對稱式三輥卷圓機在多段圓弧加工中的應(yīng)用
2015-08-27 00:31:42何東
機電信息 2015年33期
何 東
(美卓自動化(上海)有限公司,上海200131)
0 引言
對稱式三輥卷圓機是一種將材料彎卷成圓形、弧形或其他形狀的設(shè)備,使用時將板料放置到三輥之間,上輥下壓使板料發(fā)生塑性變形,同時輥輪旋轉(zhuǎn)板料在與輥輪之間的摩擦力作用下移動進料。板料在進料方向上就會產(chǎn)生連續(xù)的變形。根據(jù)三點成圓原理,經(jīng)過連續(xù)的變形后板料會呈圓形或弧形,這一過程又叫滾彎。如果進料過程中上輥下壓量同時變化,即可控制圓弧半徑,滾彎出需要的形狀。
除了板料以外對稱式三輥卷圓機還可用于滾彎管材、型材等。因不需要特殊模具,使用成本相對較低;加工連續(xù),容易實現(xiàn)自動控制,加工效率高。對稱式三輥卷圓機簡單易用,廣泛應(yīng)用于機械、壓力容器等制造行業(yè)[1]。
1 對稱式三輥卷圓機成型原理
對稱式三輥卷圓機是目前最普遍使用的一種卷圓機,由一個上輥和兩個下輥組成,上輥處于兩下輥中間對稱位置。對稱式三輥卷圓機上輥傳動方式主要有:(1)螺桿傳動,螺桿旋轉(zhuǎn)帶動螺母驅(qū)動上輥輪上下運動,這種方式主要用于手工三輥卷圓機。(2)液壓傳動,液壓油作用在直行程油缸活塞上產(chǎn)生在上下直線運動,這種方式主要用于數(shù)控三輥卷圓機。
而旋轉(zhuǎn)運動則由電機通過減速器后帶動輥輪旋轉(zhuǎn),手工卷圓機使用普通電機,轉(zhuǎn)速通常不可調(diào)。數(shù)控三輥卷圓使用伺服電機,轉(zhuǎn)速無極控制,可以針對不同弧長設(shè)置不同速度,加工效率高。
對稱式三輥卷圓機上滾彎柱面時通過工件圓形和任意一側(cè)的下輥輪可以畫出如圖1所示的直角三角形。

圖1 對稱式三輥卷圓機
根據(jù)直角三角形勾股定理,三個邊關(guān)系為:

整理式(1),可以得到上下輥相對位置h和半徑R之間的關(guān)系式:

式中,h為上輥與下輥的垂直中心距;R為工件彎曲半徑;r1為上輥半徑;r2為下輥半徑;t為工件厚度;a為下輥中心距。
按已知的彎曲半徑,可以代入式(2)中求出彎曲時上輥相對下輥的位置h[2]。由于板料在彎曲后有回彈現(xiàn)象,式(2)中h的計算值在實際生產(chǎn)中需要考慮回彈量進行修正。
對稱式三輥卷圓機上輥處于兩下輥輪中間,與兩輥輪都有相同的間距,板料在上輥輪和下輥輪之間的部分是懸空的。板料起始端和結(jié)束端會有一端無法與上輥輪接觸,這部分不會發(fā)生變形,保持直線狀態(tài),因此在成型后板材兩端都會有剩余的直邊。如圖2所示,對稱式三輥卷圓機上懸空段為板料端頭剛剛與下輥輪上沿接觸點到與上輥輪下沿接觸點的這段長度,大致為下輥中心距的一半。
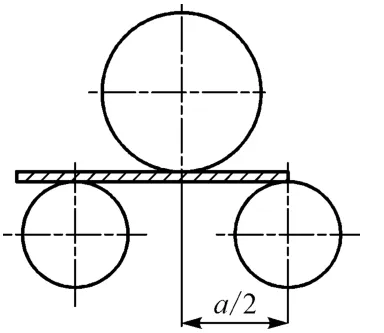
圖2 剩余的直邊
在實際生產(chǎn)中剩余的直邊一般會比理論直邊大。如果板材剛和下輥輪接觸就開始下壓,板材會因為摩擦力不足向中心滑動,這樣就會造成實際下壓量不足,滾彎半徑變大。尤其是卷制大規(guī)格板材時,板料浪費嚴重,工效低,需要預(yù)彎來消除直邊。通常采用的方法有:(1)用壓力機壓彎成型,各種厚度板料都適用,但需要配備壓力機和專用模具多次成型,成本高效率低。(2)用較厚的板材彎曲后作為模板直接在三輥卷板機上預(yù)彎,適用于薄板(厚度≤24mm的板料)預(yù)彎[3]。(3)在三輥卷板機上用較厚的板材做墊板加墊塊預(yù)彎,適用于薄板(厚度≤24mm的板料)預(yù)彎。
2 彎曲回彈
板料彎曲時,內(nèi)層受壓應(yīng)力,外層受拉應(yīng)力。在板料兩側(cè)這兩種應(yīng)力超過屈服應(yīng)力產(chǎn)生塑性變形,但越到材料中央應(yīng)力越小,當(dāng)應(yīng)力小于屈服應(yīng)力時材料只會發(fā)生彈性變形,彎曲結(jié)束后彈性變形區(qū)會發(fā)生彈性恢復(fù),板料形狀、尺寸都會發(fā)生變化,這就是彎曲回彈。如圖3所示,滾彎時彎曲回彈表現(xiàn)為滾彎半徑的變化,卸載后半徑會變大。在相對彎曲半徑較大時,彈性變形區(qū)占的比重大,彎曲回彈現(xiàn)象尤為顯著。
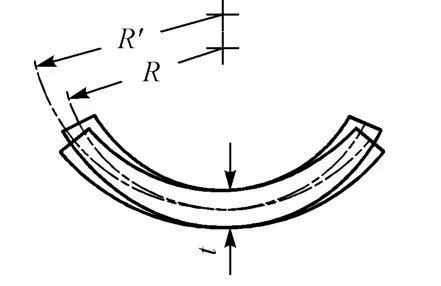
圖3 彎曲回彈
彎曲回彈實際是板料在卸去外部載荷以后,板料內(nèi)部應(yīng)力重新平衡的結(jié)果。滾彎時上輥輪的下壓彎矩與板材的內(nèi)部彎矩處于平衡的狀態(tài)。滾彎結(jié)束后上輥上移打破了平衡,內(nèi)部的彎矩會在板料上形成與下壓彎矩大小一樣、方向相反的彎矩,這使板料向相反方向變形,直到內(nèi)部應(yīng)力達到新的平衡。
滾彎時回彈前后半徑可以通過板料回彈的公式計算:

式中,R為回彈前的彎曲半徑(mm);R′為回彈后的彎曲半徑(mm);σ為彎曲材料的屈服極限;E為彎曲材料的彈性模數(shù);t為彎曲材料厚度(mm)。
對稱式三輥卷圓機通常采取過彎法來補償回彈[4]。先將圓弧過彎到較小的半徑,經(jīng)過回彈恢復(fù)后就可以得到需要的半徑。在滾彎過程中,滾彎半徑的大小由上下輥之間的間距來控制,上輥下壓量越大半徑越小。考慮到回彈對工件最終半徑的影響,可以使上下輥間距減小,以補償回彈對滾彎半徑的影響。
3 多段圓弧加工
對稱式三輥卷圓機成型時通過成型半徑計算上下輥間距,板料進給距離由圓弧弧長計算得到。
圖4所示的多段圓弧零件要求板料兩端為直邊,直線段全長為L,中間為兩段小半徑圓弧加一段大半徑圓弧彎曲,使板料彎曲成型后兩端能夠?qū)R。

圖4 多段圓弧零件
根據(jù)圖紙可知加工工序應(yīng)為:直線段→圓弧R1→圓弧R2→圓弧R3。圓弧R3加工完成后即可結(jié)束,最后一端直線段不需加工。
在使用對稱式三輥卷圓機加工這個多段圓弧零件時,對于工件起始端的直線段,加工時只轉(zhuǎn)動輥輪上輥不下壓,在計算時需要考慮到卷圓機剩余直邊的影響,按圖2所示位置放置板料,然后再轉(zhuǎn)動卷圓機輥輪。輥輪轉(zhuǎn)動距離為:

式中,SL為卷圓轉(zhuǎn)動距離(mm);L為工件直線段長度(mm);a為卷圓機下輥間距(mm)。
輥輪轉(zhuǎn)動SL后,卷圓機的上輥輪開始下壓,進入圓弧段彎曲。此時由于板材回彈不可避免,直接使用圖紙上的半徑計算出的下壓量,在成型后回彈造成的半徑誤差會很大,兩段直邊相對傾斜,達不到圖紙呈一條直線的要求,并且兩段無法對接到一起。
在加工圓弧段時首先根據(jù)材料特性將成型半徑作為回彈后彎曲半徑R′代入式(3)計算得出回彈前的彎曲半徑R。然后再將R代入式(2)中計算上下滾輪中心距h,以確定每一段圓弧的實際下壓量。
下壓到位后卷圓機輥輪轉(zhuǎn)動使板料沿其縱向運動即可完成每段圓弧的加工,此時轉(zhuǎn)動距離為圓弧的弧長,轉(zhuǎn)動距離計算公式為:

式中,SR為卷圓轉(zhuǎn)動距離(mm);π為圓周率;R為工件彎曲半徑(mm);θ為圓弧角度。
將計算后每段圓弧的下壓量、轉(zhuǎn)動距離輸入對稱式三輥卷圓機的控制程序中,即可在卷圓機上實現(xiàn)自動連續(xù)的多段圓弧零件加工。
這類零件加工可以很好地將對稱式三輥卷圓機剩余直邊利用起來,只是在卷圓機選型時為滿足不同尺寸加工需求,需選擇兩下輥輪間距可調(diào)機型,并且下輥最小間距小于等于L。這也為設(shè)備選型提供了理論依據(jù)。
4 結(jié)語
對稱式三輥卷圓機因結(jié)構(gòu)簡單、操作方便、價格便宜而被廣泛采用。但是滾彎是板料的彈塑性變形過程,彎曲后回彈會導(dǎo)致所加工的圓弧半徑偏大,無法達到圖紙要求,因此確定合適的工藝參數(shù)是滾彎過程的關(guān)鍵。手工加工的大量加工經(jīng)驗總結(jié)的參數(shù)很難分析其中的規(guī)律,無法直接使用到其他尺寸的加工中,調(diào)試時間長,生產(chǎn)效率低,成本高,削弱了產(chǎn)品競爭力。
根據(jù)對稱式三輥卷圓機的成型原理及板料回彈原理分析計算工藝參數(shù),然后再結(jié)合滾彎工藝和手工操作的實際經(jīng)驗,可以在加工中解決滾彎參數(shù)調(diào)整的問題,確保滾彎質(zhì)量符合要求,同時減少生產(chǎn)調(diào)試時間,提高生產(chǎn)效率。
[1]劉芳華,盧道華,王佳,等.水平下調(diào)式三輥數(shù)控卷板機的設(shè)計[J].中國制造業(yè)信息化:學(xué)術(shù)版,2003(12):117-119.
[2]郭永平,李澤武.常用三輥卷板機結(jié)構(gòu)形式及傳動方式[J].鍛壓裝備與制造技術(shù),2010,45(6):21-23.
[3]邢偉榮,原加強,郭永平.水平下調(diào)式結(jié)構(gòu)在大型三輥卷板機上的應(yīng)用[J].鍛壓裝備與制造技術(shù),2006,41(5):20-23.
[4]陳毓勛.板材與型材彎曲回彈控制原理與方法[M].北京:國防工業(yè)出版社,1990:17-55.
