伺服控制系統(tǒng)在壓延機擺料控制中的應用
2015-10-12 09:46:24張亮亮張媛翟迎麗大連橡膠塑料機械股份有限公司遼寧大連116033
橡塑技術與裝備 2015年17期
關鍵詞:指令
張亮亮,張媛,翟迎麗(大連橡膠塑料機械股份有限公司,遼寧 大連 116033)
伺服控制系統(tǒng)在壓延機擺料控制中的應用
張亮亮,張媛,翟迎麗
(大連橡膠塑料機械股份有限公司,遼寧 大連 116033)
主要介紹壓延機擺料控制系統(tǒng)的控制方法及其創(chuàng)新點,論述了伺服放大器與三菱CPU光纖通訊、伺服技術在橡膠四輥壓延線的擺料裝置中的應用。
三菱QCPU;光纖通訊;GT觸摸屏;擺料裝置;伺服驅動器;速度控制
近年來隨著伺服控制技術的飛速發(fā)展,它已經廣泛應用于控制交流電機轉速、位置等。伺服電機可使控制速度,位置精度非常準確,可以將電壓信號轉化為轉矩和轉速以驅動控制對象。伺服電機轉子轉速受輸入信號控制,并能快速反應,在自動控制系統(tǒng)中,用作執(zhí)行元件,且具有機電時間常數小、線性度高、始動電壓等特性,可把所收到的電信號轉換成電動機軸上的角位移或角速度輸出。以往的擺料裝置都是使用的普通交流電機,由于需要頻繁的往復啟動運行使得壽命要比壓延機中其他電機短很多,需得經常維修電機,即浪費精力、時間也需要相當多的維護費用。采用伺服控制系統(tǒng)的擺料裝置憑借著高精度高效往復等特點能夠更可靠,更精確的連續(xù)運行。
1 控制系統(tǒng)的先進性
本伺服控制系統(tǒng)采用MELSERVO系列伺服電機,MR系列伺服放大器和三菱QCPU,MELSERVO系列伺服電機采用了分辨率為262 144脈沖/轉的絕對位置編碼器,可以進行更高精度的控制。此外,本套控制系統(tǒng)具備通信功能,可以使用裝有伺服設置軟件的個人計算機,進行參數的設定、試運行、狀態(tài)顯示的監(jiān)控和增益調整等。本產品可以使用最大1 Mpps的高速脈沖串對電機的轉動速度和方向進行控制,執(zhí)行分辨率為262 144脈沖/轉的高精度定位。當指令脈沖急劇變化時,可以實現更平穩(wěn)的啟動和停止。由于急劇加減速或過載產生的主電路過流會影響功率晶體管,所以伺服放大器采用了嵌位電路以限制轉矩。轉矩的限制可用通過外部模擬量輸入或參數設置的方式調整。通過外部模擬量轉矩輸入指令(DC0~±8 V)或參數設置的內部轉矩指令可以控制伺服電機的輸出轉矩。具有速度限制功能(外部或內部設定),可以防止無負載時電機速度過高,本功能可用于力矩控制等場合。
壓延機擺料裝置共兩套,分別安裝在2#、3#輥包膠處。擺料裝置是采用刀輪式結構,由無桿絲杠驅動往復動作。在絲杠的兩端有2個接近開關。只需要控制電機的方向,當刀輪位置到達接近開關位置時電機反向運行。同時可設定安全有效的擺動轉矩控制,保證操作者的安全。
2 系統(tǒng)的整體構成和方案設計
2.1電氣主控系統(tǒng)
下面以壓延機擺料裝置為例,來講述一下:電氣控制系統(tǒng)采用三菱Q系列可編程控制器。中央處理器為Q02H,伺服放大器為MR-J4-100B,伺服電機采用HG-SR102J,可靠性高,速度快。通過伺服放大器用通訊電纜將伺服電機和PLC連接起來。伺服驅動器和伺服電機間則是通過專用電纜連接,包括電機線和編碼器反饋線。伺服放大器所有參數全部通過PLC編程修改。設備兩端安裝兩個接近開關,采集信號控制伺服電機切換方向,以保證可靠精準的擺動幅度。同時擺料伺服電機的速度控制和力矩安全保護都可以通過觸摸屏方便修改,以適應不同工藝的要求。控制系統(tǒng)見圖1。
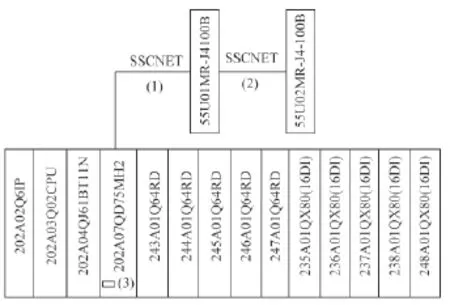
圖1 控制系統(tǒng)框圖
2.2軟件編程
伺服放大器接收到指令后,將發(fā)出應答信息。發(fā)出指令的裝置(個人計算機等)稱為主站,根據指令返回應答信息的裝置(伺服放大器)稱為從站。連續(xù)讀取數據時,主站必須重復不斷地發(fā)送指令。先設定硬件組態(tài)QD75MH2為智能功能模塊后,把上、下擺料定義為1、2號軸,在程序里分別編程更改伺服放大器的參數,并且需要分配好伺服放大器所需要的地址空間,其中包括電機的啟動、停止、正轉、反轉、速度反饋、電流反饋、運行中改變電機速度、力矩限幅、復位等(參見圖2)。通過編程手冊定義好硬件地址后,便可以找出每個變量所對應的地址,在程序內進行工藝需要的具體編程。并且在觸摸屏上顯示電機的速度給定、反饋,還有電流、力矩的顯示及控制。
3 伺服驅動器的故障代碼查詢
伺服驅動器的故障代碼查詢是在程序里讀到故障代碼,參照說明手冊就可以查找出相對應的故障代碼具體內容,也可以通過編程對伺服放大器的故障進行手動復位。報警發(fā)生時的狀態(tài)顯示的讀出報警發(fā)生時的狀態(tài)顯示數據。如果發(fā)送狀態(tài)顯示項目對應的數據,數據值和數據處理信息被返回。與復位信號(RES)為ON相同,用以復位伺服放大器的報警,使它可處于可運行狀態(tài)。該指令在消除報警原因之后,確認無輸入指令的狀態(tài)下進行,參見圖3。
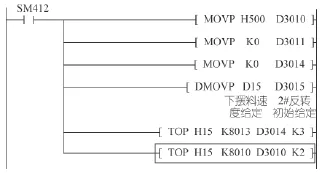
圖2 編輯程序
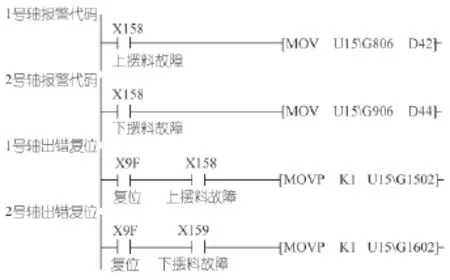
圖3 梯形圖
4 結束語
本套私服控制系統(tǒng)從根本上解決了以往普通電機控制精度低、響應慢、電機容易發(fā)熱的問題,采用的伺服控制器與三菱CPU光纖通訊方式也充分保證了軟件系統(tǒng)的穩(wěn)定性,觸摸屏終端操作單元也為調試和修改工藝所需的設置提供了方便,通過觸摸屏也可以與供料系統(tǒng)傳送帶方便的進行整線自動控制。
[1] 李幼涵. 伺服運動控制系統(tǒng)的結構及應用. 機械工業(yè)出版社,2010.
[2] 錢平. 伺服系統(tǒng). 機械工業(yè)出版社,2012.
[3] GX-developer培訓教材. 2011.
Servo control system in pendulum feeding control of calender

TQ330.493
1009-797X(2015)17-0048-02
B DOI:10.13520/j.cnki.rpte.2015.17.013
張亮亮(1985-),男,畢業(yè)于遼寧工業(yè)大學電氣工程及其自動化專業(yè),學士學位,中級工程師,主要從事密煉機和壓延機的電氣設計及調試工作。
2015-01-04
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電信科學(2016年10期)2016-11-23 05:11:56
時代農機(2015年3期)2015-11-14 01:14:29
科技傳播(2015年20期)2015-03-25 08:20:30
信息安全研究(2015年3期)2015-02-28 20:18:12
西安航空學院學報(2014年5期)2014-07-13 01:27:52
家電科技(2014年5期)2014-04-16 03:11:28
汽車零部件(2014年2期)2014-03-11 17:46:27
