電動機安全穩定運行技術淺析與探討
2015-10-21 19:54:39左安林孫澤林
科學與技術 2015年2期
左安林 孫澤林


摘要:三相異步電動機作為最常見動力設備,為各類機械提供動力來源。電動機的安全穩定運行直接關系到安全生產的各環節。本文針對制約電動機安全穩定運行的幾個重要環節,并結合電動機維護和檢修經驗展開技術分析和探討,為實際生產過程中電動機的故障診斷及維修提供一定的參考。
關鍵詞:三相異步電動機 故障診斷 檢修維護
引言
電動機有機殼、軸承、定子、轉子、散熱風扇等幾部分組成。影響三相異步電動機安全穩定運行的因素大致可分為以下兩個方面:一是電機本身的原因,如軸承磨損、軸承裝配不規范、轉子動平衡不好、定轉子磁中心不一致、繞組匝間短路等。二是與電機相關聯的基礎松動不平、背輪對中不好、機械負荷振動等方面的原因。下面將針對一些常見的影響電機安全穩定運行的問題及故障處理方法進行探討與分析。
1 軸承故障
按滾動體的不同,軸承可分為球軸承和滾子軸承兩大類,球軸承的滾動體為球體,滾子軸承的滾動體有圓柱、圓錐等。下面將針對軸承常出現的故障和維護方法進行分析探討。
1.1 軸承磨損
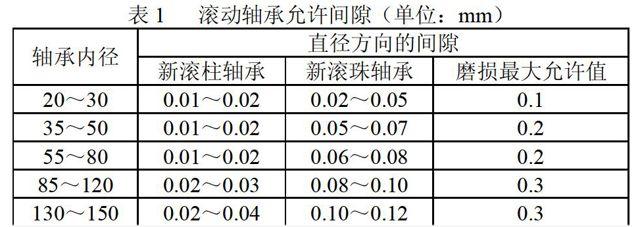
軸承磨損是軸承長期運行壽命到期的象征。軸承磨損嚴重時,電機運轉時常伴有異音、端蓋發熱等現象。通常可以通過測量軸承間隙來判斷磨損程度。滾動軸承的允許間隙見表1。為保證能長周期運行,在發現軸承磨損間隙過大時,應及時進行更換。
1.2軸承跑圈
軸承跑圈是指軸承圈與其配合的軸或端蓋內圈發生了相對滑動,即跑內圈和跑外圈。軸承跑圈時故障現象為軸承部位溫度偏高,振動加大,有時還伴有不規則的異音,拆檢時會發現軸、端蓋內圈表面存在磨痕,甚至磨出凹槽。引起軸承跑圈的原因有以下幾點:
1.2.1軸、端蓋內圈、軸承的加工精度低,配合公差不符合要求。
軸承與軸(端蓋內圈)一般為過盈配合,少數情況為過渡配合。若各部件的加工精度不合要求,使軸承與軸(端蓋內圈)的靜摩擦力小于使它們相對滑動的扭力,就會引起跑圈,若繼續長期運行勢必引起電機故障。
1.2.2軸承裝配不合要求。
軸承的拆裝通常采取加熱的方式進行。冷拆、冷裝都會影響軸承與軸的接觸面,造成配合公差過大,引起軸承跑圈。裝配軸承時一般將軸承加熱到90℃,且軸承安裝后內套端面必須緊靠軸肩端面,不應留有間隙。
1.2.3電機使用維護不當,造成軸承跑圈。
電機使用過程中振動過大,會造成軸承與端蓋間相對滑動的扭力增大,當大于靜摩擦力時,引起軸承跑外圈。電機潤滑不好,造成軸承及端蓋過熱,由于軸、軸承及端蓋的熱膨脹系數不同,可引起配合公差增大,導致軸承跑圈。一旦發現軸承有跑圈現象,就應及時對軸或端蓋進行刷鍍、金屬噴涂等處理,使配合公差達到要求,必要時更換端蓋。
1.3軸承的潤滑維護
做好軸承潤滑維護,定期補充或更換潤滑脂是保證軸承使用壽命的關鍵。軸承補脂周期因尺寸、類型、使用轉速、安裝方向、工作環境、潤滑脂的質量、運轉溫度的差異而不同。對于相同尺寸和轉速的軸承,一般圓柱滾子軸承的補脂周期為球軸承的1/2,軸承轉速越高補脂周期越短,軸承運行溫度每增加15℃補脂周期減半,軸承尺寸越大,補脂越頻繁;立式電機軸承補脂周期為水平電機的一半,潮濕多粉塵的環境應縮短補脂周期,使用高性能的潤滑脂可適當延長補脂周期。因電機使用環境、溫度、負載等的不同,補脂的周期還需根據實際情況,通過軸承聲音、振動等多方面判斷,合理安排。
1.4電機檢修時軸承的選擇
檢修電機時,軸承最好選用與原裝軸承型號一致的軸承,選錯軸承就會給電機安全運行帶來隱患。某電廠鍋爐引風機電機(900kW、4極電機)檢修更換軸承時,將原配C3游隙的軸承更換為C1游隙軸承,電機試運時10分鐘內端蓋表面溫度升到90℃,潤滑脂因高溫液化潤滑失效,重新更換為C3游隙軸承后,沒有再發生過熱現象。因此,電機檢修時軸承的選擇非常重要,但對于原配軸承存在溫度過高現象時,可以適當地加大軸承游隙,尤其對于高速電機。
2 定轉子故障
定子繞組故障一般由于電機絕緣老化、受潮、振動磨損、接線端子松動、過載、欠壓或過壓、缺相運行等原因引起。電機運行過程中一旦出現保護跳閘,先判斷絕緣是否損壞。然后,測量繞組直阻,檢查三相直阻平衡度,判斷是否存在匝間短路或斷路故障。對于繞組故障的處理,應根據檢測情況對繞組采取局部絕緣處理、整體浸絕緣漆處理等方法,損壞嚴重的應進行重新繞制。
電機轉子的故障率較低,一般由于內部缺陷或頻繁啟動使轉子常承受較大的應力,引起轉子斷條、斷環等故障。輕微的轉子故障不會對電機運行帶來太大影響,通常會引起轉差率加大,定子電流及功率的增加,同時,出現三相電流不平衡、擺動等現象。轉子故障比較嚴重時,電機啟動時間加長、帶載能力下降、啟動中伴隨強烈振動和噪聲,甚至無法啟動,對定子線圈造成二次損壞。對于轉子故障的處理可采取局部修理或整體更換的方法。
3 電機過熱
3.1電機溫升是衡量電機是否過熱的依據,一旦出現各部位溫升超標,不及時采取措施,將會影響電機的安全穩定運行。表2為電動機額定溫升與絕緣等級的關系。溫升超標會加速定子絕緣老化、潤滑脂的失效,嚴重時損毀電機。
3.2 電機內部原因引起的過熱
電機內部原因引起的過熱主要有繞組短路、短路連接錯誤、軸承故障等原因,此時應對電機進行拆檢試驗,查找具體原因進行處理。
3.3 外部因素引起電機過熱
外部因素引起的電機過熱原因主要有:過載運行、運行電壓過高或過低、電壓缺相、使用環境惡劣等,對于外部原因引起的電機過熱,應及時查找具體原因,以免對設備安全運行造成影響。
3.4 變頻器控制的電機過熱原因
變頻控制電機過熱的原因,一是變頻裝置用交-直-交控制,輸出的電壓、電流波形帶有高次諧波,引起電機的效率和功率因數變差,損耗增加,電機過熱。資料表明,變頻傳動與工頻傳動相比,電流約增加10%,溫升約增加20%;二是,電機低速運轉,自身所帶風扇轉速慢,散熱能力變差;三是,變頻器輸出電壓雖然為等效的正弦波,但實際電壓變化率du/dt增高,導致繞組匝間短路故障率增加,引起電機過熱。所以采用變頻控制的電機應采用專用的變頻電機,變頻電機繞組結構能有效抑制高次諧波,散熱風扇采用單獨的工頻電源風扇,能有效地解決變頻控制電機過熱問題。
4、電動機振動原因判斷及處理
4.1振動的危害
⑴損傷軸承,加劇磨損,縮短使用壽命。
⑵損耗能量,降低效率。
⑶損傷電機基礎和其他零部件,若是電機本身原因引起的振動還會對電機所拖動的設備造成損傷,嚴重情況下會造成事故。
4.2 電動機振動允許值及引起振動的原因
4.2.1振動允許范圍
電動機3個方向(水平、垂直、軸向)雙幅振動最大允許值見表3。對于振動的評價等級標準不應單獨依振幅為標準,還應參考速度值。GB 6075-99列出了四類旋轉機械的振動速度評價等級標準。對于振動幅值和速度超標的電機,應查找振動原因,采取有效措施,使電動機振動在允許范圍內。
4.2.2電動機振動的原因
引起電動機振動的原因可分為兩個方面:一是電磁方面的原因;二是機械方面的原因,其中機械方面的原因是造成振動的主要原因。
4.3 振動原因的判別及處理
4.3.1振動原因初判
在實際生產中,查找振動原因,應先判斷是電磁原因還是機械原因再判斷是電機還是負載機械引起的振動,逐步縮小范圍。
判斷是由電磁原因還是機械原因引起的振動,可將電機切斷電源,若振動突然減小,則說明振動是由電磁方面的原因引起;若振動變化不大,則振動主要是機械原因引起。判斷是電機還是負載機械引起的振動,可脫開電機與負載的機械連接。若振動依然較大則振動是由電機本身引起,若振動明顯減小,則與負載或安裝有關。[1]
4.4電磁原因造成的振動及處理
異步電動機旋轉是轉子繞組電流和氣隙中的基波旋轉磁場相互作用產生電磁轉矩的結果。電磁轉矩T可表示為[2]
通過式(1)可看出引起振動的電磁方面原因有三相電壓電流不平衡、三相阻抗不平衡、受諧波磁通影響、磁路中心線偏移等。在生產中,除了因電源電壓三相不平衡引起振動,更多的是由于電機自身原因引起的。對于三相電流不平衡引起的振動,檢查應從定轉子兩方面考慮,轉子鼠籠條斷條、短路環開裂、定子線圈匝間短路都會引起電機三相電流不平衡,引起電機振動。所以發現電機振動并伴有三相電流不平衡時,應對定子直阻、轉子進行檢查,查找故障原因,消除振動。
另外,基波及諧波磁通不平衡也會引起電機振動,主要原因是定轉子間氣隙不對稱。氣隙不對稱允許范圍為±5%以內,差別較大時通過調整定子墊片厚度來調節氣隙,使氣隙均勻。在生產中,常將下部氣隙適當減小,增加電機的穩定性。
4.5 機械原因造成的振動及處理
因機械方面造成的電機振動,很多是質量分布不均轉動產生偏心離心力造成的,偏心離心力不斷變化方向,帶動設備或基礎振動。偏心離心大小可用以下公式表示:
由式(2)中可以分析振動與轉體質量、偏心距、轉速有很大關系。對于引起電動機振動的原因一是轉子動平衡不好、軸彎曲、軸承損壞等;二是電機安裝時軸線與所拖動的設備軸線不一致、聯軸器不配合、地腳松動、基礎強度不夠等。[3]
4.5.1電機自身不平衡原因引起的振動
電機轉子及風扇等轉動部件由于結構不對稱(如鍵槽)、材料質量不均勻(厚薄不均或砂眼)或加工誤差等原因會引起旋轉部分不平衡,使重心相對軸線產生偏移,轉動時就會產生不平衡的離心力或離心力偶,使電機發生振動。若轉子質量中心線和轉子回轉中心線是平行的,有一個固定的軸心距,稱為靜不平衡。此時,轉動轉軸,軸會固定停在某一位置。若從整體看重心跌在轉動軸線上,即質量中心線與回轉中心線相交,則稱為動不平衡,此時轉動轉子,靜止時可以停在任意位置。對于動不平衡在轉子旋轉時,就會產生一對大小相等方向相反的離心力,形成一對力偶,引起電機振動,此時可以通過校動平衡、加平衡塊來解決。[5]
4.5.2 電動機安裝不規范引起的振動
電機安裝時,要求和所拖動的設備軸心線保持一致。若兩軸線平行或相交,就會產生不平衡的離心力或離心力偶,引起電機和所拖動的設備振動。但在實際生產中對中往往還要考慮電機和所拖動設備熱膨脹量的不同(如電機和液力耦合器的對中),對中時要為熱膨脹留出余量。[5]
對于電機和所拖動設備間的聯軸器應保證在機械上是平衡的,且使用合適的鍵,鍵槽和鍵是產生不平衡的一個很重要的因素,鍵在槽內不應有間隙。安裝聯軸器時正確的方法是使用階梯鍵。階梯鍵在聯軸器內是整個厚度,在聯軸器外是一般厚度,能有效減少因鍵和鍵槽引起的轉動不平衡的產生。在安裝聯軸器時,還應保證聯軸器間應有3~5mm的余量,防止設備運行時因熱膨脹使軸伸長,使電機軸受到軸向力,引起電機振動。對于聯軸器間的連接螺栓,應保證減振橡膠墊圈受力均勻,實踐中常發現因墊圈大小不一致,受力不均引起振動的現象。
電機基礎的強度不夠,不牢固、不平也是造成電機振動的原因之一。某電廠疏水泵電機(45kW,2極電機)曾出現振動達0.07mm的情況,經檢查發現電機基礎一固定螺絲松動,緊固螺絲后,振動下降至0.03mm。對于電機的安裝底座,要有足夠的強度和精度。如果固定電機的4個螺栓點不在同一平面上,在緊固螺栓時,使電機底座變形扭曲,使軸中心偏移,也會引起電機振動。從大量的實踐經驗來看,規范的安裝電機可以有效減小電機的振動。
5 結束語
綜上所述,制約電動機安全穩定運行的因素很多,在實際生產中,對于不同故障現象還應辯證的去分析原因,例如,軸承故障可能出現電機發熱、電流升高、振動加大等現象,轉子故障也會引起電機振動加大、三相電流不平衡等現象。因此,對于電動機的故障判斷可根據上述分析從多方面加以借鑒,更好地做好電動機的檢修和維護,有效地保證安全穩定生產。
參考文獻:
[1] 段芮,劉君三相異步電動機振動原因及處理方法淺析[J].上海電力學院學報。2007,23(1):4-7.
[2] 楊玉榮,孫慶本.電機學[M].長春:吉林大學出版社,199,178-185.
[3] 趙波.中小型異步電動機振動與噪聲處理[J].中國設備管理,2000,(8):24-26.
[4] 顧德軍,欒華.兩極中型異步電動機振動產生的原因及處理[J].防爆電機,2005,40(3):30-32.
作者簡介:
左安林(1982-),男,山東淄博人,工程師,主要從事電氣自動化方面的研究
孫澤林(1967-),男,山東淄博人,高級工程師,主要從事電氣自動化方面的研究
猜你喜歡
裝備制造技術(2020年3期)2020-12-25 05:22:30
無線互聯科技(2016年13期)2017-01-10 02:14:41
中國科技博覽(2016年25期)2016-12-20 18:01:04
中小企業管理與科技·下旬刊(2016年10期)2016-11-18 21:50:55
北京航空航天大學學報(2016年6期)2016-11-16 01:50:43
中國科技博覽(2016年17期)2016-08-26 20:28:56
中國科技博覽(2016年17期)2016-08-26 20:27:19
重慶工商大學學報(自然科學版)(2015年10期)2015-12-28 07:43:58
科技視界(2015年25期)2015-09-01 17:16:41
振動、測試與診斷(2014年5期)2014-03-01 01:14:21
