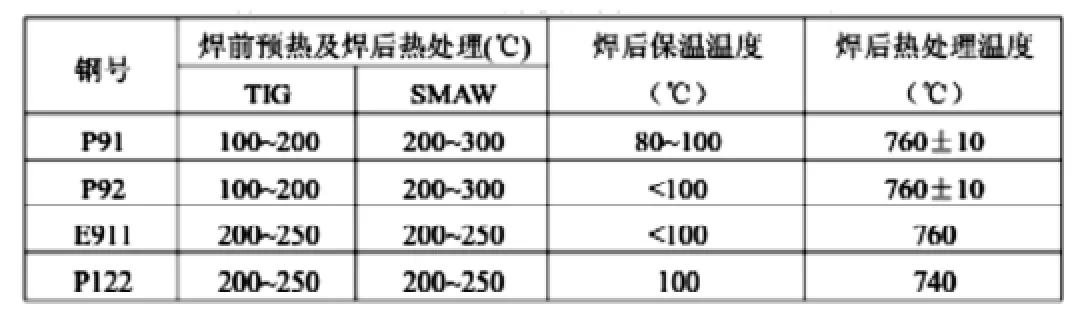
表1 新型9%—12%Cr鋼焊接與焊后熱處理工藝規(guī)范
2 超超臨界機(jī)組鍋爐用新型奧氏體耐熱鋼的焊接影響因素
因高溫過(guò)熱器(SH)與高溫再熱器(RH)具有較高的蒸汽參數(shù),在設(shè)計(jì)過(guò)程中應(yīng)對(duì)其煙氣側(cè)腐蝕與蒸汽側(cè)氧化性能進(jìn)行充分考慮。通常情況下,鐵素體耐熱鋼強(qiáng)度可以對(duì)SH/RH需求進(jìn)行滿足,但其具有較差的抗煙氣側(cè)腐蝕與蒸汽側(cè)氧化性能,對(duì)機(jī)組運(yùn)行的安全性將造成極大的影響,因此,在設(shè)計(jì)SH/RH時(shí),通常都會(huì)選用奧氏體不銹鋼。現(xiàn)階段主要選用TP347HFG、HR3C等材料作為超超臨界機(jī)組SH/RH的主要設(shè)計(jì)材料。這些鐵素體耐熱剛材料中如:Cr、Ni等合金含量較高,為確保焊接接頭能符合其母材需求,應(yīng)選用奧氏體型材料作為焊接的首選材料。因奧氏體耐熱鋼具有較大的熱膨脹系數(shù),及較差的導(dǎo)熱性能,在超超臨界機(jī)組鍋爐用新型奧氏體耐熱鋼焊接與應(yīng)用中往往存在諸多問(wèn)題,如下所示。
2.1晶間腐蝕
作為奧氏體耐熱鋼一種較為危險(xiǎn)的破壞形式,晶間腐蝕的特點(diǎn)主要為順著晶界逐漸腐蝕,不易從表面看出,將減少承壓管道焊接接頭的力學(xué)性能及產(chǎn)生早期破壞情況。遵循“碳化物析出造成晶間貧鉻”理論,C與Cr在450攝氏度與850攝氏度之間奧氏體晶粒邊界處形成碳化鉻,促使晶粒邊界出現(xiàn)部分貧鉻現(xiàn)象。晶界位置Cr量如下降到12%以下,鋼材將出現(xiàn)耐腐蝕性能消失的情況。除此之外,長(zhǎng)期在400攝氏度與550攝氏度之間對(duì)Fe—Cr進(jìn)行加熱,將會(huì)出現(xiàn)一種特殊性的脆性,并能有效提升其硬度,降低沖擊韌性等,也被叫做475攝氏度脆性。
2.2應(yīng)力腐蝕裂紋
應(yīng)力腐蝕裂紋是應(yīng)力與腐蝕聯(lián)合作用引起的一種低應(yīng)力脆性裂紋。奧氏體不銹鋼線具有較大的膨脹系數(shù)及較差的導(dǎo)熱性,在較為復(fù)雜的結(jié)構(gòu)與較大剛度情況下,將約束焊接變形,焊后構(gòu)件尤其是焊接接頭具有較大的焊接殘余應(yīng)力,奧氏體耐熱鋼組織特點(diǎn)及腐蝕介質(zhì)的存在將對(duì)SCC的需求進(jìn)行最大的滿足,進(jìn)而促使奧氏體不銹鋼出現(xiàn)較大的SCC傾向。晶間、晶內(nèi)及晶間/晶內(nèi)混合是奧氏體耐熱鋼SCC的主要形式,最常用的形式為晶間SCC。
2.3熱裂紋
結(jié)晶裂紋與液化裂紋是熱裂紋的主要形式,結(jié)晶裂紋是在結(jié)晶后期,因熔點(diǎn)低共晶形成的液態(tài)薄膜對(duì)晶粒間的聯(lián)系進(jìn)行了削弱,在拉應(yīng)力作用下將有開裂裂紋情況的出現(xiàn),在熱循環(huán)作用下近縫區(qū)與多層間部位被金屬重新熔化,在拉伸力作用下,順著奧氏晶界開裂的裂紋。
3 超超臨界火電機(jī)組鍋爐用新型耐熱鋼焊接操作技術(shù)的應(yīng)用
(1)焊道類型也就是熱輸入類型將對(duì)新型鐵素體耐熱鋼(9%到12%之間的Cr)焊縫金屬?zèng)_擊值造成極大的影響。在條件允許的情況下,可進(jìn)行橫擺焊道的焊接位置設(shè)置。在焊縫寬度上P91鋼橫擺焊道沖擊功要高于線狀焊道。橫擺焊道的焊層較薄,因此,通過(guò)下一層焊道熱處理細(xì)化晶粒作用,相比線狀焊道厚焊層,前一層具有更高的“回火效應(yīng)”。由此可見(jiàn),利用優(yōu)化焊接工藝可以獲得較高的焊縫金屬?zèng)_擊值。焊接線能量、焊縫尺寸與順序等都會(huì)對(duì)顯微組織再熱細(xì)化作用造成極大的影響。
(2)在焊縫金屬組織晶粒度與晶粒細(xì)化程度方面,合理操作技術(shù)具有至關(guān)重要的作用。焊縫金屬韌性提升必須先對(duì)焊縫金屬細(xì)晶組織比例與細(xì)化晶粒進(jìn)行有效提高,操作技術(shù)在焊縫金屬晶粒度與細(xì)化晶粒作用中具有重要意義。由此可見(jiàn),操作技術(shù)與焊縫金屬晶粒度與細(xì)化晶粒之間具有緊密的聯(lián)系。SMAW焊接過(guò)程中,當(dāng)焊條直徑在4毫米以下或具有較低的焊接速度時(shí),通常將2毫米作為單條焊縫的厚度。據(jù)大量數(shù)據(jù)顯示,新型鐵素體9%到12%之間的Cr耐熱鋼單層焊道厚度在焊條直徑以下時(shí),單焊道擺寬度則控制在3到5毫米之間,只有這樣才能確保其韌性符合施工要求。并嚴(yán)重遵循焊接及焊后熱處理工藝規(guī)范,如表1所示,進(jìn)行處理。
4 結(jié)語(yǔ)
綜上所述,隨著社會(huì)經(jīng)濟(jì)的不斷發(fā)展,電力事業(yè)已經(jīng)成為我國(guó)基礎(chǔ)建設(shè)中的一項(xiàng)重要建設(shè)項(xiàng)目,新型耐熱鋼作為超超臨界火電機(jī)組鍋爐運(yùn)行管理的重要組成部分,其焊接技術(shù)是否合理將直接影響到施工單位的管理水平。為實(shí)現(xiàn)火電廠設(shè)備的安全運(yùn)行,必須提高焊接技術(shù),規(guī)范焊接工藝,這也是我國(guó)電力系統(tǒng)發(fā)展的有效措施。
[1]陸?zhàn)钆圜耄惪∶?低合金高強(qiáng)鋼焊接固態(tài)相變力學(xué)行為及模擬技術(shù)研究[A].2010信息化焊接國(guó)際論壇論文集[C],2010.
[2]李忠杰,亓安芳,趙偉珍,肖榮詩(shī).超臨界電站鍋爐用SA213-T23鐵素體耐熱鋼的激光焊工藝及缺陷分析[J].機(jī)械制造文摘(焊接分冊(cè)),2011(06).
[3]范長(zhǎng)信,周榮燦,姚兵印,邵天佑,唐麗英,王弘喆,張淑霞.新型耐熱鋼的焊接與熱處理[J].華電技術(shù),2008(07).
[4]郭傳江,趙云峰,鄒德敬,劉曉書.鍋爐焊接工藝評(píng)定技術(shù)規(guī)范與標(biāo)準(zhǔn)的對(duì)比和評(píng)價(jià)[J].中國(guó)特種設(shè)備安全,2007(08).
[5]洪湖,楊景標(biāo),曹德輝,田甜,高延忠,蘇偉.超超臨界機(jī)組新型耐熱鋼T92焊接與檢驗(yàn)[J].中國(guó)特種設(shè)備安全,2009(12).
[6]吳赟,王玨,董建新,張麥倉(cāng).超超臨界電站用617合金的組織特征及平衡相析出規(guī)律[J].稀有金屬材料與工程,2013(09).
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
