機(jī)車電機(jī)端蓋加工數(shù)控宏程序可行性研究
2015-07-18 00:53:34黨建峰景成運(yùn)丁果果
中國(guó)新技術(shù)新產(chǎn)品 2015年22期
黨建峰 胡 越 景成運(yùn) 丁果果
(中國(guó)中車永濟(jì)新時(shí)速電機(jī)電器有限責(zé)任公司,山西 永濟(jì) 044502)
機(jī)車電機(jī)端蓋加工數(shù)控宏程序可行性研究
黨建峰 胡 越 景成運(yùn) 丁果果
(中國(guó)中車永濟(jì)新時(shí)速電機(jī)電器有限責(zé)任公司,山西 永濟(jì) 044502)
端蓋是機(jī)車電機(jī)的主要部件之一,端蓋軸承室內(nèi)孔或端面上的斜孔有注油孔和通風(fēng)孔,孔的位置直接影響注油或通風(fēng),加工不到位便會(huì)燒壞軸承。在數(shù)控臥式鏜床上加工時(shí),由于端蓋安裝于彎板上,且每次安裝彎板位置不確定,同時(shí)工作臺(tái)的轉(zhuǎn)動(dòng),導(dǎo)致孔位置不易計(jì)算,需CAD繪圖確定坐標(biāo)。為了解決此問(wèn)題,通過(guò)編制宏程序(使用變量編程),準(zhǔn)確計(jì)算出各軸坐標(biāo),簡(jiǎn)化操作,避免每次換型裝夾后繪圖確定坐標(biāo)點(diǎn),使部件加工符合圖紙要求。
端蓋;斜孔;宏程序;坐標(biāo)
隨著機(jī)車電機(jī)性能的提高,電機(jī)配件的加工精度要求越來(lái)越高,端蓋上斜孔的位置度和深度精度也隨之提高:有些斜孔深180mm多,且是盲孔,而孔深超差1~2mm就會(huì)造成工件報(bào)廢。傳統(tǒng)的劃線加工方式已不能滿足設(shè)計(jì)要求。在數(shù)控加工中,經(jīng)常會(huì)遇到機(jī)床工作臺(tái)的中心與工件中心不重合現(xiàn)象,如在臥式加工中心加工時(shí),彎板固定于工作臺(tái)上,工件安裝于彎板上,使用操作工提供的機(jī)床機(jī)械原點(diǎn)和工件原點(diǎn),通過(guò)CAD繪圖,很容易得出旋轉(zhuǎn)后相對(duì)于工件原點(diǎn)的X軸坐標(biāo);而如何使用變量編程,不需CAD畫(huà)圖,通過(guò)變量運(yùn)算,將工件旋轉(zhuǎn)的角度轉(zhuǎn)換到工作臺(tái)中心,使操作工只需輸入工件坐標(biāo)原點(diǎn),執(zhí)行程序,記錄在工件原點(diǎn)下X、Z軸的坐標(biāo),是解決問(wèn)題的關(guān)鍵。
1 程序分析
由于每個(gè)機(jī)床的回轉(zhuǎn)中心都在工作臺(tái)中心上,所以必須將工件旋轉(zhuǎn)的角度轉(zhuǎn)換到工作臺(tái)中心;同時(shí)為了方便編程,將工件內(nèi)孔中心定位在工作臺(tái)中心正方向。工件安裝完成后,操作工需找出工件內(nèi)孔中心,確定各軸工作原點(diǎn)X、Y、Z(端面基準(zhǔn)點(diǎn))、B(旋轉(zhuǎn)軸,端面找正)。同時(shí)必須知道機(jī)床X軸原點(diǎn)和Z軸原點(diǎn)值,計(jì)算工作臺(tái)原點(diǎn)與工作原點(diǎn)機(jī)械坐標(biāo)差值(具體如圖1所示)。
△X=│X0-X│
△Z=│Z0-Z│
R=√(△X×△X+△Z×△Z)(工件中心點(diǎn)到工作臺(tái)中心的距離)
β0=tg-1△X/△Z(旋轉(zhuǎn)方向工件中心點(diǎn)與工作臺(tái)中心的夾角)
將工作臺(tái)旋轉(zhuǎn)角度β1(注意β1正負(fù)),β=β1+ β0。
Xˊ=Rsinβ(旋轉(zhuǎn)后斜孔中心X軸與工作臺(tái)機(jī)械原點(diǎn)X距離)。
Zˊ=Rcosβ(旋轉(zhuǎn)后斜孔中心與工作臺(tái)機(jī)械原點(diǎn)距離)。
2 程序編制
①對(duì)于西門子Siemens 840D系統(tǒng)編制,R參數(shù)子程序L0001如圖2所示。
②對(duì)于Fanuc系統(tǒng),編制宏程序O8801如圖3所示。
結(jié)語(yǔ)
通過(guò)以上程序編制,在加工時(shí),只要運(yùn)行完宏程序,記錄所得到的X、Z旋轉(zhuǎn)后的坐標(biāo),直接編寫主程序,即可加工斜孔,且容易控制孔深;如果需要加工斜孔表面距中心的距離,同樣可準(zhǔn)確保證斜面尺寸。此程序已在機(jī)床上運(yùn)行,加工后端蓋符合設(shè)計(jì)要求;批量生產(chǎn)中換型加工只需運(yùn)行宏程序即可,不需再進(jìn)行繁瑣的計(jì)算或繪圖。當(dāng)然,在實(shí)際運(yùn)用過(guò)程中,應(yīng)根據(jù)所加工部件的特點(diǎn)靈活多變,不可全盤照搬,例如,當(dāng)斜孔角度負(fù)轉(zhuǎn),且斜孔在工件中心負(fù)方向;或安裝彎板與工件后,找正X軸工件原點(diǎn)在工作臺(tái)中心的負(fù)方向,則程序參數(shù)計(jì)算有變化,讀者不妨自己編制,達(dá)到舉一反三的效果。

圖1
[1]李峰.數(shù)控宏程序?qū)嵗坛蘙M].北京:化學(xué)工業(yè)出版社,2010.
[2]陳海舟.數(shù)控銑削加工宏程序及應(yīng)用實(shí)例[M].北京:機(jī)械工業(yè)出版社,2010.
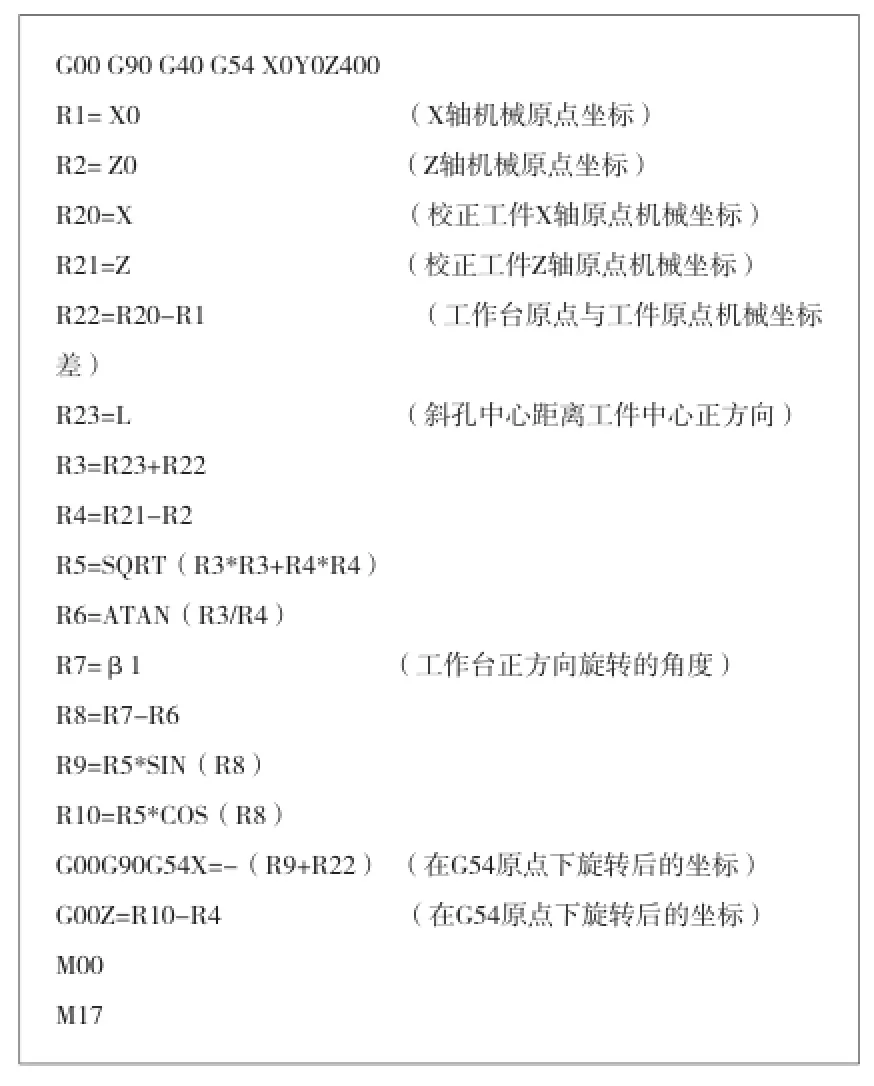
圖2

圖3
TG659
A
