高頻響測力儀固有頻率的理論分析與試驗
2015-10-28 09:46:03黃震趙威
中國機械工程 2015年1期
黃 震 趙 威
南京航空航天大學,南京,210016
高頻響測力儀固有頻率的理論分析與試驗
黃震趙威
南京航空航天大學,南京,210016
針對現(xiàn)有測力儀固有頻率較低而無法準確測量高轉(zhuǎn)速下銑削力的難題,基于附加彈性測力原理設(shè)計了高頻響測力儀,測力系統(tǒng)的固有頻率達到9kHz以上,運用鄧克萊法建立了測力儀的簡化模型,推導(dǎo)出固有頻率的解析式;進行了有限元仿真與模態(tài)試驗,獲得了測力儀固有頻率的仿真值、實測值以及振型;最后進行了高轉(zhuǎn)速銑削力驗證試驗。研究結(jié)果表明,該測力儀固有頻率的解析值和仿真值略大于實測值,但三者較為接近,測力儀關(guān)鍵結(jié)構(gòu)尺寸與其固有頻率密切相關(guān),利用簡化模型和有限元法進行高頻響測力儀的結(jié)構(gòu)優(yōu)化設(shè)計合理可行,為同類測力儀的結(jié)構(gòu)優(yōu)化設(shè)計提供了參考依據(jù)。
高頻響測力儀;固有頻率;有限元仿真;模態(tài)試驗
0 引言
切削力是切削過程中重要的物理量之一,切削力對刀具磨損、切削溫度、加工表面質(zhì)量、系統(tǒng)振動等都有著直接的影響[1]。切削力信號的準確獲取,對研究切削機理、加工工藝系統(tǒng)動態(tài)特性以及切削性能評價等至關(guān)重要。然而,在高轉(zhuǎn)速、超高轉(zhuǎn)速銑削加工過程中,工件受刀具多個切削刃周期性沖擊、刀具磨損、材料變形以及切屑生成等因素的綜合作用[2],給切削力信號的準確測量帶來了極大的困難。
目前切削力信號的主要獲取方式是使用測力儀,常見的測力儀有電阻應(yīng)變式測力儀[3-5]、壓電式測力儀[6-7]、電感式測力儀[8]等,其中高轉(zhuǎn)速下銑削力的測量一般采用高精度、高靈敏度以及大量程的商用壓電式測力儀。然而,高速銑削時要求銑削力監(jiān)測系統(tǒng)具有很高的分辨率和固有頻率,從而精確地捕捉銑削力峰值,獲得可靠的測量結(jié)果[9]。目前絕大部分測力儀的固有頻率在1~5 kHz之間,且在安裝刀具或工件后,測力儀的固有頻率會進一步降低。
為了滿足高轉(zhuǎn)速、超高轉(zhuǎn)速時的測力需求,本文基于附加彈性元件測力原理設(shè)計了應(yīng)變式高頻響測力儀,對其主要結(jié)構(gòu)參數(shù)進行了優(yōu)化,設(shè)計的高頻響測力儀能夠準確獲取高轉(zhuǎn)速、超高轉(zhuǎn)速下銑削力信號。
1 測力儀主體結(jié)構(gòu)與基本測力原理
圖1所示為基于附加彈性元件測力原理[10]創(chuàng)新設(shè)計的高頻響測力儀的主體結(jié)構(gòu),材料為鋁合金Al-6061。其中,高剛度彈性柱體位于底座和上表面平臺中間,每個附加彈性元件由2個中剛度彈性元件和1個低剛度彈性薄片組成,而4個附加彈性元件分別位于高剛度彈性柱體的四周[11]。高轉(zhuǎn)速、超高轉(zhuǎn)速銑削時,切削用量相對較小,同時由于測力儀自身尺寸的限制,試件的尺寸不宜過大。對于高頻響測力儀,測試樣件尺寸最好控制在20 mm×20 mm×4 mm范圍內(nèi),主要采用粘貼方式(圖1中試樣粘貼區(qū)域),由有限元仿真可知測力儀系統(tǒng)固有頻率基本維持在10 kHz以上。若加工試件尺寸較大,可采用螺釘連接的方式,即在測力儀上表面四角加工M6對接內(nèi)螺紋,但加工試件尺寸必須小于48 mm×48 mm×10 mm,否則測力儀與試件的整體固有頻率會低于8.5 kHz,并且隨著高度的增加,固有頻率會有顯著的降低。
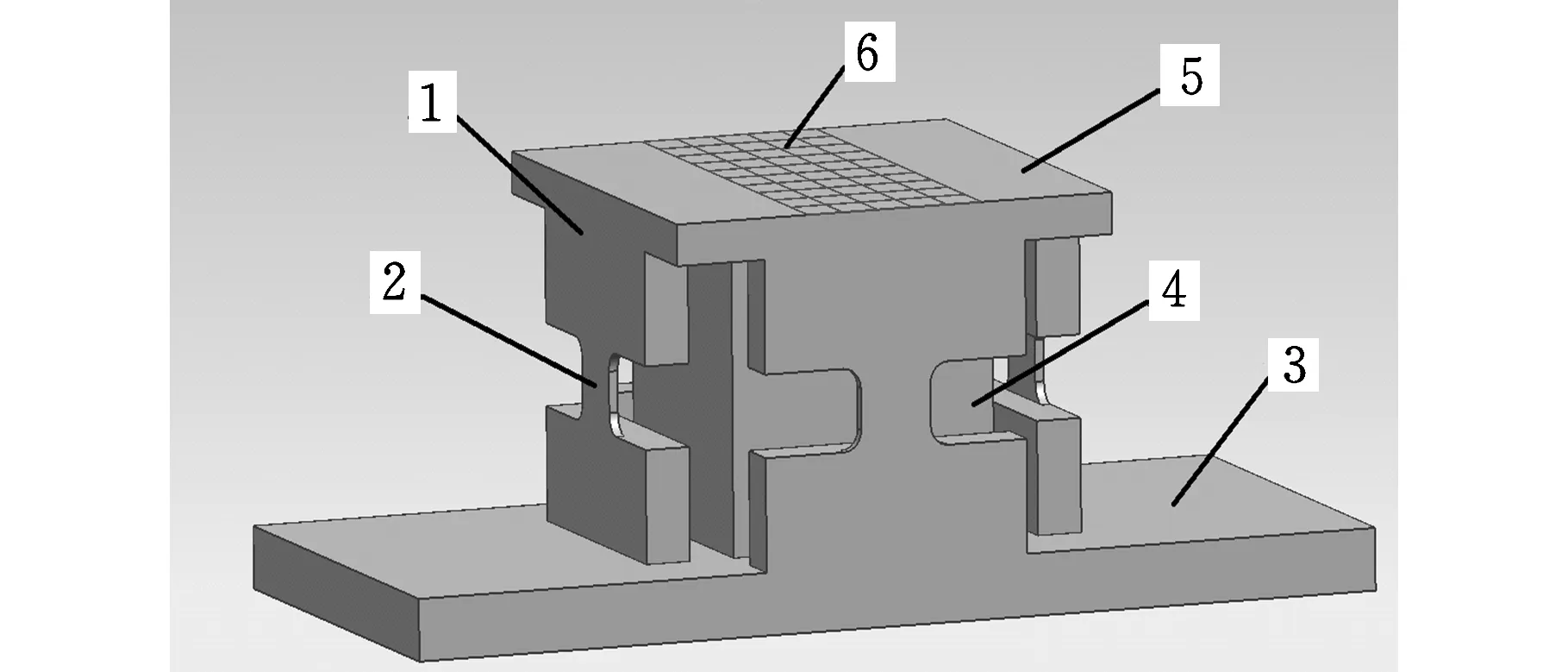
1.中剛度彈性柱體 2.低剛度彈性薄片 3.底座 4.高剛度彈性柱體 5.上表面平臺 6.試樣粘貼區(qū)域圖1 測力儀的三維結(jié)構(gòu)圖
該測力儀主要針對扁長型的小型零部件,可測量其在高轉(zhuǎn)速、超高轉(zhuǎn)速銑削加工條件下的切削力,待加工材料主要采用膠水粘接的方式,試驗表明,當材料粘結(jié)到測力儀上后,測力儀的固有頻率不僅沒有降低反而有所提高;若加工試件體積較大,可在測力儀上表面4個邊角設(shè)計直徑為6 mm的螺紋孔,采用螺栓連接的方式進行連接,同時材料的高度不能超過20 mm,且材料不能超過測力儀上表面,以保證測力精度。根據(jù)附加彈性元件測力原理,當測力儀上表面受力時,低剛度彈性薄片能夠獲取放大倍數(shù)明顯的應(yīng)變值,故將電阻應(yīng)變片分別貼在低剛度彈性薄片表面,然后通過適當?shù)碾姌螂娐贰?yīng)變放大儀以及NI數(shù)據(jù)采集卡獲得電壓信號,最后通過LabVIEW軟件將電壓信號轉(zhuǎn)換為力信號,由此搭建一個完整的測力系統(tǒng)。
2 測力儀主體結(jié)構(gòu)固有頻率的理論計算
2.1測力儀主體結(jié)構(gòu)固有頻率的計算
根據(jù)測力儀的實體結(jié)構(gòu),將測力儀簡化成圖2所示的模型,其中,m4為上平臺的質(zhì)量,m5為底座的質(zhì)量,k1、k2、k3分別為中剛度彈性厚片、低剛度彈性薄片、高剛度彈性柱體的剛度。根據(jù)振動系統(tǒng)求解固有頻率近似方法中的鄧柯萊法,若有n個耦合的自由度,則固有頻率的近似公式為
(1)
其中,每一個頻率ωii(i=1,2,…,n)是在略去系統(tǒng)中除各結(jié)構(gòu)質(zhì)量mi以外的所有質(zhì)量之后計算得到的[12]。
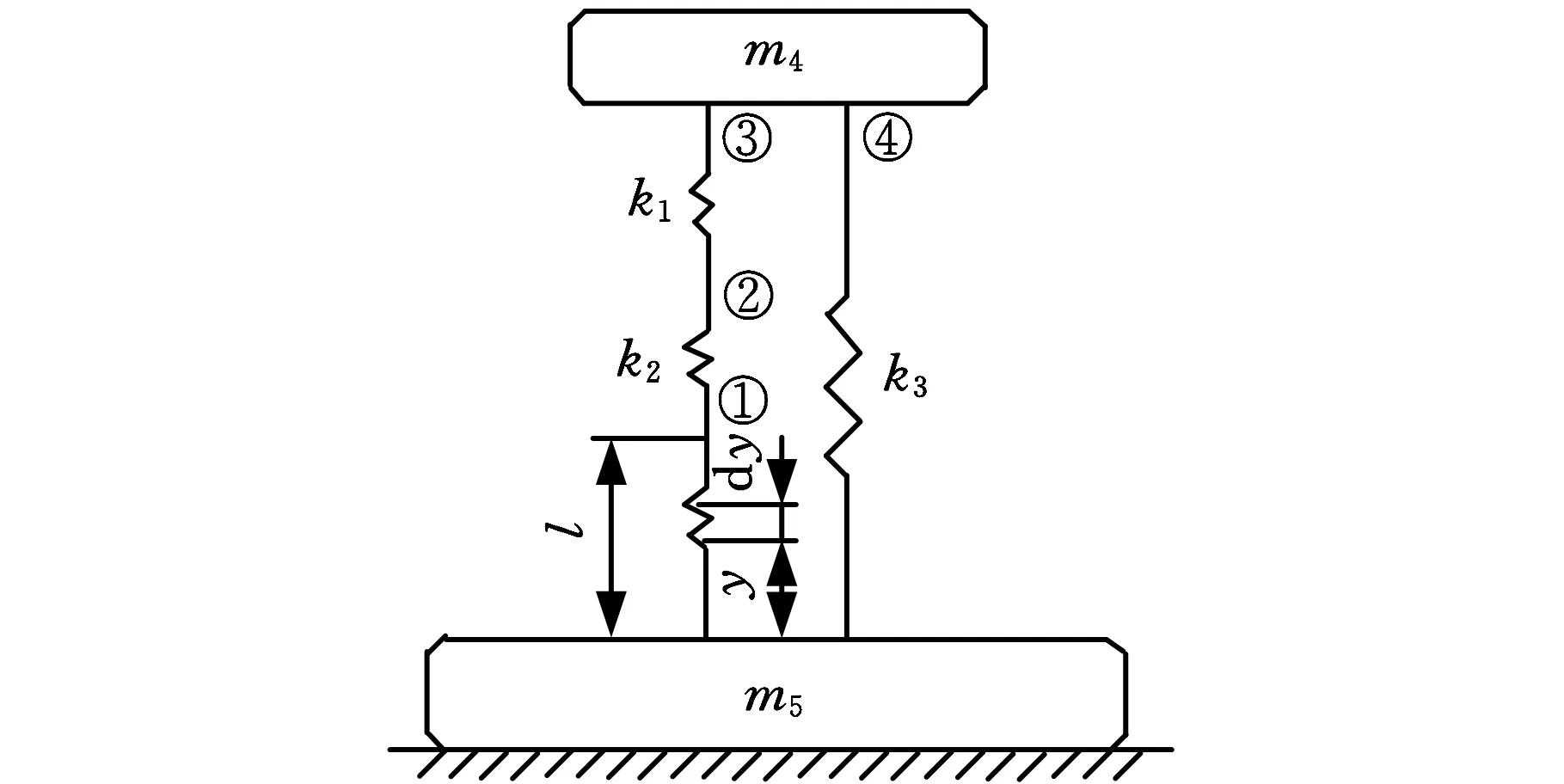
圖2 測力儀的簡化模型
對于該測力儀簡化模型,可將其分為3個部分,其中ω1表示忽略上表面平臺以及底座質(zhì)量時整個測力儀平臺振動的圓頻率,ω4、ω5分別表示只考慮上表面平臺和底座時整個測力儀平臺振動的圓頻率。由式(1)可知,整個測力儀自由振動時的圓頻率為
(2)
K=1/(2/k1+1/k2)+k3
(3)
所以上表面平臺的振動圓頻率為
(4)
在忽略上表面平臺以及底座質(zhì)量的情況下,由于結(jié)構(gòu)的復(fù)雜性和關(guān)聯(lián)性,應(yīng)用能量守恒定律對測力儀平臺的自由振動進行研究。假設(shè)振動系統(tǒng)振動時的運動方程為
x=Asin(ω t+φ)
(5)
式中,x為距離;A為振幅;φ為相位。
則振動系統(tǒng)振動時最大動能和最大勢能分別為
(6)
(7)
式中,meq為平均質(zhì)量;keq為剛度平均值;qmax為速度的平方;ε0為角加速度。
由能量守恒定律可知
(8)

整個測力儀自由振動時最大動能和最大勢能分別為
Ttmax=T1max+T2max+T3max+T4max
(9)
(10)
由式(5)可知
(11)
將式(9)~式(11)代入式(8)可得
(12)
式中,l1、l2、l3分別為中、低、高剛度彈性柱體長度;A1、A2、A3分別為中、低、高剛度彈性柱體橫截面面積;E為材料彈性模量。
式(12)建立了測力儀固有頻率與其所有結(jié)構(gòu)尺寸之間的關(guān)系,通過式(12)可以獲得固有頻率的理論計算值,進行測力儀主體結(jié)構(gòu)優(yōu)化設(shè)計。
2.2測力儀主體結(jié)構(gòu)固有頻率的優(yōu)化計算
基于式(12),運用MATLAB軟件對最終固有頻率計算公式進行編程,獲得測力儀固有頻率與各尺寸的關(guān)系,見表1。綜合考慮測力儀的量程范圍(-1~1 kN),低剛度彈性薄片的厚度不能小于0.7 mm,并且測力儀的主體結(jié)構(gòu)輪廓尺寸在150 mm×60 mm×60 mm范圍內(nèi),同時高剛度彈性柱體與附加彈性元件之間的距離必須在0.3~0.8 mm范圍內(nèi),以保證應(yīng)變放大倍數(shù)不低于11倍等因素,結(jié)合MATLAB軟件對所得結(jié)果進行優(yōu)化設(shè)計獲得最終的尺寸(表1),計算得到固有頻率最終計算結(jié)果為ω=11 423 Hz。
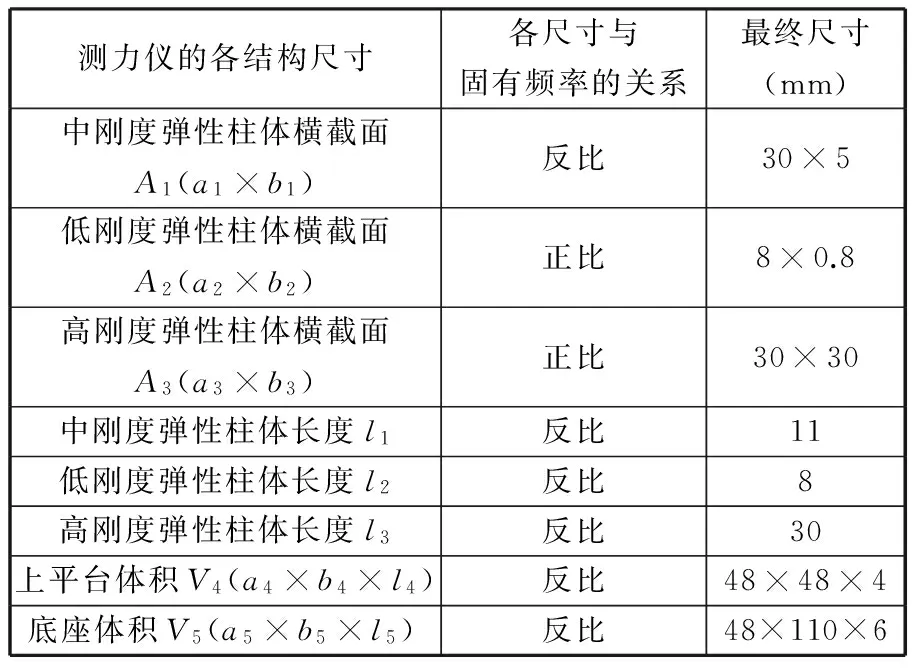
表1 測力儀的固有頻率與各結(jié)構(gòu)的尺寸關(guān)系及最終尺寸
3 基于ANSYS Workbench的有限元模態(tài)分析
3.1測力儀主體結(jié)構(gòu)的建模
基于ANSYS Workbench軟件對測力儀主體結(jié)構(gòu)進行模態(tài)分析,在UG中將建好的幾何模型轉(zhuǎn)換為IGES格式文件,然后直接導(dǎo)入ANSYS Workbench。在modal模塊中選擇Refinement命令對低剛度彈性薄片進行網(wǎng)格局部單元細化處理,設(shè)網(wǎng)格單元尺寸為0.1 mm,測力儀主體結(jié)構(gòu)其他部分的網(wǎng)格劃分采用四面體網(wǎng)格自動生成。對測力儀主體結(jié)構(gòu)進行模態(tài)分析時,約束條件設(shè)置為底座上下表面固定,與實際加工工況相符。
3.2有限元模態(tài)結(jié)果分析
圖3為高頻響測力儀的一階振型圖,其第一階振型表現(xiàn)為X方向兩塊低剛度彈性薄片帶動測力儀整體在X方向產(chǎn)生一階彎曲,導(dǎo)致測力儀的上表面平臺沿X方向有明顯的高低差異,此時得到測力儀的固有頻率為10 433 Hz。同時借助有限元仿真求得不同低剛度彈性柱體長度l2對應(yīng)的測力儀的固有頻率,其變化趨勢如圖4所示,隨著l2的增大,測力儀的固有頻率呈現(xiàn)出下降的趨勢,仿真結(jié)果與表1相吻合,而針對其他結(jié)構(gòu)尺寸的有限元仿真也與理論計算一致,從而驗證了測力儀理論計算模型的正確性。
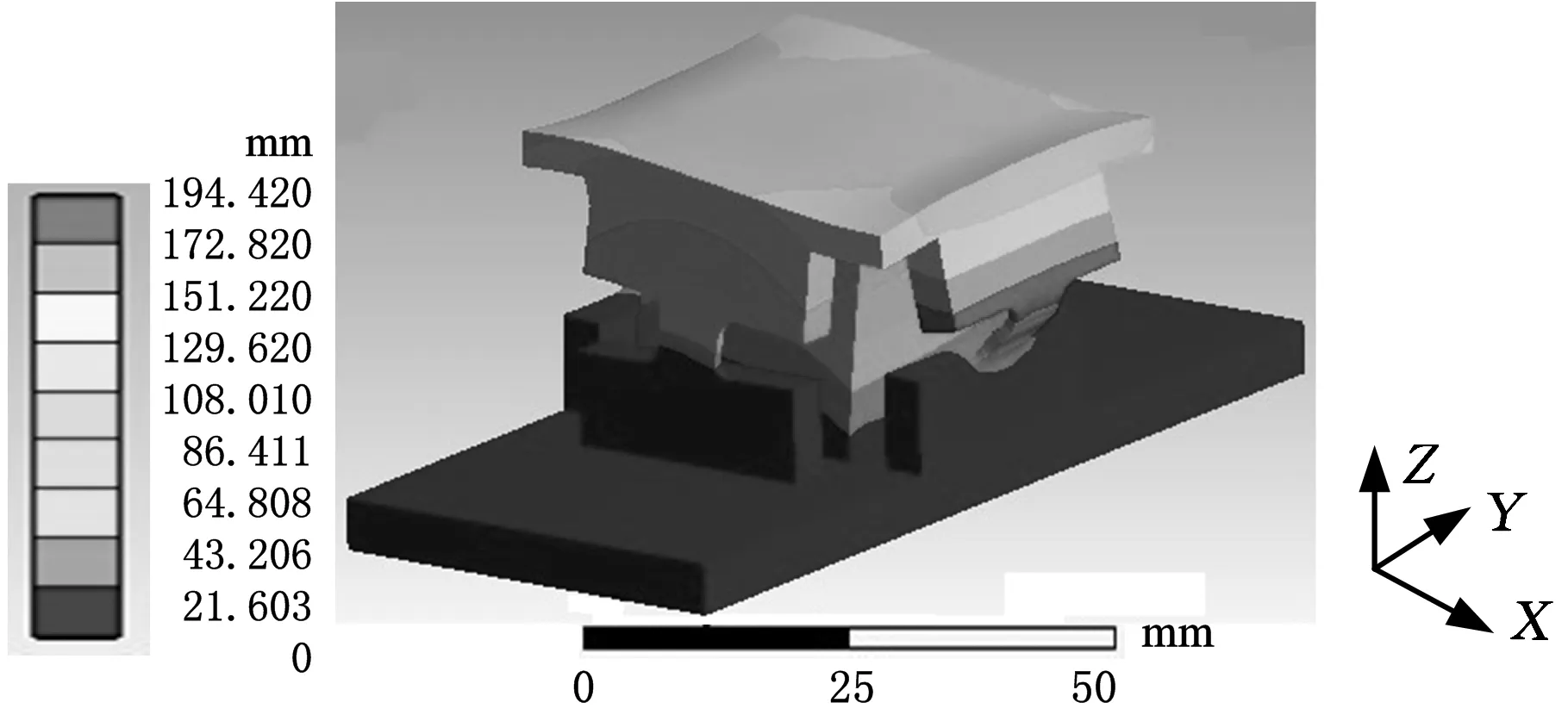
圖3 高頻響測力儀的第一階振型
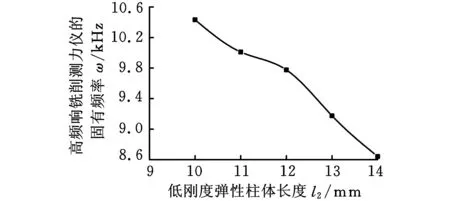
圖4 不同l2對應(yīng)的測力儀的固有頻率
4 測力儀振動模態(tài)試驗及高轉(zhuǎn)速銑削力試驗
4.1測力儀的振動模態(tài)驗證試驗與分析
將測力儀安裝到機床平臺上,采用壓板壓緊的裝夾方式,利用錘擊法對測力儀進行振動模態(tài)試驗及分析,以檢驗測力儀簡化模型及有限元仿真的準確性。模態(tài)試驗前,在測力儀的上平臺劃分4×4網(wǎng)格,網(wǎng)格節(jié)點為力錘敲擊點,在低剛度彈性薄片表面貼上加速度傳感器。試驗時分別敲擊每個點,并取10次平均值,通過Agilent35670a頻譜分析儀獲得頻響函數(shù)。

(a)測力儀的振動幅值圖
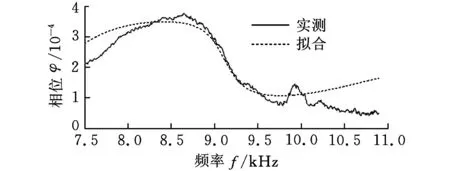
(b)測力儀的振動相位圖圖5 模態(tài)試驗所得測力儀的幅值圖和相位圖
采用MATLAB軟件對所測點的頻響函數(shù)進行編程,利用有理分式法識別出該階模態(tài)的固有頻率以及該測點的振型系數(shù),并繪制出該階模態(tài)的振型圖[13]。實測和擬合出的幅頻圖和相頻圖如圖5所示。由圖5可知,幅值和相位變化較為吻合,辨識出測力儀的固有頻率為9106 Hz。模態(tài)試驗測試所得的固有頻率值比理論計算和有限元仿真所得結(jié)果都要低。主要原因是理論計算和有限元仿真都屬于模擬計算,沒有充分考慮實際工況。圖6所示為振動模態(tài)試驗所得測力儀的振型,包含初始上表面和振動后的上表面,通過比較第一階振型上表面的變化可知,有限元計算出的振型圖與試驗所得振型圖基本一致,均是由薄壁件彎曲振動,帶動平臺向彎曲方向移動,使平臺表面產(chǎn)生高低差異。試驗結(jié)果驗證了有限元仿真的可靠性,為利用有限元仿真對測力儀進行優(yōu)化設(shè)計提供了試驗依據(jù)。
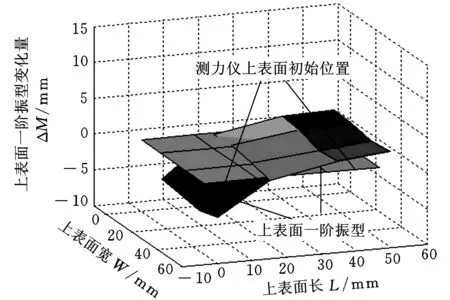
圖6 振動模態(tài)試驗所得振型圖
4.2高轉(zhuǎn)速銑削力試驗及分析
為了檢驗該測力儀的效果,將該測力儀主體結(jié)構(gòu)與加工試驗件等連接,構(gòu)建成完整的測力系統(tǒng),并在靜態(tài)標定以及修正矩陣的計算之后,進行高轉(zhuǎn)速銑削力試驗。其中,試樣為鋁合金Al-6061,尺寸為20 mm×20 mm×4 mm,試驗時將該試樣粘在測力儀上表面,由于其尺寸相對較小,與測力儀主體結(jié)構(gòu)固連后基本不改變測力儀的固有頻率(固連后的測力系統(tǒng)有限元仿真所得固有頻率為100 79 Hz)。數(shù)控機床為Caver400M-RT,其轉(zhuǎn)速范圍為10 000~42 000 r/min,最大工作進給速度為12 m/min,如圖7所示。刀具為涂層硬質(zhì)合金立銑刀,其直徑為3 mm,齒數(shù)為2,螺旋角為30°。銑削方式為順銑干切削,轉(zhuǎn)速為4×104r/min,每齒進給量為0.02 mm,軸向切深為0.5 mm,徑向切深為0.5 mm。

圖7 Caver400M_RT雕刻機
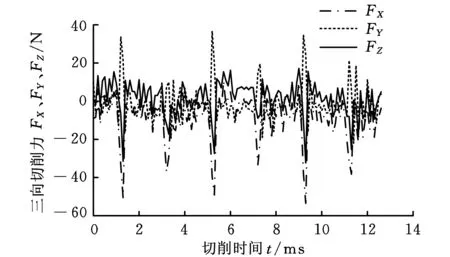
圖8 40 000 r/min轉(zhuǎn)速下切削力數(shù)據(jù)圖
圖8所示為該測力儀在機床主軸4×104r/min轉(zhuǎn)速下獲得的切削力數(shù)據(jù)。三向切削力呈現(xiàn)出明顯的周期性變化,表明該測力儀所獲得的的切削力數(shù)據(jù)能夠準確反映高轉(zhuǎn)速條件下切削力的基本特征。其中,由于X方向進給抗力最大,故FX的幅值明顯大于FY、FZ。此外,銑刀的兩個刀齒存在微量的動不平衡,導(dǎo)致刀齒的實際切深不同,所以相鄰的兩個波峰有次序地高低相間。
5 結(jié)論
(1)本文建立了高頻響測力儀的理論模型,并且求得了固有頻率的解析模型,實現(xiàn)了結(jié)構(gòu)尺寸的優(yōu)化,并進行了有限元仿真驗證。
(2)模態(tài)試驗和有限元仿真的振型基本一致,均是由兩側(cè)薄壁件彎曲振動,帶動平臺向彎曲方向移動,使平臺表面產(chǎn)生高低差異,驗證了有限元仿真的可靠性,為測力儀的優(yōu)化設(shè)計提供了參考依據(jù)。
(3)高頻響測力儀在高轉(zhuǎn)速銑削試驗時能夠獲得清晰的三向銑削力周期信號,表明測力儀的固有頻率能夠滿足高轉(zhuǎn)速銑削的要求,驗證了該測力儀結(jié)構(gòu)設(shè)計的可行性。
[1]Schulz H, Abele E, 何寧. 高速加工理論與應(yīng)用[M]. 北京: 科學出版社, 2010.
[2]仇健, 李曉飛, 馬曉波,等. 硬質(zhì)合金立銑刀高速銑削鋁合金切削力實驗研究[J].中國機械工程, 2011, 23(13): 1555-1560.
Qiu Jian, Li Xiaofei, Ma Xiaobo,et al. Experimental Study of Cutting Forces on High Speed Milling Aluminum Alloy Using Carbide End Mill[J].China Mechanical Engineering, 2011,23(13):1555-1560.
[3]Korkut I.A Dynamometer Design and Its Construction for Milling Operation[J]. Materials and Design, 2003, 24(8):631-637.
[4]Karabay S.Design Criteria for Electro-mechanical Transducers and Arrangement for Measurement of Strains due to Metal Cutting Forces Acting on Dynamometers[J].Materials and Design, 2007,28(2):496-506.

[6]Castro L R, Viéville P,Lipinski P.Correction of Dynamic Effects on Force Measurements Made with Piezoelectric Dynamometers[J].International Journal of Machine Tools & Manufacture, 2006, 46(14): 1707-1715.
[7]Transchel R, Stirnimann J, Blattner M, et al.Effective Dynamometer for Measuring High Dynamic Process Force Signals in Micro Machining Operations[C]//5th CIRP Conference on High Performance Cutting.Zurich,2012: 558-562.
[8]Albrecht A, Park S S, Altintas Y, et al.High Frequency Bandwidth Cutting Force Measurement in Milling Using Capacitance Displacement Sensors[J].International Journal of Machine Tools & Manufacture, 2005, 45(9): 993-1008.
[9]劉戰(zhàn)強, 萬熠, 艾興. 高速銑削中切削力的研究[J].中國機械工程, 2003, 14(9): 734-737.
Liu Zhanqiang, Wan Yi, Ai Xing.Cutting Forces in High Speed Milling[J].China Mechanical Engineering, 2003, 14(9):734-737.
[10]金問林, 張幼楨, 褚濤.切削測力儀的杠桿—附加彈性元件設(shè)計方法[J].南京航空航天大學學報, 1991, 23(3): 33-37.
Jin Wenlin, Zhang Youzhen, Chu Tao. Parasitic Elastic Element Method for Cutting Dynamometer Design[J]. Journal of Nanjing Aeronautical Institude,1991,23(3):33-37.
[11]孫永華, 趙威, 何寧,等. 高頻響三維動態(tài)銑削力測試平臺設(shè)計[J].南京航空航天大學學報, 2012, 44(4): 154-156.
Sun Yonghua,Zhao Wei,He Ning,et al. Design of High Frequency Three-dimensional Dynamic Milling Force Test Platform[J].Journal of Nanjing University of Aeronautics &Astronautics, 2012, 44(4):154-156.
[12]Szuladzinski G.機械與結(jié)構(gòu)動力學[M].北京:機械工業(yè)出版社,1985.
[13]Totis G, Wirtz G, Sortino M,et al. Development of a Dynamometer for Measuring Individualcutting Edge Forces in Face Milling[J].Mechanical Systems and Signal Processing, 2010, 24(6): 1844-1857.
(編輯陳勇)
Theoretical Calculation and Experimental Analyses of Natural Frequency for High Frequency Dynamometer
Huang ZhenZhao Wei
Nanjing University of Aeronautics & Astronautics,Nanjing,210016
Concerning the low natural frequency of dynamometers for high speed cutting to acquire forces signals, a initial model of high frequency dynamometer was designed and its natural frequency can be as 9 kHz. Based on the method of Dunkerley, a simplified model of the dynamometer was built to achieve the theoretical natural frequency and the computational formula.Meanwhile, the simulation values and actual values of the natural frequency were obtained by modal analysis with the use of the finite element simulation and vibration modal test, and the high speed cutting test was conducted for the validation. The results indicate that theoretical values and simulation values are a little greater than the actual values, and the dimensions of key structure have an great impact on the natural frequency, which provide a necessary reference for the structure optimization of similar dynamometers.
high frequency dynamometer;natural frequency; finite simulation; modal test
2013-09-25
國家重點基礎(chǔ)研究發(fā)展計劃(973計劃)資助項目(2009CB724401)
TG501.3< class="emphasis_italic">DOI
:10.3969/j.issn.1004-132X.2015.01.002
黃震,男,1989年生。南京航空航天大學機電學院碩士研究生。主要研究方向為精密儀器。趙威(通信作者),男,1977年生。南京航空航天大學機電學院副教授。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
天天愛科學(2020年6期)2020-09-10 07:22:44
數(shù)學物理學報(2017年6期)2018-01-22 02:26:40
湖北經(jīng)濟學院學報·人文社科版(2015年8期)2015-12-29 05:53:07
上海電機學院學報(2015年4期)2015-02-28 14:30:00
機械工程師(2015年10期)2015-02-02 01:14:03
計算物理(2014年2期)2014-03-11 17:01:44
計算物理(2014年2期)2014-03-11 17:01:39
機電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18