淺談50000噸多用途船大合攏的優質工藝
2015-08-02 01:54:28宋銀華浙江省海運集團舟山五洲船舶修造有限公司浙江舟山316000
山東工業技術 2015年9期
宋銀華(浙江省海運集團舟山五洲船舶修造有限公司,浙江舟山316000)
淺談50000噸多用途船大合攏的優質工藝
宋銀華
(浙江省海運集團舟山五洲船舶修造有限公司,浙江舟山316000)
摘要:船臺裝配就是將若干分段和總段裝配成完整的船體。它包括定位、裝配和完工檢測。船臺大合攏是造船工業的最后和最重要的一個環節。在造船中通常采用制約的方法來防止變形。將焊接單元理順好準備焊接,它們要先點焊在一起然后進行焊接,這樣焊接后的部件會在尺寸上得到保證,結構的剛性通常會限制任何變形。
關鍵詞:定位;防止變形;焊接程序
1緒論
建造船舶的船臺是1/20斜度的露天船臺。在船臺上劃出定位測量用的輔助線,包括船臺中心線、基準肋位線等。兩者平行且相距400mm。采用激光經緯儀來校正、定位分段。
鋪設墩木。按船東的圖紙《船臺墩木布置圖》鋪設墩木。
2總段船臺定位
2.1定位方法
船臺分段定位時要用到龍門吊、葫蘆、千斤頂、經緯儀、標桿等等工具。定位的好壞直接影響到后續工作的順利進行。公司的300噸龍門吊有一個主鉤和兩個副鉤,它在定位一些分段的時候(比如雙層底總段上船臺),由主鉤掛兩根鋼繩,副鉤各掛一根鋼繩來吊運。在定位過程中,分段往往不能保持水平的狀態,總是主鉤所吊的兩個吊耳處分段不能保持水平,導致分段在船臺上不好擱置。
2.2定位基準段
此種船的建造是二島法。底部分段以1C11P+C+S總段為起始點向前后各方向展開,舷側部分以1C51P/S分段向前后以3H23P/ S+3H53P/S總段向艏展開,最終以3H22P/S+3H52P/S總段為嵌補。上層建筑部分采用整體吊裝。
2.3定位前檢查
(1)檢查即將上船臺分段的完整性;(2)進行必要的精度檢測;(3)檢查分段的余量情況;(4)采用分段總組裝后上船臺合攏的分段,應完成總組工作;(5)檢查分段預舾裝的完整程度。
2.4定位公差標準
分段合攏定位要求(雙層底為例):分段中心線與船臺中心線對準偏差≤3mm。分段前后端高度偏差≤3mm。
分段四角水平度偏差≤8mm。分段大接頭肋距偏差≤±10mm。
底部分段大合攏是整艘船分段合攏的基礎,特別是對于裝載集裝箱的多用途貨船,控制其貨艙的長度,寬度尺寸,以及內底板的平整度極為重要,每一貨艙內的不平整度不大于8mm。
3總段裝配
3.1裝配目的
裝配的目的就是使構件吻合、防止變形。船舶在船臺上建造時,變形具有一定的特點。例如,船體龍骨線向下撓彎,而首尾端向上翹;船體首尾上翹和大接縫處的橫向收縮,造成船舶總長縮短,此外還有船體中縱剖面的左右變形。
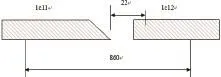
巧割余量公式。例如1c11和1c12分段的對接情況如下:理論肋距為840,焊縫開好坡口后是8mm間隙,加放的收縮量是6mm,實際測量肋板間距為860。通過計算,應該割除的量(起始端如圖)為860—(840+6)+8=22mm。割除之后,開出坡口,打磨,然后用葫蘆將1c12分段拉攏,使間隙達到8mm。
3.2預防變形
預防變形的措施:為了保證船體總長度,在分段建造時每一個肋距加放0.5—1mm收縮量;在船臺大接縫處的肋骨間距適當的加放,放6—8mm收縮量。當分段定位好后,要焊上馬板固定。
3.3裝配時的技巧
分段接縫在進行對焊時,往往會產生骨架與骨架、板材與板材對不準的現象,這時可以將一根骨架與板間的定位焊拆去約一檔肋距,將其借直或借對。外板定位焊到舭部產生圓勢不對時,可將焊縫接頭處割開,從下向上逐漸裝配,最后將延伸出來的多余部分切割掉。割除余量應該特別注意:舭部橫艙壁余量的割除,量取余量值時,應從鉛垂方向量。
4焊接
4.1焊接方法和材料
本船船體建造采用的主要焊接方法有:手工焊、CO2氣體保護焊、陶瓷襯墊單面焊、埋弧自動焊、垂直氣電焊。手工焊條:SH422.SH507。CO2氣體焊絲:TWE711。埋弧自動焊絲:H10MnZg/ HJ331。垂直氣電焊絲:DWS-43G。
4.2焊前準備
(1)焊條及焊劑做好保溫工作。(2)檢查所在焊縫的坡口(3)做好焊縫的清潔工作,清理掉所有的濕氣、銹斑、殘渣、污垢和其它雜質。(4)根據工作需要,重要構件上開設和封堵臨時工藝孔。
4.3焊接程序
嚴格按照焊接程序施工,是控制焊接變形的重要手段。以雙層底為例:(1)分段1c11和1c12在焊接時,先焊板與板的對接縫,然后焊接縱向桁材、縱骨。(2)焊接有多層時,盡量每一層的順序不一樣。(3)手工焊焊縫長度大于2米時,應采用逐步退焊法或分中退焊法,在蓋面焊時可用直通法。
焊接建議。埋弧自動焊時,要將焊絲和焊縫表面的油、銹、毛刺等清理干凈。否則容易出現氣孔、裂紋。雨天,蓋上雨布,進行二次清理,達到焊前的要求。在板與板之間的對接焊,都采用背面貼陶瓷墊片的方法,要防止顆粒、灰塵再次進入焊道。為了得到完好的焊接端口焊縫,應加上引弧板。
5結論
此類多用途船用于集裝箱的運輸,內底板的平整度要求較高,優質工藝應用較多,焊接方面的工藝較先進,CO2焊接、埋弧焊運用很廣,大大提高了工作效率。檢驗方法也較先進,UT、射線拍片檢驗,它們保證了焊接縫的質量。在處理一些船臺大合攏的難題時,如船體中心線與肋位產生矛盾時,工人們的經驗都很足。但是,由于船廠硬件設施的原因,還是不能夠更多的縮短船臺周期。
參考文獻:
[1]王鴻斌主編.船體修造工藝[S].北京:人民交通出版社,2006(08) ISBN7-114-06069-6.
[2]馮永祥主編.船舶工程[S].中國造船工程學會,ISSN1000-6982
[3]張依莉主編.專業英語[S].北京:人民交通出版社,2007(01).
[4]50000噸船體建造原則工藝[S].
