基于PLC的重型全液壓四輥卷板機電氣控制系統設計與實現
2015-10-15 09:15:04楊艷偉向樹民
機電信息 2015年33期
楊艷偉 向 濤 向樹民 張 勁
(西安蘭石重工機械有限公司,陜西 西安710065)
0 引言
卷板機是對金屬板材進行多道次連續彎曲,使板材產生永久性塑性變形的設備,具有卷制O型、U型、多段R等不同形狀板材的功能,是容器類制造業必備的機械設備。在我國卷制鋼板厚度180 mm以下由電機驅動或機械和液壓混合式驅動的卷板機已有廠家生產,但是卷制鋼板厚度超過180 mm以上的全液壓卷板機在國內還沒有廠家生產,尤其是機、電、液一體化的大規格卷板機在國內更是屬于空白。近年來,石油煉化行業的發展對筒體類零部件提出了更高的要求,要求直徑大、筒體鋼板母材厚度增加、材料強度增高、筒體承受的壓力提高,這些無疑對卷板機的設備能力提出了更高的要求。現以蘭州蘭石重工有限公司自主研發設計的 W12LSZ-280×3000重型全液壓四輥卷板機(卷板能力為3 m寬×3 m直徑×250 mm厚)為例,主要研究該四輥卷板機電氣控制系統的硬件設計與軟件實現。
1 工作原理
該四輥卷板機主要機械組成為上輥、下輥、前側輥、后側輥、液壓驅動裝置、減速機、液壓馬達,如圖1所示。上輥固定在機架之間,下輥位于上輥的正下端,兩側輥位于下輥的兩側。下輥和兩個側輥的升降運動由兩端的液壓油缸驅動。上、下輥均為旋轉主驅動輥,上輥旋轉采用多臺液壓馬達輸出扭矩、減速器合流的全液壓驅動方式,下輥旋轉采用單個液壓馬達、減速機傳動結構。
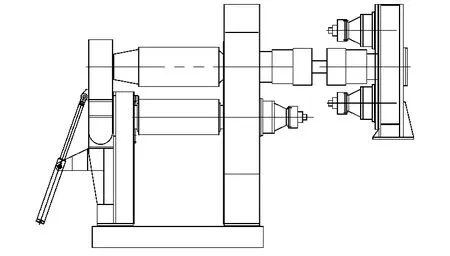
圖1 四輥卷板機機械組成圖
在鋼板卷制過程中,首先通過提升下輥來壓緊鋼板,通過升降側輥的高度卷制不同半徑的鋼板[1]。下輥、側輥的升降沿著各自軌道進行,如圖2中的虛線所示。在整個鋼板成型過程中,上、下輥始終處于夾緊狀態,這便使設備可在自身最大工作能力下對各種厚度的板料進行彎卷成型[2]。
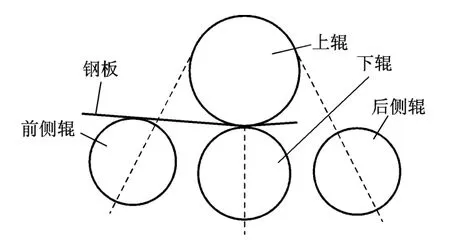
圖2 四輥卷板機工作原理圖
2 控制系統硬件設計
系統動力線路采用三相380 V、50 Hz交流電,控制回路采用220 V交流電和24 V直流電。控制系統采用現場總線與工業以太網(Ethernet)相結合的分布式控制結構,采用SIEMENS S7-400 PLC作為主站,通過Profibus-DP網絡[3]連接SIEMENS ET 200S分布式I/O遠程站及Rexroth HNC100同步控制器;通過工業以太網連接SIEMENS MP377系列 HMI Panel。系統Profibus-DP網絡組態如圖3所示。
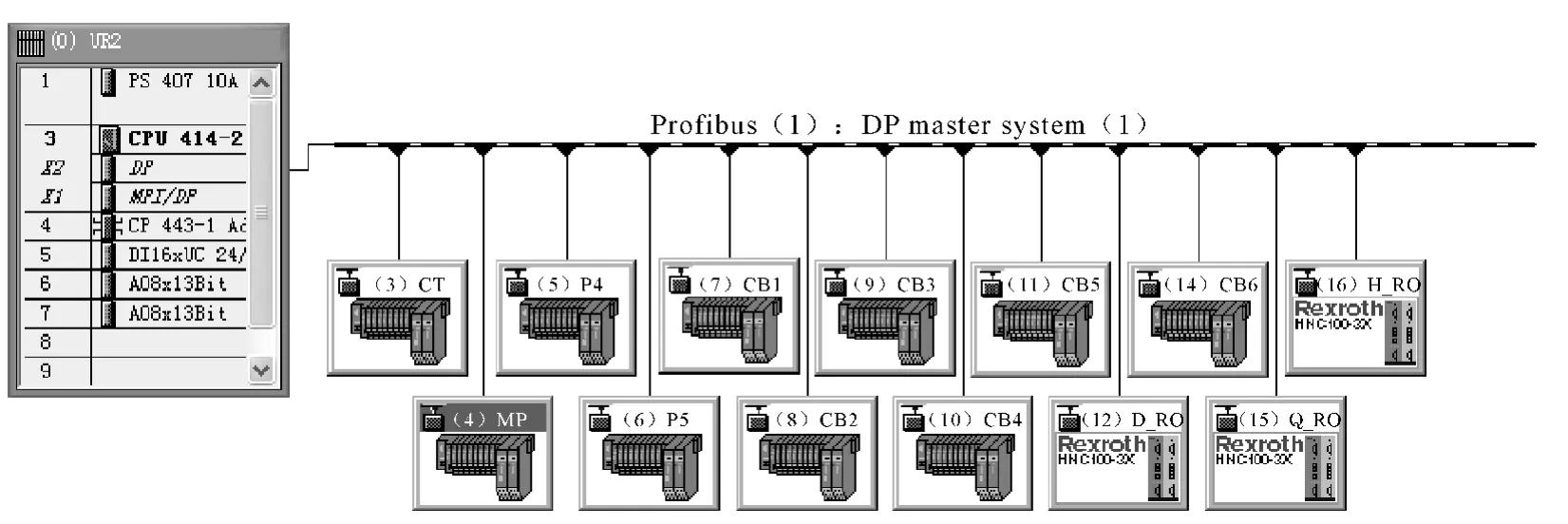
圖3 系統Profibus-DP網絡
3 控制系統軟件實現
在電氣控制中,下輥、兩側輥的每個液壓缸上都裝有位移傳感器,實時檢測輥的當前位置;上輥和下輥的旋轉機構液壓馬達上裝有編碼器,實時檢測上輥和下輥的旋轉線速度。HNC100根據接收的PLC控制參數及位移傳感器的位置反饋信號做下輥、側輥升降的閉環控制,完成輥的自動升降動作;PLC根據接收的控制參數及編碼器的旋轉速度反饋信號做上、下輥旋轉速度的閉環控制,完成上、下輥的自動旋轉動作。電氣系統控制的基本邏輯如圖4所示。
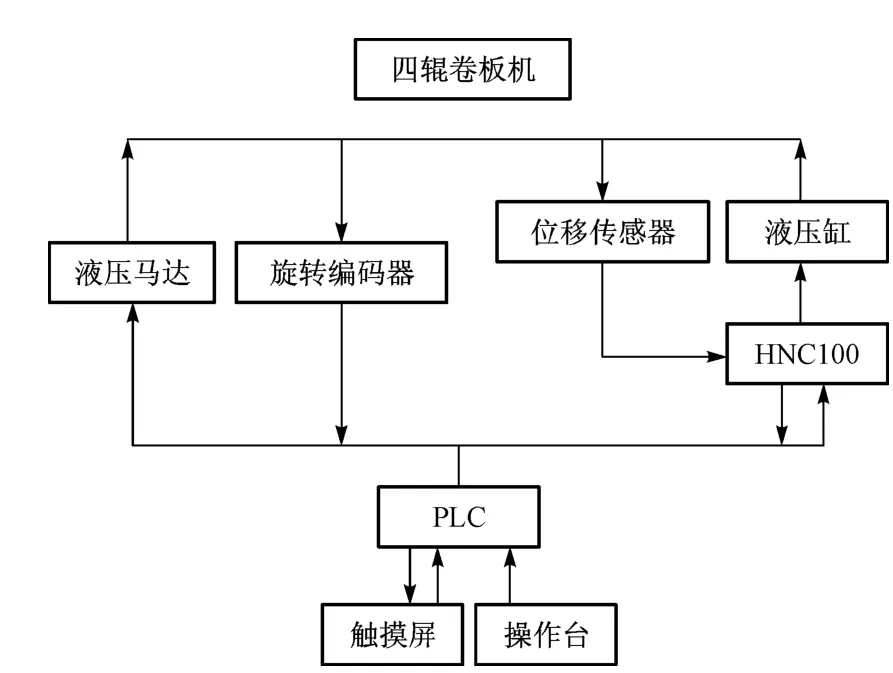
圖4 電氣系統控制邏輯圖
3.1 升降輥位移閉環控制系統
在卷板過程中,為了保證下輥和兩側輥的位置以及同一個輥兩端升降的同步性,采用位置閉環控制,如圖5所示。以下輥為例進行說明,首先由操作工人根據工藝參數把下輥要到達的目標位置(即輸入信號)設置在設定屏上,PLC讀取這個設定值并把它傳送給HNC100控制器;然后HNC100控制器把下輥的實際位置值(即反饋信號)和輸入信號進行比較,如果兩者之間存在偏差就要進行調節,此處僅用P(比例)調節器就能滿足要求。經過調節后的信號直接輸出到比例閥,調節比例閥的開口度,比例閥的開口度就決定了進入液壓缸的液壓油量;液壓缸中的液壓油驅動下輥做垂直升降動作。
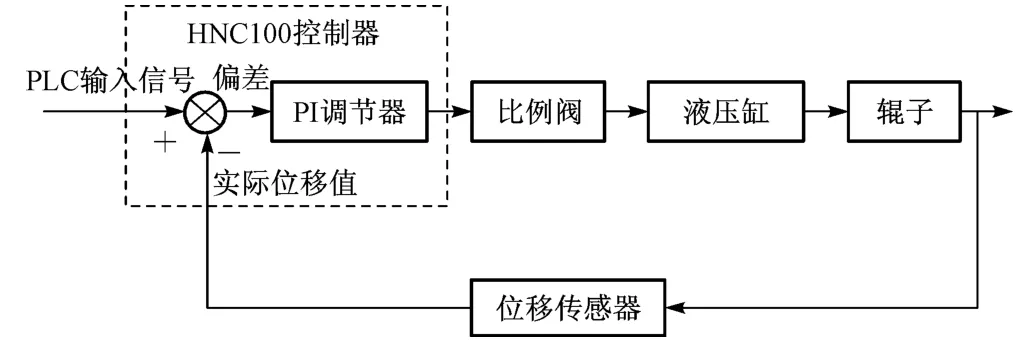
圖5 位置閉環控制原理圖
HNC控制器是力士樂的同步控制器,其掃描周期為1 ms,比例閥的響應速度大于20 Hz,當下輥受到干擾時,設定位置值和位移傳感器反饋值存在偏差,只要存在偏差,HNC控制器的PID調節器就能快速動態調節,消除偏差,使下輥動態地保持在設定位置。卷板工藝精度可達到±0.2 mm,滿足高效、高精度、高規格卷板生產要求;過載保護性能好;操作簡單。
3.2 上下輥旋轉速度控制系統
上、下輥均為旋轉主驅動輥,旋轉時兩個輥同時都要出力。由于卷板過程中曲率半徑不斷在變化,要達到線速度一致比較困難,為了達到工件旋轉角速度同步,上輥旋轉采用速度閉環自適應控制。旋轉閉環控制框圖如圖6所示,PI參數跟隨速度,當速度要求慢時參數調節慢,穩定且沒有超調;當速度要求快時參數調節快,跟隨性快,快速性好,自動卷板時效果明顯。
該旋轉速度閉環控制主要參考的數學函數[4]為:

式中,u(t)為輸出電壓信號;e(t)為旋轉速度偏差信號;Kp為比例系數;Ti為積分時間常數。
下輥采用力矩控制,上輥旋轉的實際力矩作為下輥旋轉時
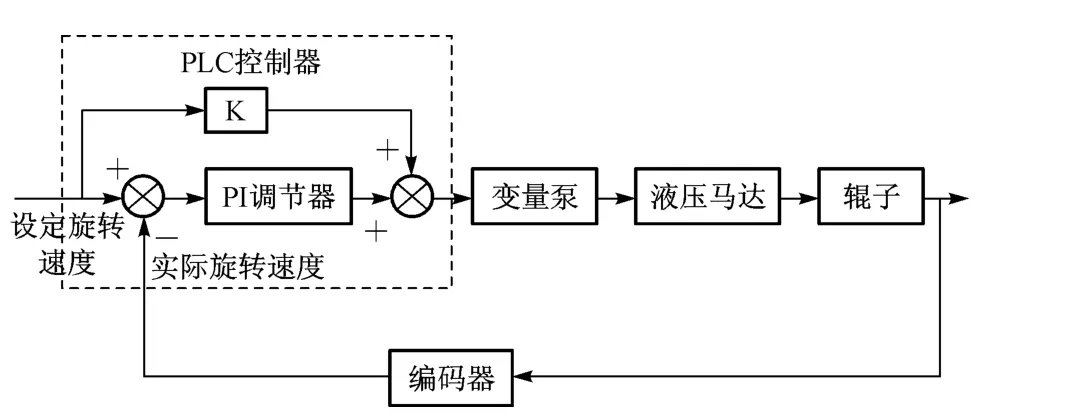
圖6 旋轉閉環控制框圖
的設定力矩。這樣對于不同的板厚,在筒內外圓線速度不同的情況下,下輥能夠自動調整旋轉力矩,很好地適應卷板工藝要求。
4 結語
在實際應用中,該控制系統能正常穩定運行,能準確自動控制升降輥的位置和上下輥的旋轉速度,并解決了兩個主驅動輥的速度匹配問題。該卷板機是由青島蘭石重型機械設備有限公司定制的,并于2011年5月21日通過甘肅省科學技術廳專家組驗收,為東南亞地區最大的一臺重型全液壓四輥卷板機。
[1]楊樹平,馬悅山.四輥卷板機的數控實現[J].沈陽化工學院學報,2005,19(2):110-112.
[2]胡衛龍.板料在四輥卷板機上的彎卷成形[J].新技術新工藝,1987(6):19-20.
[3]崔堅.西門子S7可編程序控制器——STEP7編程指南[M].北京:機械工業出版社,2007:243-257.
[4]吳麟.自動控制原理(上冊)[M].北京:清華大學出版社,1990:146-149.
