集束型半導(dǎo)體裝備調(diào)度系統(tǒng)架構(gòu)模型
2015-07-07 07:05:28盧睿
制造業(yè)自動(dòng)化 2015年2期
盧 睿
(遼寧警察學(xué)院 公安信息系,大連 116036)
0 引言
集束型半導(dǎo)體裝備由若干晶圓加工單元(Process Module,PM)和機(jī)器人物流搬運(yùn)單元(Transfer Module,TM)組成一體,廣泛地應(yīng)用于集成電路、LCD生產(chǎn)線。集束型裝備控制軟件 (Cluster Tool Controller, CTC)是裝備的分布式控制軟件,它與本地模塊控制器(Module Controller,MC)進(jìn)行通信,監(jiān)視單元模塊中發(fā)生的事件及狀態(tài)變化,實(shí)時(shí)確定調(diào)度與控制命令,并且向模塊控制器發(fā)出符合集束型裝備模塊通信(Cluster Tool Module Communication,CTMC)標(biāo)準(zhǔn)的控制命令[1]。SEMI(Semiconductor Equipment and Materials Institute,國(guó)際IC裝備和材料協(xié)會(huì))國(guó)際標(biāo)準(zhǔn)是實(shí)現(xiàn)集束型IC裝備的基礎(chǔ)和規(guī)范,符合SEMI標(biāo)準(zhǔn)是300mm晶圓加工廠的基本要求。目前國(guó)外對(duì)于CTC控制軟件的研究已經(jīng)向標(biāo)準(zhǔn)化、通用化控制系統(tǒng)平臺(tái)的總體趨勢(shì)發(fā)展。
目前已有一些與CTC實(shí)時(shí)調(diào)度系統(tǒng)相關(guān)的研究成果。文獻(xiàn)[1~3]提出了基于現(xiàn)場(chǎng)總線技術(shù)的CTC調(diào)度系統(tǒng)框架模型,但該模型并不符合SEMI標(biāo)準(zhǔn)。TrackSim系統(tǒng)采用Brook公司的AutoMod作為3D動(dòng)畫(huà)建模工具,并應(yīng)用到涂膠顯影工藝的Track機(jī)上,可用其評(píng)估不同的投料和派工規(guī)則的性能[4]。文獻(xiàn)[5]提出了基于加工和搬運(yùn)模塊狀態(tài)機(jī)的CTC系統(tǒng)實(shí)時(shí)調(diào)度系統(tǒng)框架,并對(duì)設(shè)備失效、通信延遲等異常情況提供了處理方法。ClusterSim是基于AutoMod仿真系統(tǒng)的可定制仿真軟件,該軟件提供了詳細(xì)的統(tǒng)計(jì)報(bào)表,ToolSim系統(tǒng)是該系統(tǒng)的升級(jí)版本,應(yīng)用在位于美國(guó)得克薩斯州的半導(dǎo)體生產(chǎn)線化學(xué)氣相淀積設(shè)備上。SWP(Single Wafer Processing)系統(tǒng)由韓國(guó)三星電子開(kāi)發(fā),用來(lái)測(cè)試臨時(shí)晶圓到達(dá)時(shí)的在線調(diào)度方法[6]。以上CTC調(diào)度系統(tǒng)相關(guān)研究沒(méi)有考慮采用SEMI標(biāo)準(zhǔn),其效果與實(shí)際存在較大差異。
在對(duì)SEMI標(biāo)準(zhǔn)的研究基礎(chǔ)上,本文首先提出了滿足SEMI標(biāo)準(zhǔn)的CTC實(shí)時(shí)調(diào)度系統(tǒng)框架模型,包括用戶界面層、作業(yè)與調(diào)度管理層、模塊管理層、數(shù)據(jù)通信協(xié)議層和模塊控制器層。然后通過(guò)分析調(diào)度系統(tǒng)的測(cè)試和驗(yàn)證過(guò)程,利用“虛擬控制”的思想,對(duì)調(diào)度系統(tǒng)框架模型進(jìn)行了驗(yàn)證。
1 基于SEMI標(biāo)準(zhǔn)的CTC控制軟件
1.1 SEMI標(biāo)準(zhǔn)
SEMI標(biāo)準(zhǔn)是國(guó)際IC裝備和材料協(xié)會(huì)聯(lián)合全球半導(dǎo)體制造廠、設(shè)備制造商共同制定的一系列針對(duì)半導(dǎo)體設(shè)計(jì)、制造、材料、加工等方面的行業(yè)標(biāo)準(zhǔn)規(guī)范,自動(dòng)化軟硬件標(biāo)準(zhǔn)是其中重要的組成部分。
1.2 CTC控制軟件
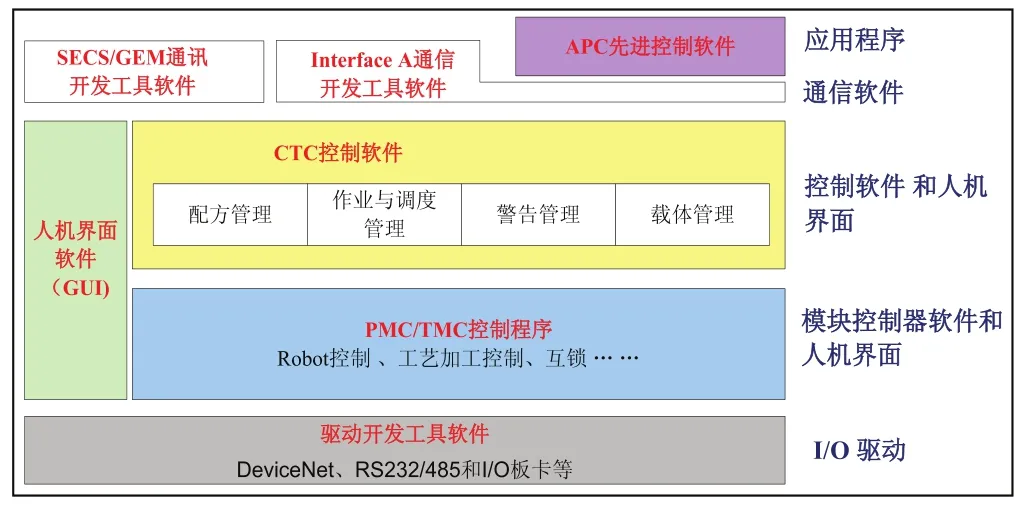
圖1 CTC控制軟件架構(gòu)
CTC控制軟件的主要工作是遵循SEMI標(biāo)準(zhǔn),規(guī)劃生產(chǎn)及傳輸工作,管理與協(xié)調(diào)PMC和TMC控制器,并通過(guò)人機(jī)界面與操作人員溝通。CTC控制軟件架構(gòu)如圖1所示,主要由用于批次晶圓管理的控制單元、用于晶圓加工和傳輸?shù)恼{(diào)度單元及PMC/ TMC(Transfer Module Controller)監(jiān)控單元等部分構(gòu)成;同時(shí),CTC控制軟件提供開(kāi)放接口,支持用戶專用裝備的定制化開(kāi)發(fā)。具體描述如下:
作業(yè)與調(diào)度管理(Job Management)模塊包含了工藝過(guò)程管理(Processing Managemen, E40)和控制作業(yè)管理(Control Job Management, E94)兩部分。工藝過(guò)程管理的主要功能是確保使用正確的配方(Recipe)來(lái)進(jìn)行工藝制造,并管理工藝過(guò)程所用的資源。控制作業(yè)管理部分可管理多個(gè)工藝過(guò)程,以及多個(gè)運(yùn)載器(傳輸平臺(tái)裝置),對(duì)這些任務(wù)及資源進(jìn)行宏觀的管理和調(diào)度。
配方管理(Recipe Management)模塊遵循SEMI E42標(biāo)準(zhǔn)。主要包含配方管理和配方解釋執(zhí)行兩部分,同時(shí)還提供了配方的編輯、下載及上載等服務(wù)。
產(chǎn)品跟蹤(E90)等標(biāo)準(zhǔn)。物料移動(dòng)管理部分對(duì)物料的傳輸過(guò)程進(jìn)行標(biāo)準(zhǔn)化。產(chǎn)品跟蹤部分提供了對(duì)晶圓在整個(gè)加工處理過(guò)程中的跟蹤功能。
2 調(diào)度系統(tǒng)架構(gòu)模型
CTC是一個(gè)復(fù)雜的控制軟件,它完成與本地模塊控制器的消息傳遞與協(xié)調(diào)。其核心部分的調(diào)度與控制邏輯由CTC的調(diào)度系統(tǒng)實(shí)現(xiàn)。如圖2所示,該調(diào)度系統(tǒng)是一個(gè)分層架構(gòu)模型,包括用戶界面層、作業(yè)與調(diào)度管理層、模塊管理層、數(shù)據(jù)通信協(xié)議層和模塊控制器層。作業(yè)與調(diào)度管理層根據(jù)裝備的狀態(tài)變化或模塊控制器中發(fā)生的事件確定高層調(diào)度決策,以使這些模塊能很好地相互協(xié)作,按照配方指定的晶圓流模式加工晶圓。
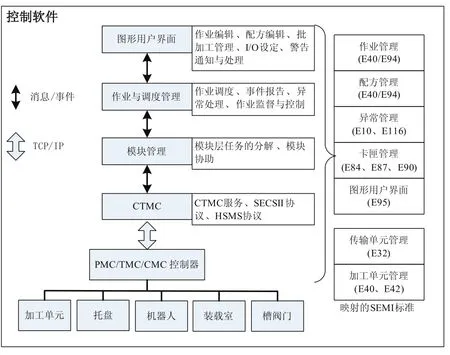
圖2 調(diào)度系統(tǒng)架構(gòu)模型
模塊控制器包括加工單元控制程序(Process Module Controller, PMC)和傳輸單元控制程序(Transfer Module Controller, TMC)。PMC從CTC下載配方,監(jiān)視和控制配方的執(zhí)行過(guò)程和托盤(pán)在加工位置和傳輸位置之間升降移動(dòng)。TMC控制真空機(jī)器人,在裝載室、加工單元腔體之間的裝載、移動(dòng)和卸載。
2.1 作業(yè)與調(diào)度管理層
如圖3所示,作業(yè)與調(diào)度管理層讀取作業(yè)數(shù)據(jù)表以確定控制命令,作業(yè)數(shù)據(jù)表由調(diào)度決策產(chǎn)生的加工作業(yè)和搬運(yùn)作業(yè)構(gòu)成,制程工程師根據(jù)加工配方和晶圓流程模式調(diào)用調(diào)度算法庫(kù)的算法并產(chǎn)生調(diào)度決策。調(diào)度算法庫(kù)包括整數(shù)規(guī)劃模型、啟發(fā)式算法等構(gòu)成[7,8]。
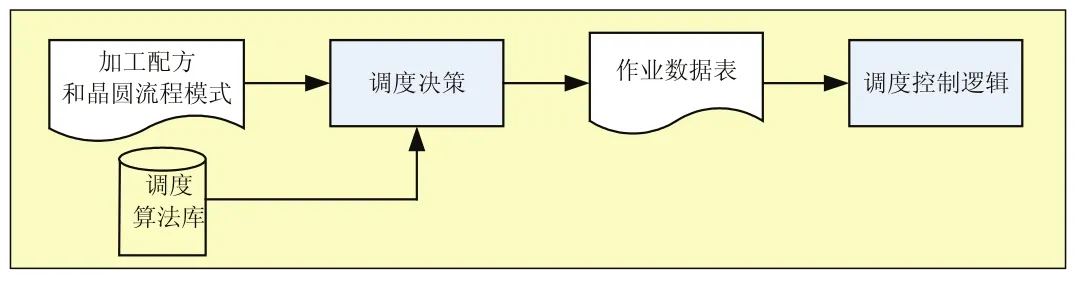
圖3 調(diào)度過(guò)程示意圖
2.2 模塊管理層
作業(yè)與調(diào)度管理層產(chǎn)生高層控制命令(作業(yè)),這些作業(yè)在模塊管理層將會(huì)被進(jìn)一步分解為具體的調(diào)度任務(wù)。
加工模塊作業(yè)分解成一系列循環(huán)操作:腔室準(zhǔn)備(托盤(pán)上移準(zhǔn)備接受一個(gè)晶圓)→晶圓準(zhǔn)備(槽閥打開(kāi))→關(guān)閉(槽閥關(guān)閉)→晶圓完成(托盤(pán)下移準(zhǔn)備處理晶圓)→準(zhǔn)備(讀取處理處方)→加工(開(kāi)始加工)。加工模塊從調(diào)度控制邏輯接受控制命令,從而完成每一操作步驟,并向其發(fā)送響應(yīng)以表示命令完成或失敗。同樣,搬運(yùn)模塊也要分解成一系列的操作:準(zhǔn)備→晶圓準(zhǔn)備(槽閥打開(kāi))→執(zhí)行機(jī)械手的裝載、卸載或交換雙臂操作→關(guān)閉(槽閥關(guān)閉)。
2.3 數(shù)據(jù)通信協(xié)議層
數(shù)據(jù)通信協(xié)議屬于SEMI標(biāo)準(zhǔn)中的設(shè)備自動(dòng)化/軟件標(biāo)準(zhǔn),包括SECS-I、HSMS和SECS-II三個(gè)標(biāo)準(zhǔn)。根據(jù)各個(gè)標(biāo)準(zhǔn)的內(nèi)容,按照協(xié)議分層。其中,SECS-I和HSMS屬于傳輸協(xié)議標(biāo)準(zhǔn),描述了數(shù)據(jù)是如何通過(guò)物理媒介在設(shè)備與主機(jī)之前傳輸?shù)模簿褪乔皟煞N協(xié)議負(fù)責(zé)數(shù)據(jù)通信的建立和斷開(kāi),而SECS-II屬于消息格式標(biāo)準(zhǔn),定義了在設(shè)備與主機(jī)之前進(jìn)行雙向會(huì)話時(shí)所使用的消息格式。
2.4 模塊控制器層
1)加工模塊控制器架構(gòu)
加工模塊控制器主要接收來(lái)自CTC的命令,并從資料數(shù)據(jù)庫(kù)下載加工配方,并根據(jù)配方中的參數(shù)去完成特定的加工,并將執(zhí)行加工的結(jié)果返還PMC。如圖4所示PMC與CTC之間的通訊遵循CTMC的標(biāo)準(zhǔn),其通訊的內(nèi)容格式依照SECSII的消息格式,與CTC的網(wǎng)絡(luò)連接依照HSMS標(biāo)準(zhǔn),PMC必須擁有圖形用戶界面來(lái)監(jiān)控加工模塊體的狀態(tài)、提供配方編輯的界面、顯示各種例外狀況和事件、3D模型顯示加工過(guò)程、用戶權(quán)限配置界面、IO配置等。

圖4 加工模塊控制器架構(gòu)
搬運(yùn)模塊控制器與加工模塊控制器具有類似的架構(gòu),所以在此不詳細(xì)論述該模塊的軟件架構(gòu)。
2)模塊控制器層模型
在實(shí)時(shí)調(diào)度系統(tǒng)中,PMC和TMC作用為執(zhí)行上層下達(dá)的命令,并以消息事件返回給上層,通告命令的執(zhí)行情況。因此,模塊控制器僅模擬實(shí)際加工模塊、搬運(yùn)模塊、托盤(pán)和槽閥等必要的活動(dòng),并且不考慮低層的I/O驅(qū)動(dòng)程序和其它管理功能(配方管理等)。圖5給出上述組成模塊的狀態(tài)圖。
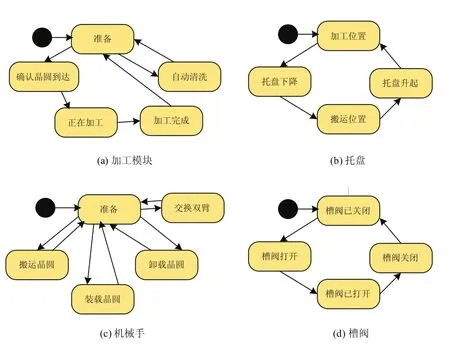
圖5 模塊控制器狀態(tài)圖
3 調(diào)度系統(tǒng)的測(cè)試與驗(yàn)證
開(kāi)發(fā)階段使用“虛擬控制”思想對(duì)調(diào)度系統(tǒng)進(jìn)行測(cè)試和驗(yàn)證。“虛擬控制”需要完成以下功能:1) 開(kāi)發(fā)人員可以指定各種操作加工單元和傳輸單元的測(cè)試場(chǎng)景;2) 仿真模塊控制器要像真實(shí)的PMC和TMC控制程序一樣遵循CTMC標(biāo)準(zhǔn);3)模塊管理層具有CTMC通信接口,各個(gè)組成部分應(yīng)遵循對(duì)應(yīng)的CTMC標(biāo)準(zhǔn);4) 能夠提供適當(dāng)?shù)姆治龉ぞ撸奖汩_(kāi)發(fā)人員從不同角度識(shí)別錯(cuò)誤和分析統(tǒng)計(jì)。圖6的測(cè)試和驗(yàn)證系統(tǒng)包括三個(gè)加工測(cè)試模塊和一個(gè)機(jī)械手物料搬運(yùn)測(cè)試模塊。
各組成部分詳細(xì)解釋如下:
測(cè)試場(chǎng)景:用戶可以自定義晶圓流程模式和加工晶圓數(shù)量,模擬加工一批晶圓的調(diào)度過(guò)程,或者用手工方式向模塊控制器發(fā)命令。通信連接可以設(shè)定模塊控制器和CTC軟件互連所需IP地址和端口,該通信連接在TMC與PMC仿真程序也有類似功能菜單,不同的是,CTC作為網(wǎng)絡(luò)連接的客戶端,PMC作為網(wǎng)絡(luò)連接的服務(wù)端,而TMC既要作為客戶端與PMC連接,又要作為服務(wù)端接收CTC的連接。
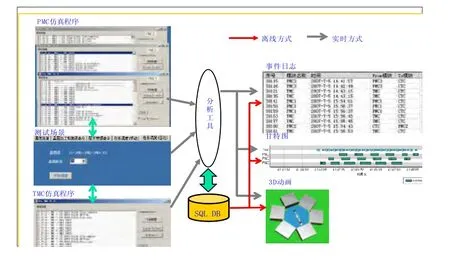
圖6 測(cè)試和驗(yàn)證系統(tǒng)
模塊管理程序:基于網(wǎng)絡(luò)事件驅(qū)動(dòng)的有限狀態(tài)機(jī),根據(jù)網(wǎng)絡(luò)通信對(duì)象不同,可以為通信客戶端或者服務(wù)端,自動(dòng)進(jìn)行網(wǎng)絡(luò)連接、超時(shí)斷開(kāi)等(HSMS協(xié)議);能夠?qū)TC發(fā)來(lái)的SECS-II格式解碼為模塊控制器需要的消息事件,改變模塊控制器狀態(tài)機(jī)的狀態(tài),并將模塊控制器返回消息編碼為SECS-II格式。HSMS/SECS-II協(xié)議最終實(shí)現(xiàn)是通過(guò)面向?qū)ο蟮姆椒ǎ╟omposite和visitor設(shè)計(jì)模式)。
PMC與TMC仿真程序: PMC和TMC這兩類仿真對(duì)象具有相同的父類,其函數(shù)名稱以對(duì)應(yīng)的事件或者命令命名,例如functionS4F23。每個(gè)模塊控制器仿真程序的狀態(tài)機(jī)由事件驅(qū)動(dòng)函數(shù)實(shí)現(xiàn),每個(gè)函數(shù)作為一個(gè)例程在一個(gè)狀態(tài)下執(zhí)行并且發(fā)送相應(yīng)的回報(bào)消息,例如:在從CTC接收了控制命令后,從數(shù)據(jù)庫(kù)中讀取加工配方,在適當(dāng)?shù)臅r(shí)間過(guò)后向CTC發(fā)出一個(gè)完成事件消息(例如:加工單元完成加工任務(wù)S4F23)。與PMC相比,TMC不僅需要與CTC通信,同時(shí)要建立多個(gè)線程與多個(gè)PMC通信,因此較為復(fù)雜。底層物理設(shè)備模擬需要考慮模擬信號(hào)、數(shù)字信號(hào)、加工時(shí)間以及意外事件,因僅對(duì)調(diào)度控制邏輯進(jìn)行驗(yàn)證,因此采用延時(shí)程序表示加工耗時(shí),并定義異常事件規(guī)則庫(kù),對(duì)應(yīng)測(cè)試場(chǎng)景的意外事件類型和發(fā)生概率,滿足系統(tǒng)對(duì)隨機(jī)意外情況的測(cè)試需求。
分析工具:分析工具既可以在線分析實(shí)時(shí)數(shù)據(jù),也可以離線查看數(shù)據(jù)庫(kù)的歷史數(shù)據(jù)。這些消息包括CTC中的配方管理、調(diào)度程序與通信模塊管理程序之間的消息,CTC和模塊控制器程序之間的事件和控制消息。消息日志的消息格式為:模塊名稱、時(shí)間發(fā)生時(shí)間、發(fā)送模塊和接受模塊、消息名稱等記錄。分析工具的Gantt圖生成程序按CTC和模塊控制器名稱查詢所需的消息事件集合,按加工單元和機(jī)械手搬運(yùn)單元分類實(shí)時(shí)顯示晶圓加工和搬運(yùn)狀態(tài);分析消息發(fā)生的時(shí)間,以及消息間的時(shí)序邏輯關(guān)系,精確地計(jì)算晶圓加工時(shí)間、在加工單元的滯留時(shí)間、系統(tǒng)的產(chǎn)能等等。3D圖形動(dòng)畫(huà)程序是由基于虛擬建模語(yǔ)言(Virtual Reality Modeling Language, VRML)開(kāi)發(fā)。3D圖形動(dòng)畫(huà)程序分析數(shù)據(jù)庫(kù)內(nèi)CTC和模塊控制器的事件消息,按著模塊事件和狀態(tài)定義改變對(duì)應(yīng)模塊的二維幾何形狀,實(shí)時(shí)顯示它們的圖形狀態(tài)。與單一監(jiān)視事件日志相比,檢查甘特圖、圖形動(dòng)畫(huà)和統(tǒng)計(jì)結(jié)果極大地改進(jìn)了驗(yàn)證過(guò)程,同時(shí)也極大地改善了調(diào)度程序開(kāi)發(fā)人員和系統(tǒng)工程師之間的通信。
4 結(jié)論
本文提出了滿足SEMI標(biāo)準(zhǔn)的CTC調(diào)度系統(tǒng)架構(gòu)模型,該模型分為包括用戶界面層、作業(yè)與調(diào)度管理層、模塊管理層、數(shù)據(jù)通信協(xié)議層和模塊控制器層,并利用“虛擬控制”思想對(duì)該調(diào)度系統(tǒng)架構(gòu)模型進(jìn)行了驗(yàn)證。結(jié)果表明該架構(gòu)模型可以在開(kāi)發(fā)階段降低驗(yàn)證工作量,減少后期錯(cuò)誤檢測(cè)量、縮短系統(tǒng)開(kāi)發(fā)周期,因此具有一定現(xiàn)實(shí)意義與應(yīng)用價(jià)值。
[1]LEE T E, LEE J H.An integrated application framework for a cluster tool controller for semiconductor manufacturing[A].IEEE International Conference of Emerging Technologies and Factory Automation[C].2001,775-778.
[2]LEE J H, LEE T E.A supervisory equipment control application model for integrated semiconductor manufacturing equipment[J].IEEE Robotics and Automation Magazine, 2004, 11(1): 41-58.
[3]LEE J H, LEE T E, PARK J Y.Cluster tool module communication based on a high-level fieldbus[J].International Journal of Computer Integrated Manufacturing, 2004, 17(2): 151-170.
[4]HONG S B, LEE D Y, YOON H J.Semiconductor track system simulator[A].Proceeding of the IEEE international conference on systems, man, and cybernetics[C].2001,1036-1040.
[5]SHIN Y H, LEE T E, KIM J H, et al.Modeling and implementing a real-time scheduler for dual-armed cluster tools[J].Computers in Industry, 2001, 45(1): 13-27.
[6]KIM W S, JEON Y H, KWAK S J, et al.High-fidelity simulation of integrated single-wafer processing tools for evaluation of scheduling algorithms[J].Robotics and Computer-Integrated Manufacturing, 2009, 25(1): 107-121.
[7]YANG F J, WU NQ, YAN Q, et al.Petri Net-Based Optimal One-Wafer Cyclic Scheduling of Hybrid Multi-Cluster Tools in Wafer Fabrication[J].IEEE Transactions on Semiconductor Manufacturing, 2014, 27(2): 192-203.
[8]WIKBORG U, LEE T E.Noncyclic Scheduling for Timed Discrete-Event Systems With Application to Single-Armed Cluster Tools Using Pareto-Optimal Optimization[J].IEEE Transactions on Automation Science and Engineering,2013, 10(3):699-710.
[9]YAN Q, WU NQ, ZHOU M C.A Petri Net-Based Novel Scheduling Approach and Its Cycle Time Analysis for Dual-Arm Cluster Tools With Wafer Revisiting[J].IEEE Transactions on Semiconductor Manufacturing, 2013,26(1): 100-111.
[10]KIM H J, Lee T E.Scheduling Cluster Tools With Ready Time Constraints for Consecutive Small Lots[J].IEEE Transactions on Automation Science and Engineering,2013, 10(1):145-159.
猜你喜歡
河北理科教學(xué)研究(2020年3期)2021-01-04 01:49:52
小學(xué)科學(xué)(學(xué)生版)(2020年2期)2020-03-03 13:40:18
鐵道通信信號(hào)(2020年10期)2020-02-07 01:01:32
小學(xué)科學(xué)(學(xué)生版)(2020年1期)2020-01-19 06:02:10
成都信息工程大學(xué)學(xué)報(bào)(2019年3期)2019-09-25 08:31:10
三門(mén)峽職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2019年1期)2019-06-27 07:32:58
小說(shuō)月刊(2014年9期)2014-04-20 08:58:08
筑路機(jī)械與施工機(jī)械化(2014年4期)2014-03-01 02:59:05
自動(dòng)化博覽(2014年9期)2014-02-28 22:33:17
自動(dòng)化博覽(2014年4期)2014-02-28 22:31:15
