三排圓柱滾子轉盤軸承徑向游隙測量
2015-07-25 07:33:06林利茹顧士江
軸承 2015年3期
關鍵詞:測量
林利茹,顧士江
(大連冶金軸承股份有限公司,遼寧 瓦房店 116202)
1 前言
三排圓柱滾子轉盤軸承結構如圖1所示,徑向游隙對其精度、承載能力和使用壽命的影響十分關鍵。傳統徑向游隙測量方法的準確性不高且效率較低,因此,應用內徑千分表測控徑向游隙,不僅能夠提高測量效率,而且可以保證轉盤軸承的幾何精度和尺寸的穩定性。

圖1 三排圓柱滾子轉盤軸承裝配示意圖
2 傳統測量方法
如圖2所示,測量時需借助大型吊車將裝配完成的大型三排圓柱滾子轉盤軸承徑向吊起,將磁力表座固定在軸承外圈上,表頭指向內圈內徑面,在圓周方向選取4個不同位置,分別測量內圈相對于外圈的徑向移動量,其平均值即該軸承的徑向游隙。

圖2 徑向游隙傳統測量方法示意圖
如果徑向游隙不符合要求,需要拆套修磨徑向滾道或更換徑向滾子,進行再裝配,既費工又費時。而且徑向吊起可能會引起軸承變形,瞬間吊起也有可能引起千分表頭抖動,造成測量準確性不高。
3 改進后測量方法
經過不斷的研究和試驗,設計了新的大型三排圓柱滾子轉盤軸承徑向游隙的測量方法,以132.50.4000軸承為例(徑向滾子直徑Dw=25 mm,設計徑向游隙為0.2~0.4 mm),測量步驟為:
(1)加工外圈、第1內圈、第2內圈、滾子、隔離塊及附件并進入合套階段。
(2)用木方3點支起第1內圈,將主推力滾子和主保持架放在第1內圈滾道上并沿圓周均布,然后吊起外圈使外圈滾道與主推力滾子接觸并形成回轉運動(圖3)。

圖3 改進后測量徑向游隙示意圖
(3)準備完畢后將內徑千分表以徑向滾子的直徑尺寸(Dw=25 mm)對零。取4個徑向滾子沿圓周十字交叉放入徑向滾道,如果能夠放入,說明此套軸承為正游隙(圖4a);如果不能放入,說明該套軸承為負游隙,則按圖4b所示放置3個滾子。在圓周十字交叉附近取4點,測量該點內、外滾道之間的間隙并取平均值S,根據Gr=2(SDw)計算得徑向游隙的結果見表1。

表1 微型配對軸承摩擦力矩測量結果 (×10-6 N·m)

圖4 徑向游隙測量示意圖
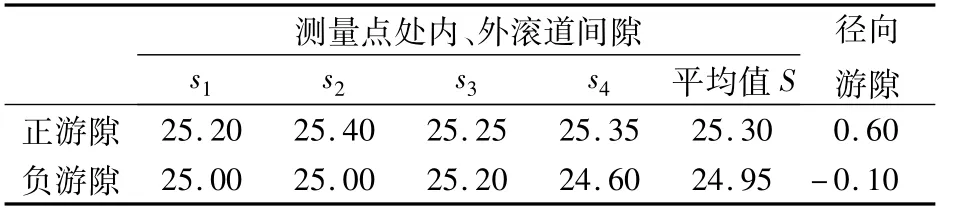
表1 徑向游隙測量結果 mm
由表可知,2種情況均不能滿足0.2~0.4 mm的徑向游隙設計要求。一般情況下按照設計游隙的平均值加工,即Gr0=0.3 mm,則整改方案為:
對于正游隙,可加大滾子直徑,使Dw1=Dw+(Gr-Gr0)/2=25+(0.6-0.3)/2=25.15 mm;或者更換第1內圈使徑向滾道直徑方向加大Gr-Gr0=0.3 mm,使內圈徑向滾道滿足要求。
對于負游隙,可減小滾子直徑,使Dw1=Dw+(Gr-Gr0)/2=25+(-0.1-0.3)/2=24.8 mm;或者車削外圈徑向滾道面,使直徑方向減少,單邊車削量為|Gr-Gr0|/2=0.2 mm。
4 結束語
實踐證明,改進后的測量方法不僅取消了軸承的整套裝配步驟,而且避免了由于起吊引起的軸承材料變形,有利于拆卸工件,保證轉盤軸承的使用性能和壽命。改進后的測量方法簡單易行,測量效率至少提高2倍,測量精度也明顯提高,能夠滿足客戶更高的使用要求。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00