螺紋銑削的程序編制
2015-10-10 13:50:44張磊
橡塑技術與裝備 2015年22期
關鍵詞:程序
張磊
(無錫技師學院,江蘇 無錫 214000)
螺紋銑削的程序編制
張磊
(無錫技師學院,江蘇 無錫 214000)
立式加工中心、數控銑機床中進行螺紋銑削加工時可通過自動編程軟件完成,也能通過宏程序編程方式完成,但由于自動編程出程序比較長,而且需要電腦及相關CAM軟件的支持,相對比較麻煩,而采用手工編程方式 ,可方便簡單的完成螺紋銑削的加工。本文以Fanuc系統的機床分別介紹兩種螺紋銑刀的程序編制。
螺紋銑削;宏程序;螺紋銑刀
立式加工中心、數控銑機床中進行螺紋銑削加工時可通過自動編程軟件完成,也能通過宏程序編程方式完成,但由于自動編程出程序比較長,而且需要電腦及相關CAM軟件的支持,相對比較麻煩,而采用手工編程方式,可方便簡單的完成螺紋銑削的加工。本文以Fanuc系統的機床分別介紹兩種螺紋銑刀的程序編制。
1 常見螺紋銑刀的種類
常見的螺紋銑刀有整體式螺紋銑刀、機夾式螺紋銑刀。這兩種螺紋銑刀在某些情況下所編程序一致,具體需要看刀具的特點而定。本文以圖1和圖2兩種螺紋銑刀的程序編制舉例。

圖1 整體式

圖2 機夾式
2 螺紋銑削的宏程序編制
如圖3所示中間為M30×1.5的螺紋通孔,假設已完成Φ28.5的底孔加工,分別用整體式螺紋銑刀和機夾式螺紋銑刀完成M30×1.5螺紋通孔加工。
3 整體式螺紋銑刀宏程序編制
螺紋銑刀規格:M10×1.5×30×75×4(螺紋銑刀直徑為10 mm,螺距為1.5 mm,有效切削刃長為30 mm,刀長為75 mm,刀刃數為4)由于整體式螺紋銑刀的有效切削刃長30 mm大于所加工螺紋通孔的深度20 mm,所以可以通過銑削Φ30的孔時同時進行螺旋下刀,下刀深度為一個螺距即1.5 mm(如圖4),螺紋孔尺寸精度可通過刀具半徑補償進行調整。
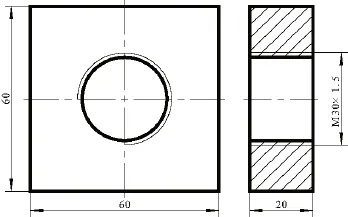
圖3 螺紋通孔
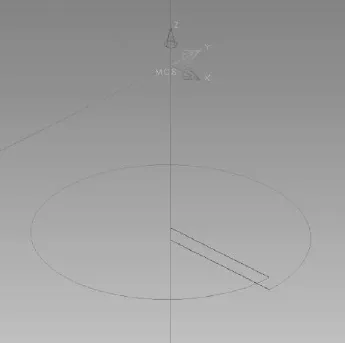
圖4 螺距
具體程序如下:
%
O1000(程序名)
N10 G54 G90 G40 G0 Z200;程序開始刀具移動到Z200
N20 M03 S2200;主軸正轉,2 200 r/min
N30 G00 X0 Y0;移動刀具到X0Y0
N40 G43 Z50 H1;刀具長度補償建立
N50 G00 Z5;移動刀具到Z5
N60 G01 Z-20 F500;每分鐘500 mm的速度下切到深度Z-20
N70 G42 G01 X15 Y0 D1 F200;建立刀具半徑補償
N80 G02 X15 Y0 Z-21.5 I-15;螺旋下刀一個螺距,完成M30×1.5的螺紋孔加工
N90 G40 G01 X0 Y0;取消刀具半徑補償,返回到X0Y0
N100 G00 Z200;刀具移動到200 mm高度
N110 M30;程序結束
%
采用整體式螺紋銑刀編程時優點為程序簡單方便,容易掌握與理解,并可通過刀具半徑補償來控制螺紋尺寸精度,但缺點是一刀完成加工的切削量比較大,刀具磨損比較大,同時刀具容易產生讓刀現象,影響尺寸精度的控制和螺紋的質量。
4 機夾式螺紋銑刀程序編制
螺紋銑刀規格:Φ21×Φ20×1.5×12×94(螺紋牙頂旋轉直徑為21 mm,刀柄直徑為20 mm,螺距為1.5 mm,螺紋刀片有效切削長度為12 mm,刀桿長度為94 mm)由于機夾式螺紋銑刀刀片的有效切削刃長為12 mm小于所加工螺紋通孔的深度20 mm,所以只能通過多次下切螺距以完成螺紋孔的加工(如圖5),螺紋孔尺寸精度可通過刀具半徑補償進行調整。
程序變量分析:為保證螺紋的完整性考慮在孔頂和孔口各加上一個螺距即頂層高度為Z1.5底層高度為Z-21.5,設#100=1.5為螺距,#100=#100-1.5為深度Z變量。判斷深度Z變量是否大于等于底層高度-21.5,如果滿足條件跳轉到N90段號繼續執行程序。程序表達即IF [#100GE-21.5] GOTO90。螺紋孔尺寸精度可通過刀具半徑補償進行調整。
具體程序如下:
%
O0001(程序名)
N10 G54 G90 G40 G00 Z200;程序開始刀具移動到Z200
N20 M03 S2200;主軸正轉,2 200 r/min
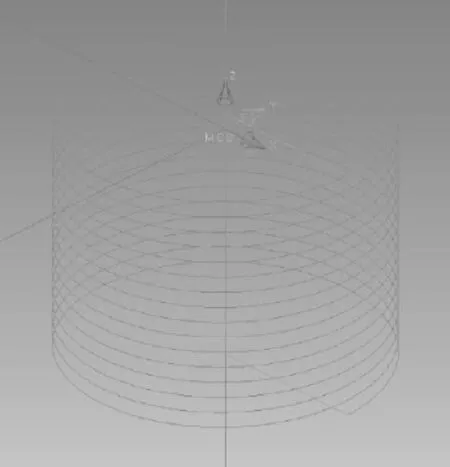
圖5 螺紋孔的加工
N30 G00 X0 Y0;移動刀具到X0Y0
N40 G43 Z50 H1;刀具長度補償建立
N50 G00 Z5;移動刀具到Z5
N60 #100=1.5;設螺距為1.5
N70 G01 Z#100;直線插補到頂層高度Z1.5
N80 G42 G01 X15 Y0 D1 F200;建立刀具半徑補償
N90 #100=#100-1.5;設深度變量為頂層高度減一個螺距1.5
N100 G02 X15 Y0 Z#100 I-15;螺旋下刀一個螺距,完成一個螺距孔的加工。
N110 IF [#100GE-21.5] GOTO90;判斷加工深度并循環加工,完成M30×1.5螺紋孔加工
N120 G40 G01 X0 Y0;取消刀具半徑補償,返回到X0Y0
N130 G00 Z200;刀具移動到200 mm高度
N140 M30;程序結束
%
采用機夾式螺紋銑刀的優點為刀具鋼性較強,并且是通過單個螺紋進行加工,加工當中切削量較小,能保證切削平衡及螺紋表面質量較好,但缺點為編程需采用系統宏變量編程,需考慮變量設置,且變量設置方法較多,程序編制較難。
(P-05)
Programming of thread milling
TG62
1009-797X(2015)22-0142-03
A DOI:10.13520/j.cnki.rpte.2015.22.057
張磊(1986-),男,本科,初級職稱,二級實習指導教師。
2015-09-10
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40