安鋼冷軋酸再生站焙燒爐自動(dòng)溫控系統(tǒng)簡(jiǎn)介
2015-08-02 01:54:26李川平河南省安陽(yáng)鋼鐵集團(tuán)冷軋有限責(zé)任公司河南安陽(yáng)455000
山東工業(yè)技術(shù) 2015年9期
關(guān)鍵詞:系統(tǒng)
墮鑫,杜鵬,李川平(河南省安陽(yáng)鋼鐵集團(tuán)冷軋有限責(zé)任公司,河南安陽(yáng)455000)
安鋼冷軋酸再生站焙燒爐自動(dòng)溫控系統(tǒng)簡(jiǎn)介
墮鑫,杜鵬,李川平
(河南省安陽(yáng)鋼鐵集團(tuán)冷軋有限責(zé)任公司,河南安陽(yáng)455000)
摘要:本文主要介紹安陽(yáng)鋼鐵集團(tuán)1550冷軋生產(chǎn)線配套酸再生站的焙燒系統(tǒng)的核心,自動(dòng)溫控系統(tǒng)。該系統(tǒng)的穩(wěn)定高效運(yùn)行保障了冷軋酸洗線所需的優(yōu)質(zhì)再生酸液及高純度氧化鐵粉的產(chǎn)出。
關(guān)鍵詞:酸再生;自動(dòng)控制;PLC;PID ??安陽(yáng)鋼鐵集團(tuán)1550冷軋生產(chǎn)線于2014年初建成并熱負(fù)荷試車,配套的酸再生站也隨之建設(shè)完工并投入運(yùn)行。該酸再生站由ANDRITZ公司設(shè)計(jì),生產(chǎn)工藝采用魯特納噴霧焙燒法,將來(lái)自酸洗機(jī)組生產(chǎn)線的含鐵廢酸生成鹽酸和氧化鐵粉。新生成的鹽酸重新配制合適濃度返回至酸洗機(jī)組,循環(huán)利用,副產(chǎn)品氧化鐵粉將用作鐵紅的原料銷售。為保證優(yōu)質(zhì)產(chǎn)品的產(chǎn)出,焙燒系統(tǒng)中高效、穩(wěn)定、可靠的溫度控制則顯得尤為重要。
1焙燒法廢酸再生原理
焙燒法廢酸再生的工作原理可用下面的方程式簡(jiǎn)要表示:

此方程式從左向右的反應(yīng)就是典型的酸洗過(guò)程,而從右向左的過(guò)程就是典型的廢酸再生過(guò)程,即再生過(guò)程是酸洗過(guò)程的逆反應(yīng)。只是在低溫下酸洗過(guò)程處主導(dǎo)地位,而在高溫下再生過(guò)程起主導(dǎo)地位。
2焙燒系統(tǒng)構(gòu)成
焙燒系統(tǒng)主要由焙燒爐、燃燒設(shè)備、爐頂供料系統(tǒng)、雙旋風(fēng)分離器、氧化鐵粉收集系統(tǒng)等構(gòu)成。
其中燃燒設(shè)備主要由混合燒嘴、點(diǎn)火燒嘴以及火焰探測(cè)器組成,在三者協(xié)同下工作。每個(gè)燒嘴有各自煤氣、助燃空氣流量孔板,以及傳感器、控制器和控制閥。
3自動(dòng)溫控系統(tǒng)
酸再生的基礎(chǔ)自動(dòng)化系統(tǒng)是一個(gè)包括酸再生和除硅系統(tǒng)控制的總的自動(dòng)化系統(tǒng),采用德國(guó)西門子S7-400PLC及WinCC系統(tǒng)。采用ET200分布式結(jié)構(gòu),PLC與ET200子站通過(guò)Profibus總線連接,控制系統(tǒng)與WinCC系統(tǒng)通過(guò)以太網(wǎng)數(shù)據(jù)通訊。
焙燒系統(tǒng)的自動(dòng)溫度控制主要由兩部分構(gòu)成,即焙燒爐爐內(nèi)溫度控制和焙燒爐燒嘴控制。
3.1焙燒爐爐內(nèi)溫度控制
培燒爐中設(shè)置有2個(gè)溫度檢測(cè)點(diǎn),分別在爐子中部的爐壁處以及爐子頂部的煙氣管道上,分別用于連續(xù)測(cè)定燒嘴平面溫度和廢氣管道中廢氣溫度。如圖1所示。
爐溫調(diào)節(jié)通過(guò)手工設(shè)定的焙燒爐控制溫度值來(lái)自動(dòng)調(diào)整每個(gè)煤氣燒嘴的煤氣流量。輸出的煤氣流量調(diào)整量確定:在操作畫(huà)面上有燒嘴平面溫度控制方式和爐頂溫度控制方式兩種選擇方式,操作工根據(jù)工藝需要選擇一種控制方式。當(dāng)選擇了燒嘴平面溫度控制方式后,對(duì)應(yīng)控制回路被接通,此時(shí)實(shí)測(cè)燒嘴平面溫度以及燒嘴平面溫度的設(shè)定值被送入到控制回路。控制回路采用PID控制器,根據(jù)設(shè)定溫度和實(shí)測(cè)溫度的差值,按照控制器設(shè)定的算法,計(jì)算得到輸出量。此輸出量在進(jìn)行模式選擇和模式修正后輸出燒嘴的煤氣流量值給燒嘴煤氣控制器。
為了使控制器的輸出既可以適用于正常的運(yùn)行模式下又適用于酸槍清洗模式,回路中設(shè)定了一個(gè)運(yùn)行模式的參數(shù)修正。在正常模式下,即焙燒爐酸操作方式和漂洗水模式,修正量為焙燒爐實(shí)際供液流量除以最大供液流量再乘以相應(yīng)修正系數(shù);在酸槍清洗模式下,修正量為焙燒爐爐頂實(shí)際溫度除以燒嘴平面實(shí)際溫度再乘以相應(yīng)修正系數(shù)和焙燒爐內(nèi)酸槍的實(shí)際數(shù)量。
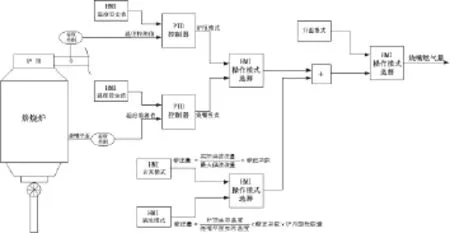
圖1焙燒爐爐內(nèi)溫度控制系統(tǒng)框圖
焙燒爐的升溫模式用于將焙燒爐從冷態(tài)加熱到運(yùn)行所需要的溫度。在選擇了升溫模式后,每個(gè)燒嘴的煤氣流量按照控制器設(shè)定的流量曲線進(jìn)行控制,直到燒嘴平面溫度達(dá)到控制器設(shè)定的溫度后保持當(dāng)前的煤氣流量。
控制系統(tǒng)精度:±1%。
3.2焙燒爐燒嘴控制
此控制回路中每個(gè)燒嘴都分別配備了燃?xì)夂涂諝獾牧髁靠装搴妥兯推鳌⒖刂破骱涂刂崎y,可以實(shí)現(xiàn)流量的連續(xù)檢測(cè)和控制。焙燒爐控制器最終輸出的煤氣流量設(shè)定值輸入到本控制器中作為設(shè)定值輸入,同時(shí)還輸入實(shí)測(cè)的流量值,通過(guò)PI運(yùn)算,調(diào)節(jié)煤氣調(diào)節(jié)閥的開(kāi)度,最終使實(shí)際流量達(dá)到設(shè)定的煤氣流量。如圖2所示。
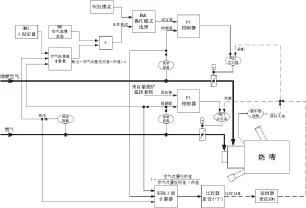
圖2焙燒爐燒嘴控制系統(tǒng)框圖
在煤氣管線上設(shè)置有煤氣熱值儀,對(duì)煤氣的熱值進(jìn)行連續(xù)的測(cè)定。測(cè)得的熱值除了在畫(huà)面上顯示外,還用于計(jì)算煤氣正好完全燃燒所需要的空氣流量比,即化學(xué)反應(yīng)當(dāng)量系數(shù)。當(dāng)無(wú)法得到熱值的實(shí)測(cè)值或者實(shí)測(cè)值不準(zhǔn)確時(shí),可以根據(jù)使用煤氣的特性在畫(huà)面上人為設(shè)定煤氣的熱值。
但是為了得到質(zhì)量好的氧化鐵粉,需要供應(yīng)過(guò)量的燃燒空氣,這時(shí)需要通過(guò)一個(gè)人工設(shè)定的比例系數(shù)λ來(lái)實(shí)現(xiàn),λ=1表示無(wú)燃燒空氣過(guò)量,λ輸入的值限定為1到2,實(shí)際λ值在顯示畫(huà)面上計(jì)算。最終的助燃空氣流量為燃?xì)獾膶?shí)際流量、化學(xué)反應(yīng)當(dāng)量系數(shù)和λ值的乘積。
出于安全原因,燒嘴處設(shè)置了火焰檢測(cè)器(紫外檢測(cè)器)用于探測(cè)和監(jiān)控?zé)焯幍幕鹧鏍顩r。當(dāng)火焰探測(cè)不到時(shí),在延遲20秒后煤氣和空氣流量的控制閥自動(dòng)關(guān)閉,燒嘴熄滅。同時(shí),控制器根據(jù)煤氣和空氣的實(shí)際流量和煤氣熱值,動(dòng)態(tài)計(jì)算實(shí)際的λ值,并與1比較;當(dāng)λ值小于1時(shí),在持續(xù)20秒后,煤氣和空氣流量的控制閥自動(dòng)關(guān)閉,燒嘴熄滅。
4結(jié)語(yǔ)
該自動(dòng)溫控系統(tǒng)自投用以來(lái),控制穩(wěn)定可靠,精確度較高,很好地保障了系統(tǒng)的高效運(yùn)行及優(yōu)質(zhì)產(chǎn)品的產(chǎn)出。總體說(shuō)來(lái),燃燒設(shè)備運(yùn)行狀態(tài)也比較穩(wěn)定,很少出現(xiàn)故障,但仍有一些方面需要加以關(guān)注。
在使用混合煤氣或焦?fàn)t煤氣時(shí)點(diǎn)火燒嘴的結(jié)垢污染很明顯,煤氣里的雜質(zhì)隨著時(shí)間易在點(diǎn)火燒嘴的電極等位置結(jié)垢,影響點(diǎn)火。因此燒嘴應(yīng)該不定期的進(jìn)行清理,保持干凈狀態(tài)。
燃?xì)怙L(fēng)機(jī)是恒速風(fēng)機(jī),但由于焙燒爐的處理量或者煤氣熱值等變化,需要的空氣量在不斷的變化,而空氣量的變化是由助燃空氣管路的調(diào)節(jié)閥來(lái)控制,所以很難保證風(fēng)機(jī)在設(shè)計(jì)的最佳工作點(diǎn)范圍內(nèi)工作,因此振動(dòng)較大。安鋼冷軋酸再生的助燃風(fēng)機(jī)選用的形式較以往不同的是馬達(dá)和風(fēng)機(jī)的葉輪分離,中間增加一個(gè)軸承座,這樣風(fēng)機(jī)的整個(gè)框架增加,剛性提高,振動(dòng)可以減低,有利于延長(zhǎng)風(fēng)機(jī)的壽命,同時(shí)減低噪音。但仍應(yīng)在日常運(yùn)行時(shí)加強(qiáng)點(diǎn)檢,關(guān)注風(fēng)機(jī)狀態(tài)。
參考文獻(xiàn)
[1]章愷.安陽(yáng)鋼鐵酸再生技術(shù)規(guī)范[Z].ANDRITZMetals.2013.
[2]姜杰.自動(dòng)化控制系統(tǒng)在冷軋廢酸再生過(guò)程的應(yīng)用[J].山東化工,2012,41(09):47-49.
[3]趙文彬.酸再生技術(shù)在現(xiàn)代鋼廠的運(yùn)用[J].中國(guó)包裝工業(yè),2012(17).
作者簡(jiǎn)介:墮鑫(1985-),男,河南安陽(yáng)人,助理工程師,主要負(fù)責(zé):現(xiàn)場(chǎng)電氣自動(dòng)化設(shè)備、儀表設(shè)備工作。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機(jī)床(2019年10期)2019-10-26 02:47:06
中國(guó)洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(hào)(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識(shí)經(jīng)濟(jì)·中國(guó)直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32
