無心支承偏心量快速調整方法
2015-07-31 06:09:18王玉峰張振林梁鵬舉史乃軍
軸承 2015年10期
王玉峰,張振林,梁鵬舉,史乃軍
(1.濮陽貝英數控機械設備有限公司,河南 濮陽 457000;2.濮陽市科學與技術協會,河南 濮陽 457000)
1 無心支承的應用
磨削是軸承加工中的核心環節,占據了主要的生產時間與成本,因此,磨削質量和生產效率至關重要。工件支承方式和調整是軸承套圈磨削過程中的一個關鍵要素,采用無心支承研磨是生產套圈最常見的技術。無心支承磨削套圈有諸多優勢:1)生產效率較高,能配置自動上料機構,易于實現自動化;2)套圈在無夾緊應力狀態下進行磨削,不需要夾緊,磨削后幾乎沒有變形;3)因為沒有夾具隨工件軸同軸回轉,工件軸的徑向跳動對套圈的回轉精度影響較小,工件的回轉精度主要取決于支承定位的外圓基面,所以完全有可能研磨出比機床自身主軸更好的精度(圓度)。但是,無心支承偏心的最佳位置調整(偏心量與方向的選擇)通常需要多次嘗試,較為麻煩;對操作人員的經驗技術要求較高。如果在停機狀態下調整支承,將降低批量生產中機床的整體效率,因此,如何減少無心支承偏心量調整時間,成為提高工作效率的關鍵。
2 機外預調法
機外預調的主要特點是:將機床的無心支承部分(上支承、下支承和支承板)作為一個整體加工2套,一套用于機內加工,另一套放在機外專門用于偏心量設置。當需要更換加工型號時,首先在機外按照準備加工的套圈設置好偏心量大小和方向,停機時,只需要把機內無心支承部分整體取出,將機外的支承部分整體安裝到機內即可,省去了在停機狀態下調整設置偏心量的時間。這種方法應用的關鍵點在于,如何保證作為一個整體的支承部分在機外設置的偏心量和偏心方向在被移置到機內后不發生變化或者說變化量很小。較為理想的方法是:利用定位模板保證機內支承部分的安裝位置相對于機床工件軸支承端面回轉中心的三維坐標尺寸與機外支承部分安裝位置相對于機外預調底板上模擬機床工件軸支承端面回轉中心的三維坐標尺寸完全相同。
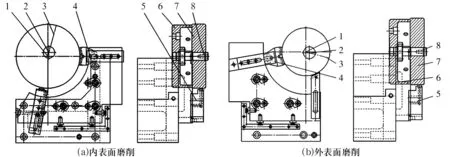
機內無心支承和機外預調無心支承分別如圖1、圖2所示,機內無心支承與機外預調的無心支承部分整體可完全互換。
1—上支承;2—支承板;3—下支承;4—定位架圖1 機內無心支承結構示意圖
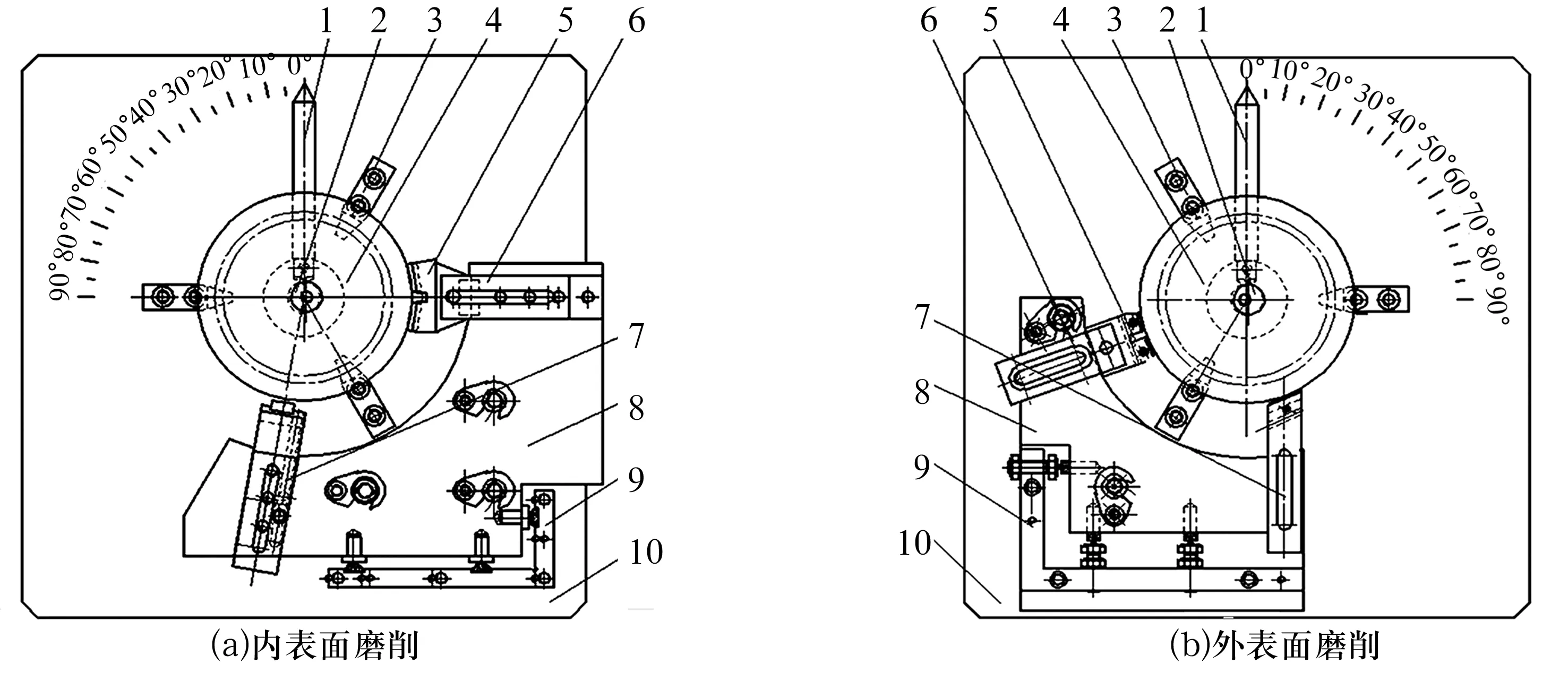
1—偏心調節桿;2—偏心軸;3—支承塊;4—標準圈;5—支承頭;6—上支承;7—下支承;8—支承板;9—定位架;10—預調底板圖2 機外預調無心支承結構示意圖
機外設置偏心量,停機時間短,效率較高,適用于支承部分重量較輕、人工更換較為方便的場合。但是對機外偏心量設置、調整人員的經驗要求較高,且需要定期校驗機外預調無心支承定位面與機床內部無心支承定位面的一致性,成本較高。
3 機內偏心樣圈快速調整法
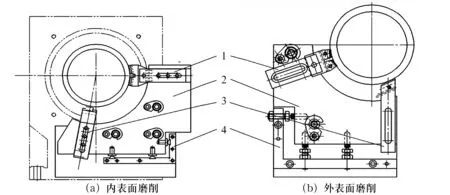
機內偏心樣圈快速調整法是按照待加工套圈的實際外形尺寸加工一個樣圈(圖3),相對樣圈的外圓支承面在樣圈定位面上加工一個偏心孔。根據實際需要設計合適的偏心量,套圈內表面磨削時,偏心方向可以選擇在1點鐘方向,偏心量主要考慮套圈的大小及壁厚,一般選擇為0.3~0.8 mm(圖4a);套圈外表面磨削時,偏心方向可以選擇在4點鐘方向,偏心量主要考慮套圈大小、壁厚和磨削余量,一般選擇為0.4~1.0 mm,在外端面上標記偏心的方向(圖4b)。更換加工型號時,通過定位銷軸將偏心樣圈的偏心孔軸線與機床的工件軸軸線重合,偏心樣圈的端面與用于工件定位的端面支承貼合;再將偏心方向調整到需要的位置;然后分別將上、下支承貼合到偏心樣圈的支承面上,鎖緊上、下支承壓緊螺釘;最后將定位銷軸取出并移走偏心樣圈,無心支承調整結束。整個調整過程簡單、快速,不需要反復驗證支承位置。
1—工件軸中心;2—樣圈外圓中心;3—樣圈最大偏心方向標記;4—上支承;5—下支承;6—套圈端面支承;7—偏心樣圈;8—定位銷軸圖4 機內偏心樣圈快速調整方法示意圖
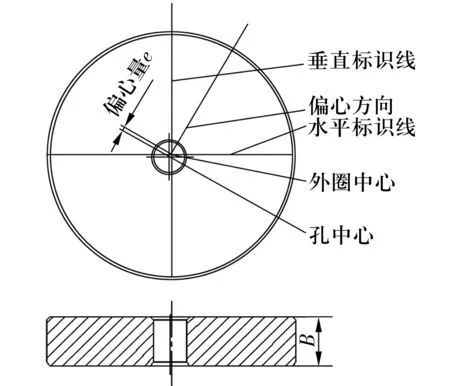
圖3 偏心樣圈結構示意圖
通過機內樣圈設置偏心量,停機時間短,效率更高,適用于支承部分重量較重、人工更換不方便的場合;不需要機外設置偏心量,結構簡單方便,成本較低;但對機內設置偏心量的人員有較高經驗要求。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
少先隊活動(2021年4期)2021-07-23 01:46:22
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
小天使·一年級語數英綜合(2015年2期)2015-01-14 06:35:05
