3D打印技術(shù)在航天復(fù)合材料制造中的應(yīng)用
2015-10-11 02:22:58薛芳韓瀟孫東華
航天返回與遙感 2015年2期
薛芳 韓瀟 孫東華
(北京空間機(jī)電研究所,北京 100094)
0 引言
航天器的發(fā)射成本高,有效載荷的質(zhì)量對(duì)發(fā)射成本影響巨大,因此有效載荷在結(jié)構(gòu)設(shè)計(jì)和材料選用時(shí)特別注重結(jié)構(gòu)效率。碳纖維復(fù)合材料具有比強(qiáng)度高、比模量大、熱穩(wěn)定性好、可設(shè)計(jì)性強(qiáng)等特點(diǎn),優(yōu)異的綜合性能正是追求性能第一、結(jié)構(gòu)質(zhì)量效率最大化的航天產(chǎn)品所需。
目前,應(yīng)用在航天光學(xué)遙感器的碳纖維復(fù)合材料產(chǎn)品涵蓋遙感器的各個(gè)部位,如相機(jī)鏡筒、相機(jī)支架、遮光罩、桁架等[1-3]。所用樹脂以環(huán)氧樹脂和氰酸酯樹脂為主,增強(qiáng)材料以連續(xù)碳纖維為主。根據(jù)具體產(chǎn)品特點(diǎn)和工藝特點(diǎn),按照產(chǎn)品的性能要求和厚度要求將預(yù)浸料以一定的鋪層順序和鋪層層數(shù)在模具上疊放形成坯體,再將坯體放入熱壓罐或熱壓機(jī)在高溫環(huán)境下進(jìn)行數(shù)小時(shí)的高溫高壓固化。
航天遙感器復(fù)合材料及制造工藝主要有以下特點(diǎn):1)為保證產(chǎn)品的力學(xué)性能,增強(qiáng)體采用連續(xù)纖維;2)樹脂基體環(huán)氧樹脂和氰酸酯樹脂均為熱固性樹脂,需要在特定的固化溫度和壓力下進(jìn)行數(shù)小時(shí)固化(發(fā)生化學(xué)交聯(lián)反應(yīng))以形成穩(wěn)定的網(wǎng)狀交聯(lián)聚合物;3)預(yù)浸料疊層坯體內(nèi)部松散,為排出坯體中的空氣和其他小分子,需對(duì)坯體在加熱的同時(shí)施加高壓,以提高制品的致密性,保證制品的力學(xué)性能;4)對(duì)于復(fù)雜結(jié)構(gòu)產(chǎn)品,為保證其力學(xué)性能,預(yù)浸料鋪層設(shè)計(jì)往往需要多個(gè)平面或多個(gè)部位進(jìn)行連續(xù)鋪層,如薄壁加筋鏡筒需保證法蘭環(huán)和鏡筒筒體的連續(xù)、加強(qiáng)筋與鏡筒筒體的連續(xù)等,多向接頭中要保證各端頭周向連續(xù)、各端頭之間的根部連續(xù)等。
21世紀(jì),復(fù)合材料的需求將以更快的速度增長(zhǎng),而其高成本成為制約復(fù)合材料廣泛應(yīng)用的重要瓶頸。低成本復(fù)合材料制造技術(shù)是目前世界上復(fù)合材料研究領(lǐng)域的一個(gè)核心問題。提高復(fù)合材料的性能價(jià)格比,除了在原材料、裝配與維護(hù)等方面進(jìn)行研究改進(jìn)外,更重要的是降低復(fù)合材料制造成本。[4]
近年來(lái),三維(Three dimension,3D)打印技術(shù)的出現(xiàn)為制造業(yè)開辟了一個(gè)全新的思路,不同于傳統(tǒng)制造業(yè)的減材制造和等材制造,它通過添加材料的方式可以快速地成型復(fù)雜形狀產(chǎn)品并且實(shí)現(xiàn)最大限度的利用原材料。研究3D打印技術(shù)在航天復(fù)合材料產(chǎn)品制造的適用性,對(duì)于促進(jìn)航天復(fù)合材料產(chǎn)品的低成本化制造具有重要的工程意義。
1 3D打印技術(shù)
1.1 3D打印技術(shù)原理
3D打印也叫增材制造,區(qū)別于傳統(tǒng)的減材或等材加工制造方法,它是采用材料逐層累加的方法制造實(shí)體零件。該技術(shù)是在現(xiàn)代CAD/CAM技術(shù)、激光技術(shù)、計(jì)算機(jī)數(shù)控技術(shù)、信息技術(shù)、精密伺服驅(qū)動(dòng)技術(shù)以及新材料與物理化學(xué)技術(shù)的基礎(chǔ)上集成發(fā)展起來(lái)的。其工作原理是將物理實(shí)體的計(jì)算機(jī)三維模型離散成一系列的二維層片,利用精密噴頭或激光熱源,根據(jù)層片信息,在數(shù)字化控制驅(qū)動(dòng)下,將熔覆的成型材料通過連續(xù)的物理層疊加固化,逐層增加材料來(lái)生成三維實(shí)體產(chǎn)品,圖1為基于熔融沉積技術(shù)(FDM)3D打印基本過程示意圖[5]。
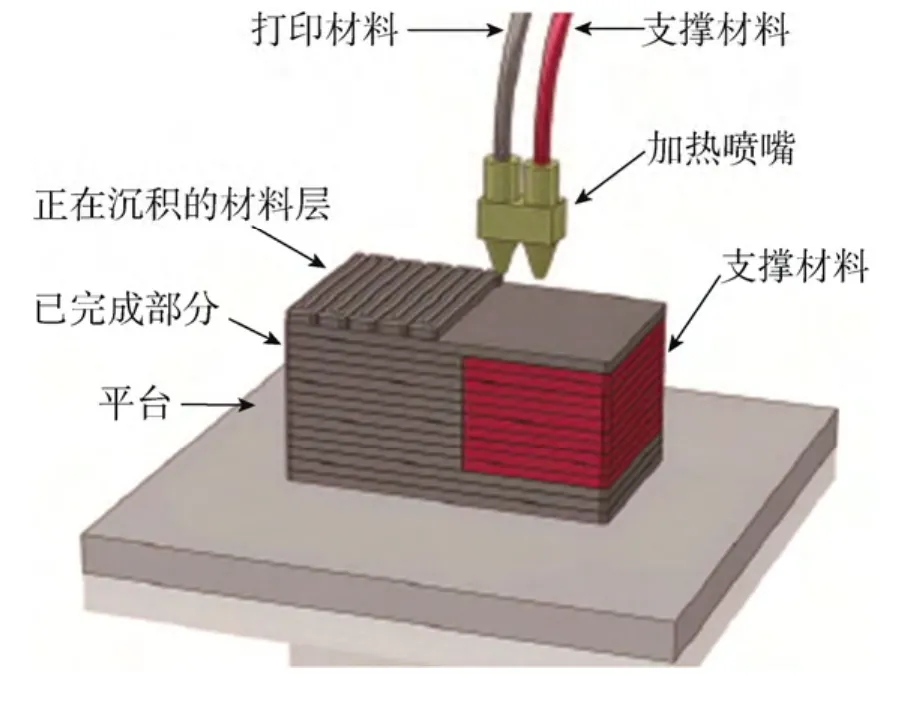
圖1 3D打印基本過程Fig.1 The basicprocess of 3 Dprinting
1.2 復(fù)合材料3D打印技術(shù)
在各種3D打印技術(shù)中,能夠進(jìn)行復(fù)合材料3D制造的主要有選區(qū)激光燒結(jié)(selectedla sersintering,SLS)、熔融沉積成型(fusedde position modeling,F(xiàn)DM)、分層實(shí)體制造(laminated object manufacturing,LOM)以及立體光刻技術(shù)(sterolithography,SL)。[6]
(1)SLS
SLS制造復(fù)合材料的主要方法是混合粉末法,即基體粉末與增強(qiáng)體粉末混合,激光按設(shè)計(jì)圖紙的截面形狀對(duì)特定區(qū)域的粉末進(jìn)行加熱,使熔點(diǎn)相對(duì)較低的基體粉末融化,從而把基體和增強(qiáng)體粘接起來(lái)實(shí)現(xiàn)組分的復(fù)合。該方法存在的問題是混合粉末中兩種材料的密度不同,易出現(xiàn)沉降使得制品成分不均勻。通過合成單一復(fù)合材料粉末進(jìn)行技術(shù)改進(jìn),制得的復(fù)合材料粉末將能克服混合粉末的易沉降、不均勻等問題從而能夠制得品質(zhì)更高的制品。
(2)FDM
FDM工藝制造復(fù)合材料是預(yù)先將纖維和樹脂制成預(yù)浸絲束,再將預(yù)浸絲束送入噴嘴,絲束在噴嘴處受熱融化并按設(shè)計(jì)軌跡堆放在平臺(tái)上形成一層層材料,層與層之間通過樹脂部分或完全融化形成連接。FDM技術(shù)所用的復(fù)合材料預(yù)浸絲束必須滿足組分、強(qiáng)度以及低粘度等要求,一般需要在復(fù)合材料中添加塑性劑增加流動(dòng)性。
(3)LOM
LOM技術(shù)與FDM類似,需預(yù)先制備單向纖維/樹脂預(yù)浸絲束并排制成無(wú)緯布即預(yù)浸條帶,預(yù)浸條帶經(jīng)傳送帶送至工作臺(tái),在計(jì)算機(jī)的控制下,激光沿三維模型每個(gè)截面的輪廓線切割預(yù)浸條帶,逐層疊加在一起,形成三維產(chǎn)品。
(4)SL
利用SL制造復(fù)合材料,首先需將光敏聚合物與增強(qiáng)顆粒或纖維混合成混合溶液,利用紫外激光快速掃描存于液槽中的混合液,使光敏聚合物迅速發(fā)生光聚合反應(yīng),從而由液態(tài)變?yōu)楣虘B(tài),然后工作臺(tái)下降一層薄片的高度,進(jìn)行第二層激光掃描固化,如此反復(fù),形成最終產(chǎn)品。SL制造復(fù)合材料存在增強(qiáng)顆粒發(fā)生沉淀導(dǎo)致顆粒分布不均勻、溶液中泡沫導(dǎo)致固化后孔洞的產(chǎn)生、顆粒的反射使得激光吸收能量變低因而需要更長(zhǎng)的照射時(shí)間等問題。
2 復(fù)合材料3D打印技術(shù)進(jìn)展
熱塑性樹脂具有加熱變軟、冷卻固化的工藝特性,易于實(shí)現(xiàn)增材制造,在3D打印市場(chǎng)以熱塑性塑料為主,同樣,在復(fù)合材料3D打印技術(shù)中,以熱塑性樹脂為基體的復(fù)合材料相對(duì)也是主要的研究對(duì)象,增強(qiáng)材料有短切纖維和連續(xù)纖維。
2.1 短切纖維/熱塑性樹脂復(fù)合材料
德國(guó)、美國(guó)等3D打印公司及我國(guó)華曙高科等分別研制了可用于SLS技術(shù)的短切纖維/熱塑性樹脂復(fù)合材料粉末并實(shí)現(xiàn)商業(yè)化,材料參數(shù)見表1[7-10]。

表1 國(guó)內(nèi)外商業(yè)化SLS用復(fù)合材料粉料Tab.1 Commercial composite powder used in SLS at home and abroad
2.2 連續(xù)纖維/熱塑性樹脂復(fù)合材料
美國(guó)MarkForged公司2014年初研發(fā)了連續(xù)碳纖維增強(qiáng)熱塑性復(fù)合材料3D打印設(shè)備MarkOne,打印出了碳纖維增強(qiáng)尼龍復(fù)合材料(見圖2)[11]。打印機(jī)具有兩個(gè)噴頭,一個(gè)噴頭輸送熱塑性樹脂(尼龍或聚乳酸),一個(gè)噴頭輸送連續(xù)的預(yù)浸碳纖維絲或預(yù)浸玻璃纖維絲,預(yù)浸纖維絲涂有特別為打印機(jī)開發(fā)的熱塑性樹脂,兩個(gè)噴頭輪流工作,用基于FDM的工藝沿X/Y平面鋪放樹脂和預(yù)浸絲束,實(shí)現(xiàn)纖維和樹脂的復(fù)合,纖維可以按需要取向或僅在需要的地方鋪放。目前,該設(shè)備僅能實(shí)現(xiàn)X/Y方向纖維取向,尚不能實(shí)現(xiàn)Z向取向。MarkOne可打印尺寸為0.6m×0.4m×0.3m。
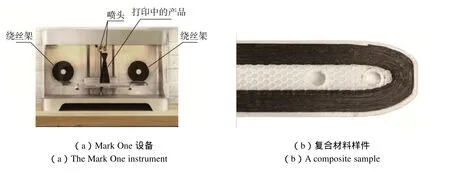
圖2 MarkOne設(shè)備及復(fù)合材料樣件Fig.2 The Mark One instrument and a composite sample
美國(guó)Stratasys公司和美國(guó)能源部(DOE)橡樹嶺國(guó)家試驗(yàn)室合作開發(fā)量產(chǎn)碳纖維復(fù)合材料FDM制造技術(shù)。合作分為3個(gè)階段,第一階段研究在FDM過程中如何放入碎纖維以及如何調(diào)整材料的各種機(jī)械性能,第二至第三階段研究集中于在中心線上開工制造連續(xù)碳纖維復(fù)合材料以及進(jìn)一步的處理[12]。
2.3 短切纖維/熱固性樹脂復(fù)合材料
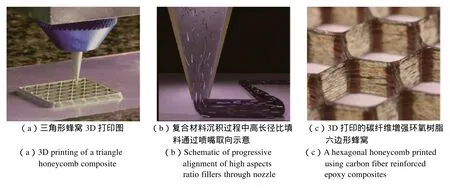
圖3 熱固性復(fù)合材料的3D打印Fig.3 3D printing of thermoset composites
哈佛大學(xué)研制了適用于3D打印的環(huán)氧樹脂,首次實(shí)現(xiàn)了熱固性樹脂的3D打印,見圖3。為改善樹脂粘度,研究人員添加了納米粘土、二甲基磷酸酯、碳化硅晶須和短切碳纖維,以咪唑基離子做固化劑,極大地拓展了樹脂的打印窗口,使樹脂在長(zhǎng)達(dá)數(shù)周的打印窗口期內(nèi)粘度不會(huì)顯著增加。通過控制纖維長(zhǎng)徑比和噴嘴直徑,使填料在剪切力和擠出流的作用下發(fā)生取向,實(shí)現(xiàn)了填料取向的控制,獲得了取向的纖維。打印好的部件先在較低的溫度下預(yù)固化,然后從基板上移出再進(jìn)行進(jìn)一步高溫固化。[13]
3 航天用樹脂基復(fù)合材料3D打印技術(shù)分析
目前復(fù)合材料3D打印技術(shù)以短纖維/熱塑性復(fù)合材料為主,材料和設(shè)備實(shí)現(xiàn)了商業(yè)化,而熱固性基復(fù)合材料僅在試驗(yàn)室實(shí)現(xiàn)了短切纖維增強(qiáng)復(fù)合材料的3D打印。結(jié)合航天遙感器復(fù)合材料的產(chǎn)品特點(diǎn),連續(xù)纖維增強(qiáng)熱固性復(fù)合材料3D打印技術(shù)在打印材料、多維連續(xù)打印、預(yù)固化功能等方面亟待突破。
1)開發(fā)適應(yīng)性的打印材料。復(fù)合材料3D打印過程要求打印材料具有適當(dāng)?shù)恼扯取⒘鲃?dòng)性、長(zhǎng)的操作時(shí)間、短的成型時(shí)間,因此需對(duì)現(xiàn)有航天復(fù)合材料材料體系進(jìn)行適應(yīng)性開發(fā),對(duì)材料體系進(jìn)行改進(jìn),以提供滿足3D打印技術(shù)和航天應(yīng)用要求的材料。
2)突破纖維多維連續(xù)打印。復(fù)合材料3D打印設(shè)備亟需突破在多維方向的連續(xù)堆積,如設(shè)置五軸/六軸聯(lián)動(dòng)打印平臺(tái)通過轉(zhuǎn)動(dòng)平臺(tái)實(shí)現(xiàn)多維連續(xù)打印,以滿足航天復(fù)雜結(jié)構(gòu)產(chǎn)品多個(gè)平面、多個(gè)部位的連續(xù)鋪層要求。
3)實(shí)現(xiàn)預(yù)壓實(shí)功能。熱固性樹脂基復(fù)合材料需在高溫高壓下實(shí)現(xiàn)樹脂基體的固化和制件的致密化,可在打印一定層數(shù)后在設(shè)備內(nèi)對(duì)坯體進(jìn)行預(yù)壓實(shí)和加熱,提高打印中間過程的致密性,打印完成后再將坯體移至固化設(shè)備進(jìn)行最終固化。
采用低成本技術(shù)是降低復(fù)合材料產(chǎn)品成本的有效途徑之一,3D打印技術(shù)通過增加材料實(shí)現(xiàn)產(chǎn)品的制造,能夠最大限度的發(fā)揮材料的利用率,降低復(fù)合材料生產(chǎn)成本。此外,對(duì)于復(fù)雜結(jié)構(gòu)復(fù)合材料產(chǎn)品,3D打印技術(shù)還可以減小對(duì)工裝的依賴,縮短加工時(shí)間,同時(shí)還可以實(shí)現(xiàn)整體成型、減少裝配時(shí)間,研究3D打印技術(shù)在航天復(fù)合材料的應(yīng)用具有重大工程意義。對(duì)于航天遙感器所用的連續(xù)纖維增強(qiáng)熱固性樹脂復(fù)合材料,3D打印需解決打印材料、纖維多維連續(xù)打印、預(yù)固化功能等問題。
References)
[1]章令暉.航天器用復(fù)合材料桁架結(jié)構(gòu)研究進(jìn)展[J].纖維復(fù)合材料,2013,4(2):62-68.ZHANG Linghui. The Progress of Research on Composite Truss for Spacecraft[J]. Fiber Composites, 2013, 4(2): 62-68. (in Chinese)
[2]殷永霞,王建明.碳/環(huán)氧復(fù)合材料航天光學(xué)遙感相機(jī)鏡筒研制技術(shù)[C].全國(guó)首屆青年復(fù)合材料學(xué)術(shù)交流會(huì),北京,2007.YIN Yongxia, WANG Jianming. The Manufacture Processing of Carbon/Epoxy Composite Lensbarrel Used in the Astronautic Light Remote Sensor[C]. 1st National Youth Conference on Composite Materails. Beijing, 2007. (in Chinese)
[3]章令暉.內(nèi)置光闌式遮光罩成型技術(shù)探討[J].航天制造技術(shù),2012,(4):27-31.ZHANG Linghui. Study on Molding Technique of Baffle with Imbedded Aperture[J]. Aerospace Manufacturing Technology, 2012, (4): 27-31. (in Chinese)
[4]杜善義.先進(jìn)復(fù)合材料與航空航天[J].復(fù)合材料學(xué)報(bào),2007,24(1):1-12.DU Shanyi. Advanced Composite Materials and Aerospace Engineering[J]. Acta Materiae Compositae Sinica, 2007, 24(1):1-12. (in Chinese)
[5]Novakova M L, Novak M J. Special Materials Used in FDM Rapid Prototyping Technology Application[C]. IEEE 16 International Conference on Intelligent Engineering Systems. Lisbon, Portufal, 2012.
[6]Kumar S, Kruth J P. Composites by Rapid Prototyping Technology[J]. Materials and Design, 2010, 31(2): 850-856.
[7]EOS.CarbonMide?-PolyamideCarbon Fibre-reinforced[EB/OL].[2015-03-24].http://www.eos.info/material-p.
[8]3DSystems.DuraForm?? HSTComposite[EB/OL].[2015-03-24].http://www.3dsystems.com/materials/duraformr-hstcomposite.
[9]華曙高科.FS3400CF碳纖材料[EB/OL].[2014-10-13].http://www.farsoon.com/serviceshow.asp?id=408.Farsoon.FS3400CFCarbonFiberComposite[EB/OL].[2014-10-13].http://www.farsoon.com/serviceshow.asp?id=408.(in Chinese)
[10]華曙高科.FS3400GF玻璃微珠復(fù)合尼龍材料[EB/OL].[2014-10-13].http://www.farsoon.com/serviceshow.asp?id=409.Farsoon.FS3400GFGlassBead/PAComposite[EB/OL].[2014-10-13].http://www.farsoon.com/serviceshow.asp?id=409.(in Chinese)
[11]Mark Forged. Mark Forged Mark One World’s First Carbon Fiber 3D Printer[EB/OL].[2014-01-28].http://www.3der.org/articles/20140128-markforged-mark-one-world-first-carbon-fiber-3d-printer.html.
[12]Stratasys. Stratasys and Oak Ridge National Laboratory Partner to Advance Additive Manufacturing[EB/OL].[2012-6-29].http://investors.stratasys.com/releasedetail.cfm?ReleaseID=687923.
[13]Compton B G, Lewis J A. 3D-printing of Lightweight Cellular Composites[J]. Advanced Materials, 2014, 26(34): 5930-5935.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年14期)2021-08-23 00:56:16
紡織科技進(jìn)展(2021年3期)2021-06-09 08:07:14
上海建材(2019年4期)2019-05-21 03:13:02
纖維復(fù)合材料(2018年4期)2018-04-28 08:45:28
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
纖維復(fù)合材料(2018年4期)2018-02-18 19:02:51
纖維復(fù)合材料(2018年4期)2018-02-18 19:02:51
電子測(cè)試(2017年11期)2017-12-15 08:57:13
中國(guó)塑料(2016年6期)2016-06-27 06:34:16
