復合材料柔性電熱膜固化方法與溫度分布
2015-10-19 01:18:34李金良顧軼卓李敏王紹凱金超張佐光
北京航空航天大學學報 2015年9期
李金良,顧軼卓,李敏,王紹凱,金超,張佐光
(1.北京航空航天大學 材料科學與工程學院,北京100191;2.中國電子科技集團公司第五十四研究所,石家莊050081)
碳纖維復合材料具有質輕、高比強、高比模、尺寸穩定、耐腐蝕、可整體成型等優良特性,廣泛應用于航空、航天、電子、船舶、汽車、體育用品等工業領域[1].隨著對大型化復雜化復合材料構件需求的不斷增加,其整體成型的制造優勢越發引起重視[2].
大中型天線反射器面板是天線反射器的關鍵部件,具有典型的小曲率、大直徑弧面結構,通常由幾十塊、甚至上千塊單塊面板構成[3].這種天線一般在條件惡劣的野外環境中使用,安裝、維護困難,需要其具有較高的使用可靠性和較長的服役壽命,而復合材料輕質、高強、耐腐蝕的特性正好契合這種部件的使用需求,并且整體成型復合材料天線面板可有效減少裝配工作量,降低制造成本,因此正在建設準備階段的平方公里陣(Square Kilometer Array,SKA)射電望遠鏡,提出了15 m口徑天線反射器采用整體化碳纖維復合材料天線面板的設計理念[4-5].設計要求碳纖維復合材料的玻璃化轉變溫度達到80℃,天線反射器的精度達到0.7 mm(r.m.s.).對于這種結構相對復雜的大尺寸部件,如何實現均勻固化是控制其成型質量的關鍵,因為固化過程直接影響構件的變形、表面精度等關鍵質量指標,而均勻加熱是實現均勻固化的前提[6-7].
傳統的復合材料加熱設備包括熱壓罐、模壓機、烘箱等,為了滿足大型部件的制造需求,往往需要制造大型加熱設備,這也是復合材料部件制造成本高的主要原因之一[8].因此,低成本的固化方法成為復合材料制造工業發展的關鍵技術之一,尤其是不受制件尺寸限制的方法,如電子束固化、紅外加熱固化、微波固化、碳纖維自電阻加熱固化等[9-12].對于大型的整體化碳纖維復合材料天線面板,現采用低成本的真空灌注(Vacuum Assisted Resin Infusion,VARI)工藝成型,若采用熱壓罐、模壓機、烘箱等方法加熱固化,設備尺寸要求過大;而采用上述低成本固化方法,由于技術成熟度的問題,尚難以應用于該制件;若采用模具自加熱則模具成本較高,而采用傳統的電熱毯,則因為天線面板的復雜型面而難以保證電熱毯與復合材料表面充分貼合,影響傳熱效率和加熱均勻性.
柔性電熱膜屬于一種復合性高分子電熱膜,表面散熱面積大,溫度均勻,具有良好的柔韌性,可緊貼載體,熱轉化效率較高,其通用外形為條帶式結構,可根據溫度需求設計鋪覆量及條帶間間距,能夠實現分時分區溫度控制.目前,柔性電熱膜加熱多應用于供暖領域[13-14],在復合材料領域,除關于對風電葉片復合材料的電熱除冰的報道[15]外,在復合材料構件固化成型中的應用尚未見文獻報道.根據大型的整體化復合材料天線面板的結構和成型特點,采用柔性電熱膜加熱有望實現制件的低成本固化.
本文采用真空灌注成型工藝制備碳纖維/環氧復合材料層合板,研究柔性電熱膜作為加熱介質的工藝適用性,考察電熱膜的鋪放方式、溫度制度對復合材料固化過程溫度分布均勻性和固化程度的影響,進而采用電加熱膜加熱固化方法,驗證其在制備大型碳纖維/環氧樹脂基復合材料天線反射器蒙皮的可行性,研究結果為大型整體化復合材料結構的低成本制造提供新的技術途徑和實驗依據.
1 實驗材料及方法
1.1 實驗材料及設備
原材料:雙酚A型改性環氧樹脂,惠柏新材料科技(上海)有限公司;改性脂肪胺固化劑,惠柏新材料科技(上海)有限公司;碳纖維織物(2×2斜紋,面密度200 g/m2),威海光威復合材料有限公司.
實驗用電熱膜尺寸為0.5 m×100 m,幅寬為500mm,厚度為0.338mm,功率為400W/m2,韓國Korea Heating公司;溫控器E-31,曼瑞德自控系統(樂清)有限公司;差式掃描量熱儀DSC 1型,瑞士Metter Toledo公司.
電熱膜由導電油墨經印刷工藝,與金屬載流條復合熱壓在兩層絕緣的PET薄膜之間構成,屬于電阻發熱,印刷油墨條相當于電阻,金屬載流條相當于導線,把若干電阻并聯起來,通電時產生熱能,其外形及結構如圖1所示,其加熱單元間裁剪邊的寬度為25 mm,封裝邊的寬度為15 mm.
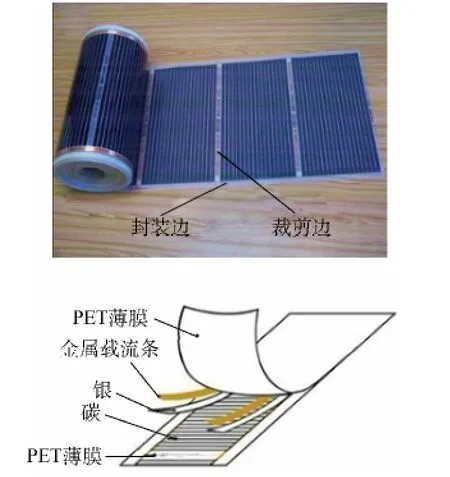
圖1 柔性電熱膜外形及結構Fig.1 Shape and structure of flexible electric heating film
1.2 實驗方法
1.2.1 碳纖維/環氧復合材料制備
VARI的封裝如圖2所示,復合材料層合板厚度為2 mm,長度為700 mm,寬度為600 mm,纖維預成型體為8層碳纖維織物(2×2斜紋),鋪層角度為[0°/30°/60°/90°]s,上面依次鋪放剝離層、導流網、真空袋、電熱膜、保溫層,在導流網上部放置K型熱電偶,記錄固化過程中層合板內部溫度的變化.
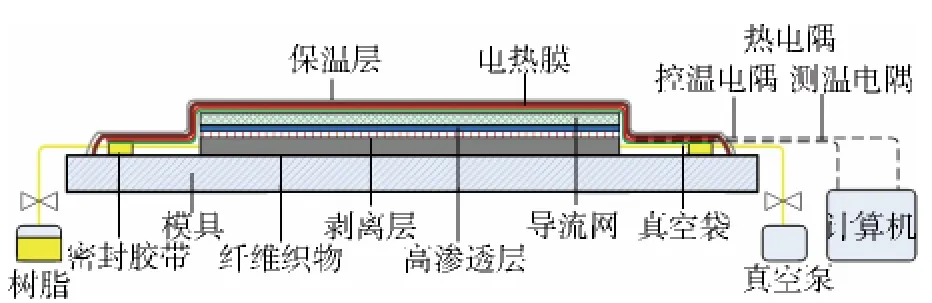
圖2 VARI封裝示意圖Fig.2 Schematic diagram of VARI assembly
檢查氣密性后,通過抽真空(真空度≥98 kPa)預壓實纖維預成型體.室溫下將樹脂從進膠口灌入預成型體,樹脂沿高滲透層流動,從上表面向下表面浸潤,灌注完畢后關閉注膠口,保持真空袋內真空壓力(真空度≥98 kPa),根據工藝曲線啟動電熱膜加熱固化.固化結束后,關閉電熱膜,自然冷卻至室溫.
1.2.2 電熱膜的鋪覆方式
電熱膜為條帶式結構,同型號電熱膜幅寬固定,長度可裁剪.天線反射面通過某拋物線(母線)旋轉一定角度得出,在天線反射面模具上鋪覆時,沿對稱軸從中間向兩側逐條鋪覆,電熱膜的寬度線作為母線上某點的切線時貼合性最佳,母線上等間距點的切線角度是變化的、不平行的,導致等寬的兩條電熱膜之間產生重疊,母線曲率半徑與電熱膜重疊面積成反比,曲率半徑越大,重疊面積越小,反之越大.兩條電熱膜在母線上隔開一定距離時,重疊范圍也會減少,隔開距離越大,重疊范圍越小.因此電熱膜在模具弧面鋪貼時會產生拼接、搭接、間隔3種情況,為考察這3種情況下電熱膜加熱的均勻性,對3種鋪覆方式進行了實驗,如圖3所示.
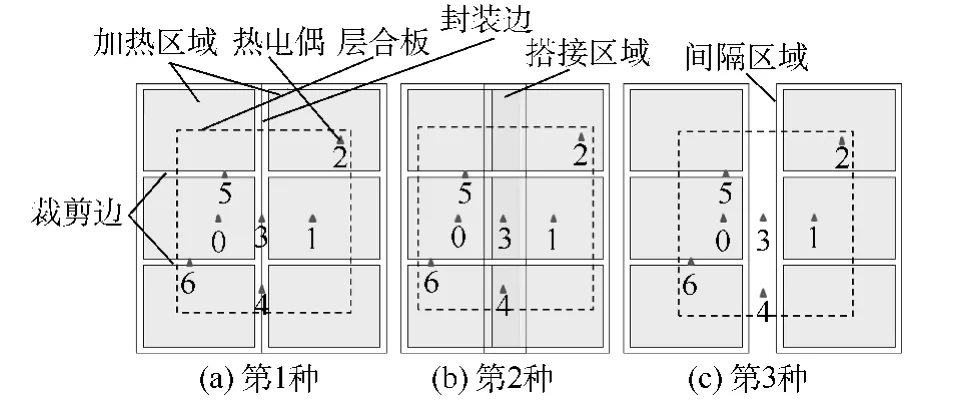
圖3 電熱膜的不同鋪覆方式示意圖Fig.3 Schematic diagram of different lay-up types of electric heating film
圖3為電熱膜在碳纖維/環氧復合材料層合板上的3種鋪覆方式,第1種鋪覆方式拼接鋪覆,記為A1,其鋪覆特點是兩條電熱膜封裝邊相接而不重疊,如圖3(a)所示;第2種鋪覆方式搭接鋪覆,記為A2,其鋪覆特點是兩條電熱膜的加熱區域產生重疊,電熱膜的搭接寬度為100 mm,如圖3(b)所示;第3種鋪覆方式間隔鋪覆,記為A3,其鋪覆特點是兩條電熱膜的封裝邊隔開了一定距離,兩條電熱膜的間距為100 mm,如圖3(c)所示.
本實驗通過電路連接將兩塊電熱膜共用1個控溫器,將控溫熱電偶設置在圖中0號位置,鋪放在電熱膜上表面.在電熱膜的加熱區域設置了2個測溫熱電偶,在試件的相對中間位置鋪放了1號熱電偶,相對邊緣位置鋪放了2號熱電偶;在A1中的封裝邊、在A2中的搭接區域、在A3中的間隔區域設置了2個測溫熱電偶,在試件的相對中間位置鋪放了3號熱電偶,相對邊緣位置鋪放了4號熱電偶;在裁剪邊設置了2個熱電偶,在試件的相對中間位置鋪放了5號熱電偶,相對邊緣位置鋪放了6號熱電偶,所有熱電偶都鋪放在碳纖維/環氧復合材料試件的上表面.
1.2.3 溫度制度
為了分析工藝溫度對加熱均勻性和固化程度的影響,設計了3種工藝溫度參數,固化溫度制度如圖4所示.第1種固化工藝參數記為B1,其特點是直接加熱到固化溫度60℃;第2種工藝參數記為B2,其特點是在起始階段增加了在40℃的固化平臺,然后再升溫至固化溫度60℃;第3種工藝參數記為B3,其特點是在起始階段增加了在50℃的固化平臺,然后再升溫至固化溫度60℃.
針對以上不同的電熱膜鋪覆方式和固化工藝參數,本文分別做了5種層合板試樣(L1~L5)并對其進行測試分析,層合板工藝條件如表1所示.
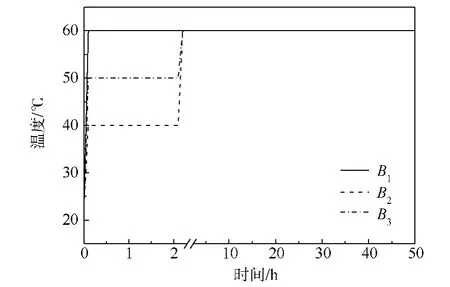
圖4 固化溫度制度圖Fig.4 Diagram of curing temperature cycle
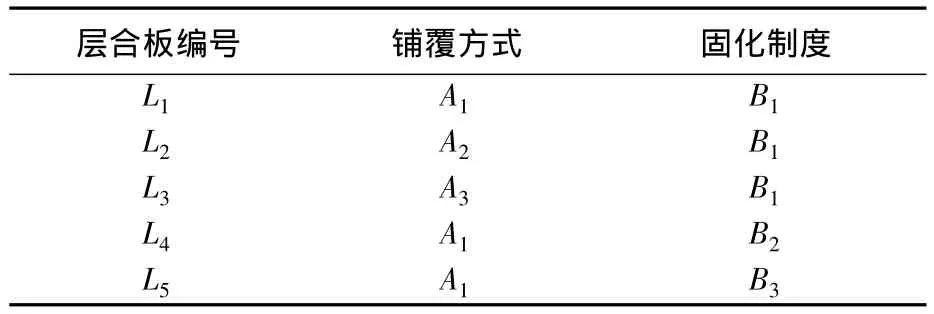
表1 工藝條件列表Table 1 Label of processing conditions
1.2.4 固化程度測試
樹脂體系的固化度通過差示掃描量熱儀(Differential Scanning Calorimetry,DSC)測試.環氧樹脂的固化度為

式中:ΔHt為試樣殘余固化放熱量,mW;ΔH0為完全未固化試樣的總固化放熱量,mW.
DSC測試固化度的實驗條件為:未固化試樣掃描,升溫范圍:25~250℃;升溫速率10℃/min;固化試樣掃描,升溫范圍:25~240℃;升溫速率10℃/min.
DSC測試玻璃化轉變溫度(Tg)的實驗條件為:試樣去除熱歷史掃描,升溫范圍:25~150℃;升溫速率10℃/min;降溫范圍:150~25℃;降溫速率 20℃/min;測量 Tg掃描,溫度范圍 25~120℃;升溫速率10℃/min.
2 結果與討論
2.1 電熱膜鋪覆方式對溫度均勻性的影響
為考察電熱膜鋪覆方式對溫度場分布的影響,設計了3種不同的鋪覆方式,固化溫度參數為B1,固化過程中各位置溫度變化曲線見圖5~圖7.圖中T0為圖3中0號控溫熱電偶溫度曲線,T1~T6為圖3中1號 ~6號測溫熱電偶溫度曲線.
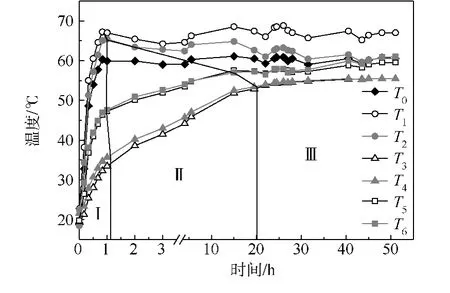
圖5 電熱膜拼接鋪覆加熱溫度變化曲線Fig.5 Temperature variation curves using splicing overlaying electric heating film
圖5是采用拼接方式得到的成型過程溫度曲線.由圖5可知,不同測溫點的溫度差異明顯,但從溫度變化趨勢看,不同測溫點的溫度曲線都表現出快速升溫、慢速升溫和恒溫3個階段.Ⅰ階段為升溫階段,持續時間約1 h,該階段取樣點在3種區域呈現出不同的升溫速率,拼接區域<裁剪邊<加熱區域;相對Ⅰ階段較高的升溫速率,Ⅱ階段為慢速升溫階段,不同測溫點從快速升溫到恒溫階段的過渡時間差異較大,T1和T2在加熱區域,無慢速升溫過程,T5和T6在裁剪邊,慢速升溫持續時間約15 h,T3和T4在拼接區域,慢速升溫持續約時間約20 h.這種溫度變化的不一致不利于固化過程的控制.經過一定時間的慢速升溫之后,各個測溫點的溫度漸趨恒定,進入Ⅲ階段(恒溫階段).設置在邊緣位置的T2、T4和T6的溫度未呈現偏低的現象.快速升溫階段最大溫差值約31℃,慢速升溫階段溫差值逐漸縮小,達到恒溫階段后,溫差值約11℃.溫度最高點66℃出現在加熱區域,溫度最低點55℃出現在拼接區域.
圖6是采用搭接方式得到的固化過程溫度曲線,該方法同樣存在快速升溫、慢速升溫和恒溫3個階段,Ⅰ階段為快速升溫階段,持續時間約10 min,該階段取樣點在3種區域的升溫速率,裁剪邊<加熱區域<搭接區域;Ⅱ階段為慢速升溫階段,T3和T4在加熱搭接區域,T3無慢速升溫過程,T4慢速升溫過程持續時間約2 h,T1和T2在加熱區域和T5和T6在裁剪邊慢速升溫持續時間約18 h.經過一段時間慢速升溫過程后,各個測溫點的溫度漸趨恒定,進入Ⅲ階段.設置在邊緣位置的T2和T4的溫度比T1和T3偏低.快速升溫階段最大溫差值約33℃,慢速升溫階段溫差值逐漸縮小,達到恒溫階段后,溫差值約15℃.溫度最高點70℃出現在搭接區域,溫度最低點55℃出現在裁剪邊.
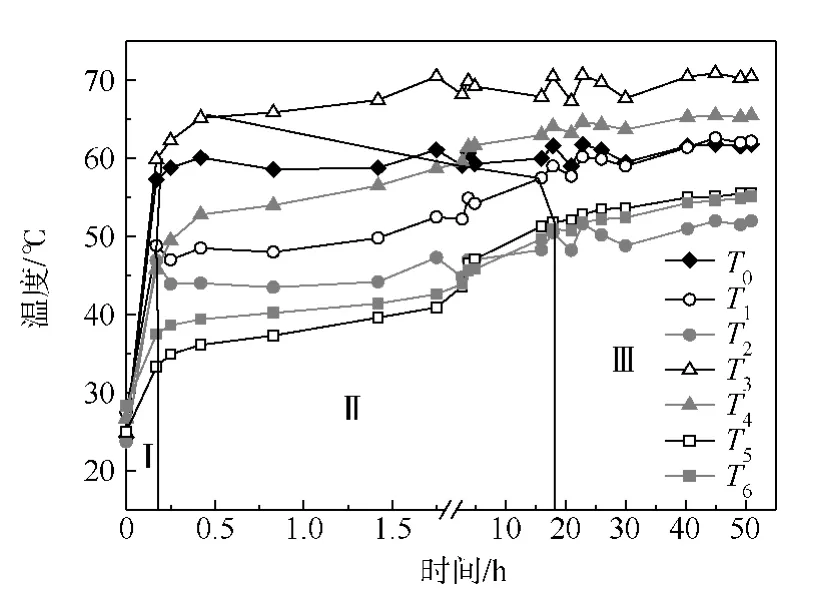
圖6 電熱膜搭接鋪覆加熱溫度變化曲線Fig.6 Temperature variation curves using overlapping overlaying electric heating film
圖7是采用間隔方式得到的成型過程溫度曲線,該方法同樣存在快速升溫、慢速升溫和恒溫3個階段,Ⅰ階段為快速升溫階段,持續時間約15 min,該階段取樣點在3種區域的升溫速率,間隔區域<裁剪邊<加熱區域;Ⅱ階段為慢速升溫階段,T1和T2在加熱搭接區域,T2慢速升溫過程持續約4 h,T1慢速升溫過程持續時間約15 h,T5和T6在裁剪邊慢速升溫持續時間約15 h,T3和T4在間隔區域慢速升溫過程一致持續到加熱結束溫度曲線才趨近于平緩.經過一段時間慢速升溫過程后,各個測溫點的溫度漸趨恒定,進入Ⅲ階段.快速升溫階段最大溫差值約36℃,慢速升溫階段溫差值逐漸縮小,達到恒溫階段后,溫差值約18℃.溫度最高點60℃出現在加熱區域,溫度最低點42℃出現在間隔區域.
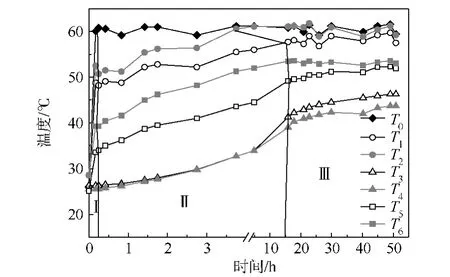
圖7 電熱膜間隔鋪覆加熱溫度變化曲線Fig.7 Temperature variation curves using interval overlaying electric heating film
圖5~圖7的實驗數據表明,鋪覆方式對電熱膜加熱的溫度均勻性有較大的影響,加熱區域重疊易導致溫度偏高,非加熱區域如裁剪邊、拼接縫等位置的溫度低于加熱區域,溫度偏低的程度則與非熱源區域的寬度有關,非熱源區域寬度越大,溫度越低.如圖5所示,溫度值高低為:拼接區域<裁剪邊<加熱區域,圖6中,溫度值高低為:裁剪邊<加熱區域<搭接區域,圖7中,溫度值高低為:間隔區域<裁剪邊<加熱區域.對比圖5~圖7,可看到電熱膜拼接鋪覆溫度均勻性最佳,搭接鋪覆次之,間隔鋪覆最差;而電熱膜平均溫度搭接鋪覆最高,拼接鋪覆次之,間隔鋪覆最低,與搭接鋪覆相比,采用拼接鋪覆溫度均勻性提高了26.7%,與間隔鋪覆相比,采用拼接鋪覆溫度均勻性提高了38.9%.
溫差的存在使不同區域的樹脂固化不同步,并可能對樹脂固化程度和玻璃化轉變溫度產生影響.為表征復合材料層合板的固化特性,對L1、L2和L3層合板取樣,進行固化度和玻璃化轉變溫度的分析,根據溫度分布曲線,分別在層合板的溫度最高、居中和最低3個測量點位置處取樣分析,測試所得結果如表2所示.
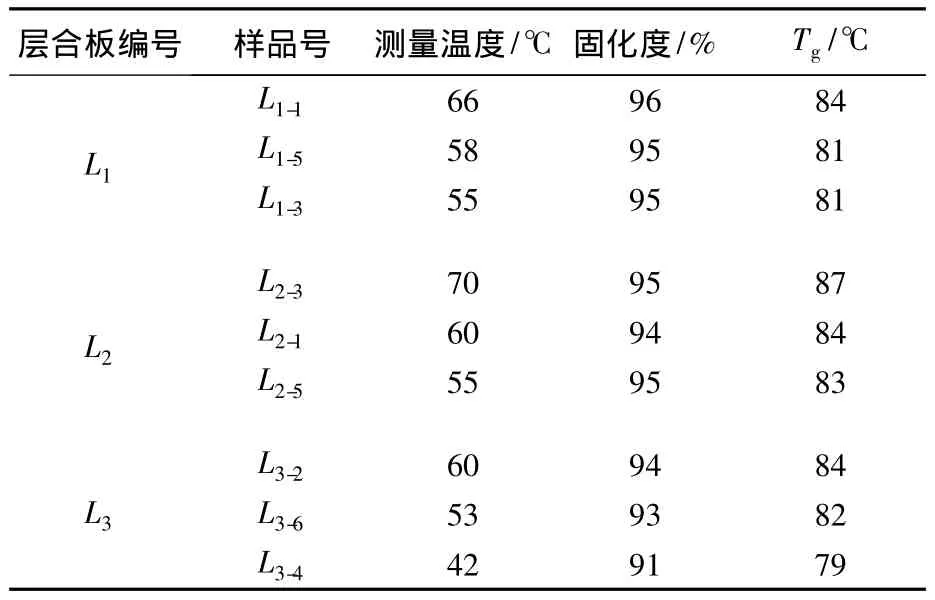
表2 在不同電熱膜鋪覆條件下的樹脂固化度和TgTable 2 Curing degree and glass transition temperature of resin with different lay-up types of electric heating films
表2為在不同電熱膜鋪覆條件下的樹脂固化度和Tg.由表2可知,電熱膜加熱采用不同的鋪覆方法,碳纖維/環氧復合材料層合板的固化度比較均勻;采用拼接和間接鋪覆方法,固化樹脂的玻璃化轉變溫度均達到了80℃以上,采用間隔鋪覆方法恒溫階段最低溫度為42℃,該處固化樹脂的玻璃化轉變溫度為79℃,不滿足設計指標.因此,采用電熱膜加熱固化時,應避免出現間隔鋪覆情況.天線反射面精度通常對中間位置要求較高,邊緣位置可適當偏低,在該類制品的研制中,應沿軸線由中間至兩邊進行鋪覆,首先保證中間位置的溫度均勻性,而在邊緣位置不允許間隔鋪覆,可采取在搭接的兩層電熱膜中增加隔熱層,來減少對復合材料制品的加熱量,降低搭接部分溫度.
2.2 溫度制度對溫度均勻性的影響
通過電熱膜拼接鋪覆方式加熱,工藝參數分別為B2和B3,制備了碳纖維/環氧復合材料層合板,其各位置處溫度曲線分別如圖8(a)和圖8(b)所示.圖8為包含40℃及50℃恒溫平臺電熱膜拼接鋪覆加熱溫度變化曲線.
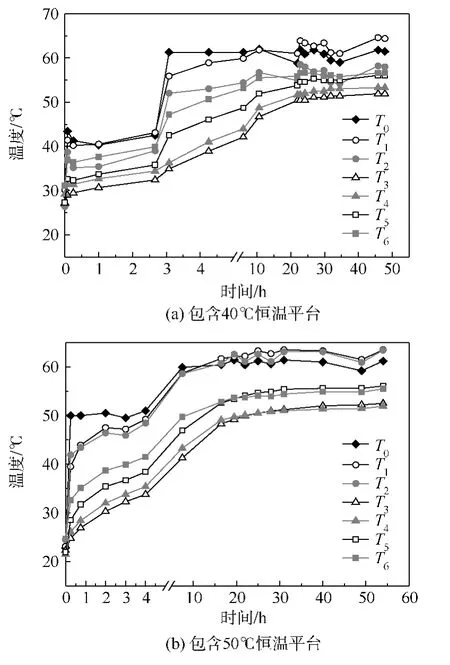
圖8 包含40℃及50℃恒溫平臺電熱膜拼接鋪覆加熱溫度變化曲線Fig.8 Temperature variation curves using splicing overlaying electric heating film with 40℃ and 50℃isothermal temperature stage
由圖8(a)和圖8(b)可知,采用電熱膜拼接加熱方法,B2和B3工藝方案的溫度高低順序均為:拼接區域<裁剪邊<加熱區域,達到恒溫階段后,B2方案溫差值約為10℃,B3方案溫差值約為11℃.
與B1方案對比,增加固化平臺后,在升溫過程中3種區域的溫差值相對縮小,達到恒溫階段后,溫差值及溫度高低分布趨勢相近.
為表征復合材料層合板的固化特性,對L4和L5層合板取樣,進行固化度和玻璃化轉變溫度的分析,根據溫度分布曲線,分別在層合板的溫度最高、居中和最低3個測量點位置處取樣分析,測試所得結果如表3所示.
由表3可知,采用增加溫度平臺的固化制度碳纖維/環氧復合材料層合板的固化度比較均勻;玻璃化轉變溫度達到了80℃以上,滿足設計要求.與B1方案對比,增加溫度平臺對于保證升溫過程中的溫度均勻性有重要作用,可以避免不均勻固化現象的產生,有助于減小殘余應力,但是由于最終恒溫階段的溫度一致,因而不同升溫制度對最終制件各部位固化度和玻璃化轉變溫度的影響較小.由此可見,電熱膜加熱固化過程中,復合材料的溫度及固化狀態的不均勻性主要與電熱膜不同位置的加熱能力不同有關,改變溫度制度并不能消除電熱膜這種加熱能力的不均勻性.
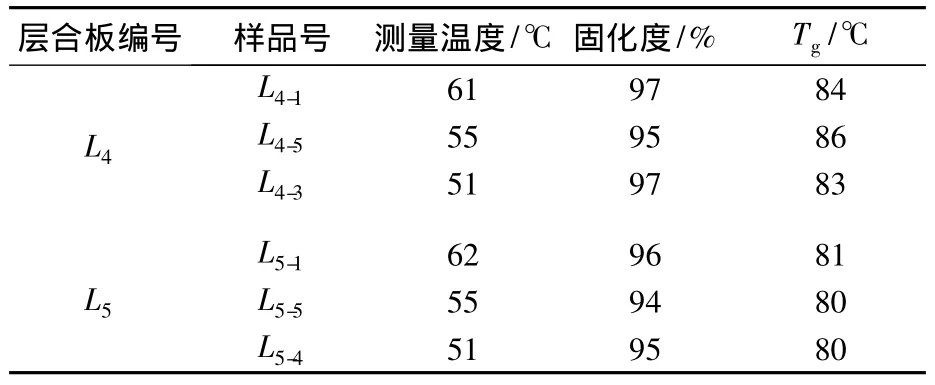
表3 不同溫度制度下的樹脂固化度和TgTable 3 Curing degree and glass transition temperature of resin cured under different temperature cycle
2.3 碳纖維/環氧復合材料天線反射器蒙皮的固化
在上述研究的基礎上,采用VARI工藝,通過電熱膜加熱方法,制備了 SKA中國驗證天線(Dish Verification Antenna China,DVAC)的碳纖維/環氧復合材料蒙皮.
DVAC反射面采用偏置格里高利曲面,蒙皮厚度為2 mm,面積為233 m2,長軸為18 m,短軸為15 m,天線口面至弧頂深度為2 m,沿長軸對稱,靠近坐標原點曲率半徑較大,遠離坐標原點曲率半徑較小.
采用柔性電熱膜鋪覆反射面蒙皮,遠離坐標原點區域天線曲率相對平緩,有利于實現拼接鋪覆,電熱膜僅在天線口面邊緣位置略有搭接;因靠近坐標原點區域曲率相對較大,電熱膜搭接鋪覆相對較多,避免了出現間隔鋪覆,并在搭接位置內置隔熱薄膜,降低該處溫度差值;為提高升溫階段的溫度均勻性,在加熱固化時增加40℃的溫度平臺,最終固化的溫度平臺為60℃,天線反射器蒙皮固化過程溫度變化曲線如圖9所示.
圖9中,T7為控溫熱電偶溫度曲線;天線蒙皮在模具上口面朝下,定義口面位置為弧底位置,T8和T9為天線口面位置熱電偶溫度曲線;T10和T11為弧中位置熱電偶溫度曲線;T12和T13為弧頂位置熱電偶溫度曲線.由圖9可知,采用電熱膜加熱,在達到恒溫階段后,在(T9~T13)位置處的測量值在55℃ ~70℃范圍內,溫度分布相對均勻,僅在口面邊緣區域有部分測溫值(T7)偏低,溫度約50℃.
固化完成后,對該整體化碳纖維復合材料天線反射器蒙皮弧頂、弧中和弧底位置分別取樣,測試其固化度和玻璃化轉變溫度,實驗結果見表4.
碳纖維/環氧復合材料蒙皮的中間區域固化溫度較高,邊緣區域固化溫度略低,符合天線反射面對中間區域質量要求較高的標準.由表4可知,取樣點玻璃化轉變溫度達到了89℃以上,滿足設計要求.DVAC碳纖維/環氧復合材料蒙皮的制備驗證了電熱膜加熱大尺寸整體化復合材料構件固化成型的可行性,所制備的整體結構碳纖維/環氧復合材料天線反射器如圖10所示,反射器精度達到了0.7 mm(r.m.s.),滿足設計要求.
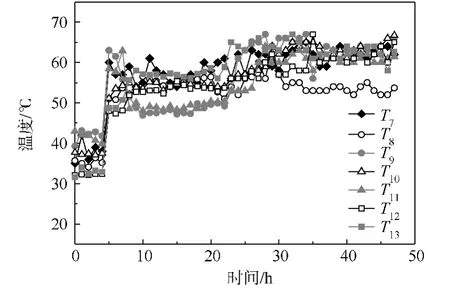
圖9 天線反射器蒙皮固化過程溫度變化曲線Fig.9 Temperature variation curves during curing process of antenna reflector skin
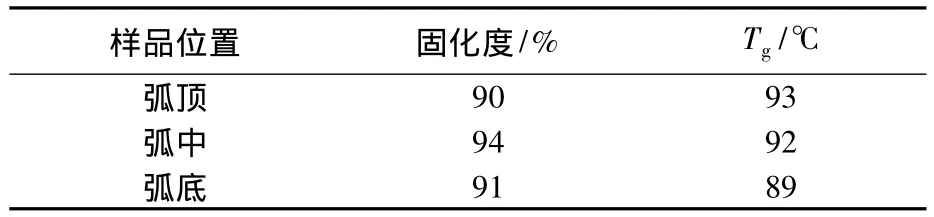
表4 天線反射器蒙皮的固化度和TgTable 4 Curing degree and glass transition temperature of antenna reflector skin
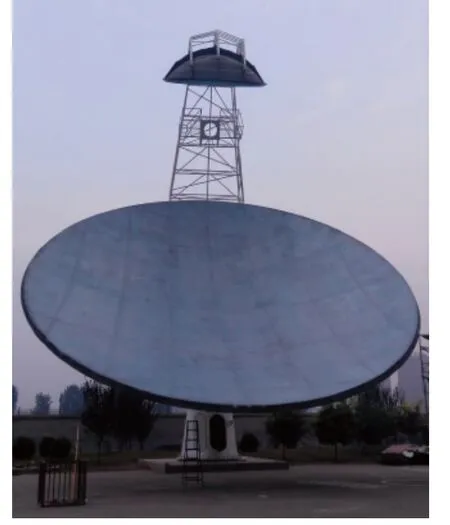
圖10 15 m直徑的整體結構碳纖維/環氧復合材料天線反射器Fig.10 Monolithic carbon fiber/epoxy composites antenna reflector with a diameter of 15 m
3 結論
1)柔性電熱膜鋪覆方式對復合材料固化過程溫度分布有明顯影響,拼接鋪覆的溫度均勻性最佳,恒溫階段溫差值約11℃,與搭接鋪覆相比,溫度均勻性提高了26.7%,與間隔鋪覆相比,溫度均勻性提高了38.9%,溫度最高點出現在加熱區域,最低點出現在拼接區域.
2)電熱膜加熱固化的升溫階段,增加恒溫平臺縮小了復合材料不同位置的溫差值,但最終的溫差值和溫度分布規律與未增加恒溫平臺相同,說明電熱膜法的加熱不均勻性主要由電熱膜本身的加熱能力不均勻性質決定.
3)采用柔性電熱膜拼接加熱方法實現了大尺寸整體化碳纖維復合材料天線反射器蒙皮的制造,玻璃化轉變溫度達到80℃以上,反射器精度達到0.7 mm(r.m.s.),滿足設計要求,顯示該方法是一種可行的大型復合材料構件加熱固化方法.
References)
[1] Jessen N C,Norgaard-Nielsen H U,Schroll J.CFRP lightweight structures for extremely large telescopes[J].Composite Structures,2008,82(2):310-316.
[2]岳廣全.整體化復合材料壁板結構固化變形模擬及控制方法研究[D].哈爾濱:哈爾濱工業大學,2010.Yue G Q.Study on simulation and control method of cure-induced deformation for integrated composite panel[D].Harbin:Harbin Institute of Technology,2010(in Chinese).
[3]金超,尉飛,李金良,等.65m射電望遠鏡面板精密成形原理與應用[J].電波科學學報,2015,30(1):1-7.Jin C,Wei F,Li J L,et al.Principle and application of precision forming for panel of 65m radio telescope[J].Chinese Journal of Radio Science,2015,30(1):1-7(in Chinese).
[4] Jun K,Yoshihiko A,Shin U,et al.High accurate space telescope mirror made by light and thermally stable CFRP[J].Journal of Solid Mechanics and Materials Engineering,2010,4(11):1540-1549.
[5]彭勃,金乘進,杜彪,等.持續參與世界最大綜合孔徑望遠鏡SKA國際合作[J].中國科學:物理學力學天文學,2012,42(12):1292-1307.Peng B,Jin C J,Du B,et al.China’s participation in the SKA-the world’s largest synthesis radio telescope[J].Scientia Sinica:Physica,Mechanica & Astronmica,2012,42(12):1292-1307(in Chinese).
[6] Msallem Y A,Jacqunmin F,Poitou A.Residual stresses formation during the manufacturing process of epoxy matrix composites:Resin yield stress and anisotropic chemical shrinkage[J].International Journal of Material Forming,2010,3(S2):1363-1372.
[7] Albert C,Fernlund G.Spring-in and warpage of angled composite laminates[J].Composites Science and Technology,2002,62(14):1895-1912.
[8] Fernández I,Blas F,Fr?vel M.Autoclave forming of thermoplastic composite parts[J].Journal of Materials Processing Technology,2003,143-144(1):266-269.
[9]李敏,張佐光,仲偉虹,等.電子束作用下樹脂體系的固化行為[J].復合材料學報,2001,18(2):54-56.Li M,Zhang Z G,Zhong W H,et al.Study of electron beam curing resins[J].Acta Materiae Compositae Sinica,2001,18(2):54-56(in Chinese).
[10] Abliz D,Duan Y G,Zhao X M,et al.Low-energy electron beam cured tape placementforout-of-autoclave fabrication of advanced polymer composites[J].Composites Part A:Applied Science and Manufacturing,2014,65:73-82.
[11] Boey F Y C,Yap B H.Microwave curing of an epoxy-amine system:Effect of curing agent on the glass-transition temperature[J].Polymer Testing,2001,20(8):837-845.
[12] Ramakrishnan B,Zhu L,Pitchumani R.Curing of composites using internal resistive heating[J].Journal of Manufacturing Science and Engineering,2000,122(1):124-131.
[13]殷昊.采暖用電熱膜的研究與室內熱工性能分析[D].北京:北京化工大學,2013.Yin H.Research and indoor thermal performance analysis of electrothermal film used in heating[D].Beijing:Beijing University of Chemical Technology,2013(in Chinese).
[14]王立平.柔性電熱膜的研究與制作[D].武漢:華中科技大學,2009.Wang L P.The study and fabrication of flexible electric heating film[D].Wuhan:Huazhong University of Science and Technology,2009(in Chinese).
[15]牟書香,吳芮,陳淳,等.基于高分子電熱膜的風電葉片復合材料試驗件電熱除冰性能研究[J].玻璃鋼/復合材料,2014(6):57-61.Mu S X,Wu R,Chen C,et al.Research on the thermal heating de-icing properties of wind turbine blade composite plates based on polymer electric heating film[J].Fiber Reinforced Plastics/Composites,2014(6):57-61(in Chinese).
猜你喜歡
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年6期)2016-06-27 06:34:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
應用化工(2014年10期)2014-08-16 13:11:29