基于機(jī)器視覺的銑刀鈍化鈍圓半徑檢測(cè)
2015-07-07 07:05:22周應(yīng)斌劉持平趙雪峰唐海峰
制造業(yè)自動(dòng)化 2015年2期
周應(yīng)斌,何 林,劉持平,趙雪峰,唐海峰
(貴州大學(xué) 機(jī)械工程學(xué)院,貴陽 550003)
0 引言
普通硬質(zhì)合金立銑刀在精磨之后會(huì)存在毛邊、小蹦刃、鋸口等微觀缺陷,這些微觀缺陷會(huì)加速刀具磨損,嚴(yán)重影響刀具的切削性能和壽命。通過銑刀刃口鈍化能夠明顯增強(qiáng)刀具穩(wěn)定性,提高刀具使用壽命。在刀尖半徑檢測(cè)方面,2011年馬來西亞Chian, G.J.Ratnam, M.M搭建了基于機(jī)器視覺的刀尖半徑測(cè)量系統(tǒng),2012年Lim, T.Y運(yùn)用平面掃描2D圖像方式測(cè)量刀尖半徑,其測(cè)量最大絕對(duì)偏差低于5%。而國(guó)內(nèi)刀具鈍圓半徑測(cè)量主要有光學(xué)投影儀、觸針式表面輪廓測(cè)量?jī)x等方法,取得了不少進(jìn)展,但在精度、效率、適應(yīng)性等方面不盡如人意,缺乏實(shí)用性。王俊元、李金斗開發(fā)了基于機(jī)器視覺的刀具參數(shù)檢測(cè)系統(tǒng),系統(tǒng)測(cè)量精度不高,通用性不強(qiáng)。徐潔、田軍委對(duì)數(shù)控立銑刀基本參數(shù)視覺測(cè)量方法進(jìn)行了研究,減小了測(cè)量中人為因素的影響。
我校與西南工具集團(tuán)有限公司合作,搭建了立銑刀鈍化檢測(cè)硬件平臺(tái)。本文在利用該平臺(tái)進(jìn)行圖像采集的基礎(chǔ)上,運(yùn)用美國(guó)NI公司的Lab VIEW編程軟件,開發(fā)基于機(jī)器視覺的銑刀鈍化鈍圓半徑檢測(cè)系統(tǒng),實(shí)現(xiàn)了鈍圓半徑的精確測(cè)量。
1 硬件平臺(tái)

圖1 硬件系統(tǒng)流程圖
硬件平臺(tái)主要包括照明系統(tǒng)、立銑刀、CMOS工業(yè)相機(jī)、圖像采集卡以及軟件系統(tǒng)如圖1所示。照明系統(tǒng)實(shí)現(xiàn)對(duì)被測(cè)刀具的穩(wěn)定、均勻照明;COMS工業(yè)相機(jī)精確采集刀具圖像;圖像采集卡完成圖像信息的高分辨率、高精度、高速度傳輸。針對(duì)該系統(tǒng)要求選取如下硬件:相機(jī)選用MV-EM1400C型相機(jī),其1400萬的像素在視場(chǎng)為5mm×5mm時(shí)像素精度可達(dá)1.5μm;鏡頭選用清晰度高、倍率可變、光學(xué)無畸變、高對(duì)比度的BT-2316型雙遠(yuǎn)心鏡頭;光源采用OPT-RI9060-W型環(huán)形光;而標(biāo)定板則選用圓直徑0.25mm、孔距0.5mm、精度1μm的光學(xué)玻璃材質(zhì)標(biāo)定板。硬件平臺(tái)如圖2所示。

圖2 硬件平臺(tái)
2 圖像處理系統(tǒng)
圖像處理系統(tǒng)是介于圖像采集和鈍圓半徑檢測(cè)的中間環(huán)節(jié),該系統(tǒng)的重點(diǎn)是改善圖像質(zhì)量、提取邊緣輪廓,其對(duì)圖像處理的質(zhì)量影響參數(shù)檢測(cè)精度。其流程圖如圖3所示,系統(tǒng)前面板如圖4所示。

圖3 圖像處理流程圖
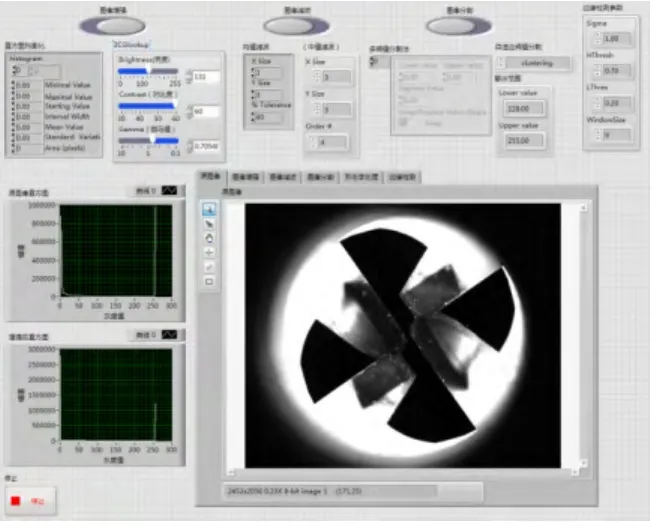
圖4 系統(tǒng)前面板
2.1 圖像增強(qiáng)
為改善圖像的視覺效果,增強(qiáng)圖像的目標(biāo)特性,本系統(tǒng)運(yùn)用IMAQ Equalize和IMAQ BCG Lookup兩個(gè)函數(shù)增強(qiáng)圖像。通過IMAQ Equalize VI重新分配圖像的像素值至線性化的累積直方圖,而在系統(tǒng)中設(shè)定的累積直方圖的類的數(shù)量越多該VI處理的精度越高,該方法對(duì)目標(biāo)和背景都太亮或者太暗的圖像處理效果較好。IMAQ BCG Lookup則是直接改變圖像的亮度、對(duì)比度、伽馬值等參數(shù),將原圖像的灰度直方圖處理成預(yù)期的直方圖。通過改變參數(shù)值使刀具輪廓更加清晰,增強(qiáng)了刀具與背景灰度差。
原圖像灰度密度分散,刀具和背景模糊,界限不明顯,如圖5所示。從圖6可以看出經(jīng)IMAQ Equalize VI增強(qiáng)后圖像灰度主要集中在15、140、255三個(gè)區(qū)域,其中灰度值15顯示刀具特征,140和255顯示背景特征,刀具特征突出,達(dá)到了圖像增強(qiáng)效果。運(yùn)用IMAQ BCG Lookup VI增強(qiáng)后的圖像灰度主要集中在0和255兩個(gè)區(qū)域,抑制了不感興趣的背景特征,達(dá)到了增強(qiáng)效果如圖7所示。
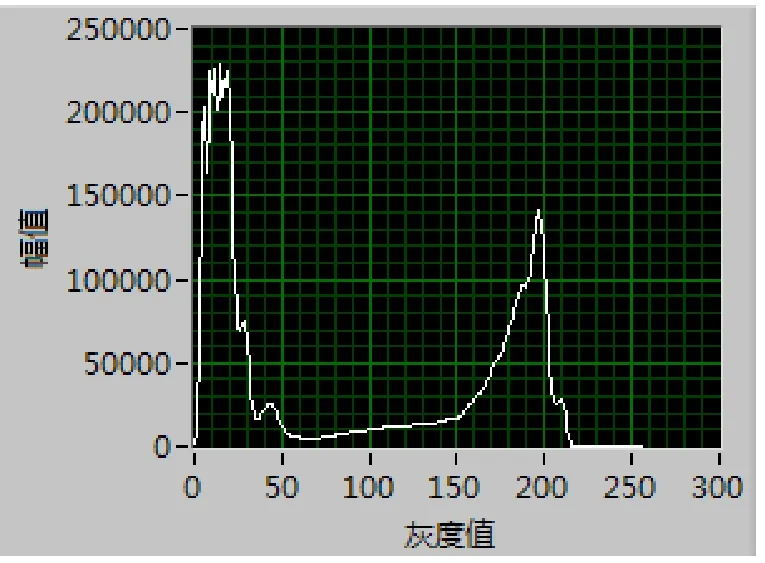
圖5 原圖像灰度密度
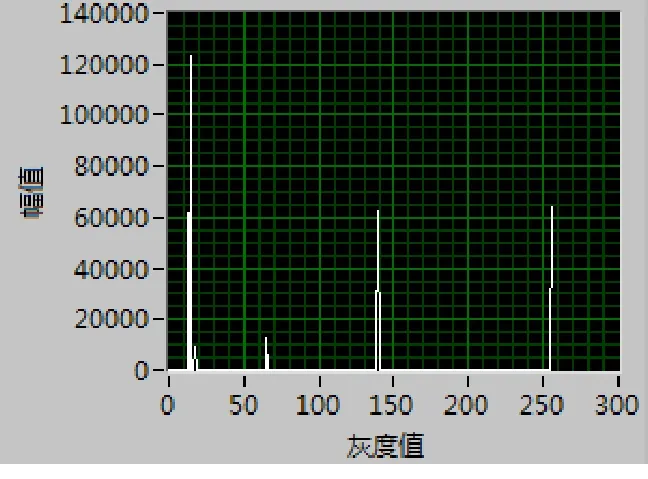
圖6 IMAQ Equalize增強(qiáng)后灰度密度
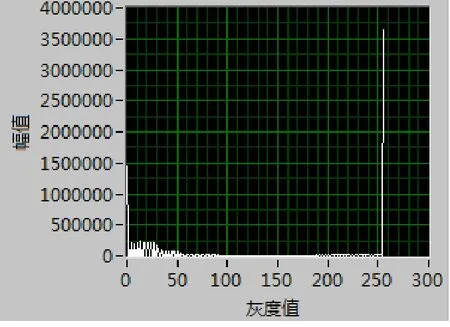
圖7 IMAQ BCG Lookup增強(qiáng)后灰度密度
2.2 圖像濾波
圖像噪聲存在于采集、輸入、處理和輸出的全過程,針對(duì)噪聲使圖像灰度值突變這一特性,本文對(duì)均值濾波進(jìn)行優(yōu)化,在濾波處理前加一個(gè)容忍系數(shù),如果圖像灰度值變化梯度大于容忍系數(shù)則用模板內(nèi)的均值代替目標(biāo)灰度值,如果小于設(shè)定的容忍系數(shù),則灰度值不變。這樣既能濾除噪聲,又能減少圖像輪廓失真。設(shè)圖像在(x,y)處的灰度值為g(x,y),處理后的灰度值f(x,y),m為模板中包含當(dāng)前像素在內(nèi)的像素總個(gè)數(shù),k為灰度值變化梯度,τ為設(shè)定的容忍系數(shù)。用公式表示如下:
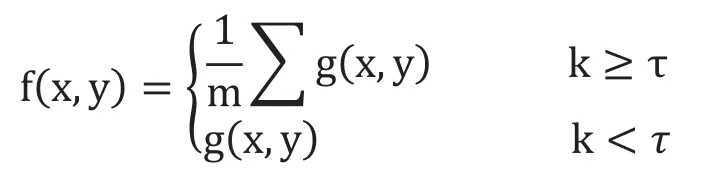
容忍系數(shù)τ的取值越小濾除噪聲效果越好,但圖像輪廓失真越大。故τ取值決定了對(duì)噪聲濾除效果和圖像失真度的取舍。
2.3 圖像分割
經(jīng)圖像增強(qiáng)和圖像濾波處理后的圖像背景簡(jiǎn)單,噪聲較少,刀具與背景對(duì)比明顯,且刀具和背景灰度值幾乎集中于0和255兩個(gè)區(qū)域。針對(duì)圖像這一特性,本系統(tǒng)運(yùn)用基于閾值分割方法中的多閥值分割法實(shí)現(xiàn)刀具輪廓與背景完全分割,有效提取刀具輪廓。設(shè)原圖像在(x,y)處的灰度值為g(x,y),處理后的灰度值f(x,y),P為設(shè)定的特定灰度值,T1和T2為灰度閥值。其公式如下:
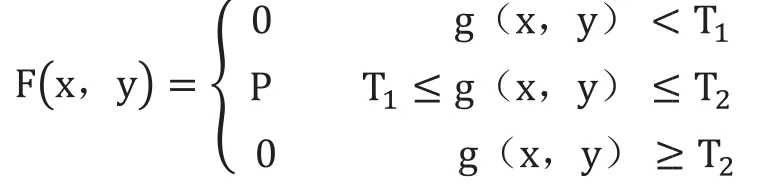
如果將式中閥值上線T2設(shè)定為最大灰度值255,則多閥值分割變?yōu)閱伍y值分割。
2.4 邊緣檢測(cè)
Canny算子相對(duì)于Roberts、Sobel等一階算子受噪聲干擾小、邊緣定位精度相對(duì)較高等優(yōu)點(diǎn)。其流程圖如圖8所示。

圖8 Canny算子流程圖
1)高斯平滑
運(yùn)用可分離濾波方法求圖像與高斯平滑濾波器卷積,得到一個(gè)已平滑的數(shù)據(jù)矩陣,其中g(shù)(i,j)表示輸入圖像。

其中σ是高斯函數(shù)的標(biāo)準(zhǔn)差,它控制著平滑程度。
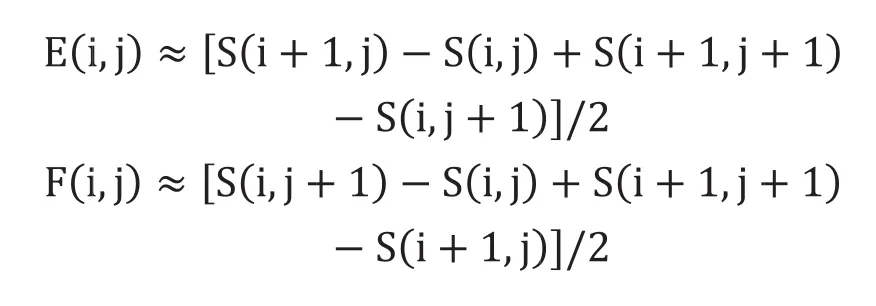
2)梯度計(jì)算
高斯平滑數(shù)據(jù)矩陣S(i,j)的梯度運(yùn)用2×2一階有限差分近似式來計(jì)算x與y偏導(dǎo)數(shù)的兩個(gè)矩陣E(i,j)與F(i,j):
幅值和方向角可用直角坐標(biāo)到極坐標(biāo)的坐標(biāo)轉(zhuǎn)化公式來計(jì)算。
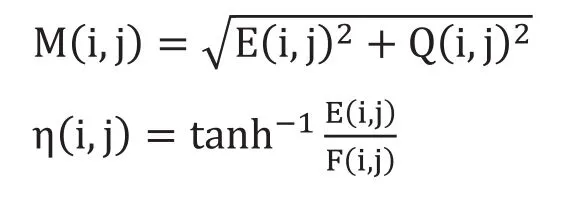
式中M(i,j)表示圖像的邊緣強(qiáng)度; (i,j)表示邊緣的方向。
原圖像經(jīng)圖像增強(qiáng)刀具與背景灰度差值增大,刀具特征與背景分離更加明顯,同時(shí)也抑制了不感興趣的背景特征,如圖9(a),圖9(b)所示。從圖9(c)中可以看出經(jīng)優(yōu)化后的均值濾波濾除了圖像中的干擾噪聲的同時(shí)刀具輪廓仍然清晰。運(yùn)用閥值分割法精確提取出刀具刀尖輪廓,將刀具與背景完全分離,如圖9(d)。圖9(e)為檢測(cè)出的邊緣輪廓,圖像經(jīng)放大后刀尖輪廓清晰,且刀尖輪廓近似圓弧,如圖9(f)所示。
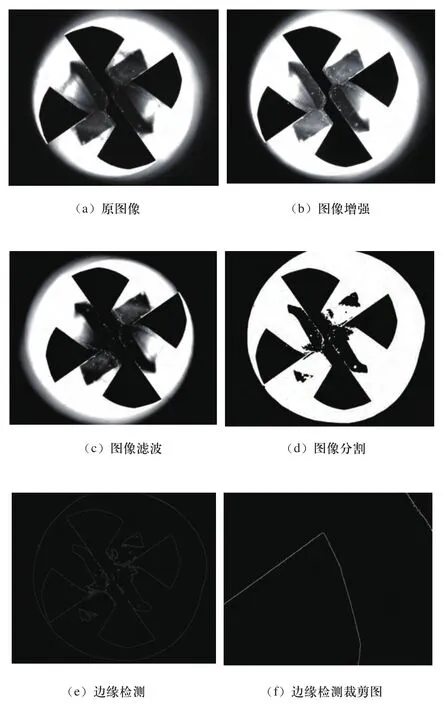
圖9 圖像處理步驟及結(jié)果
3 鈍圓半徑檢測(cè)
本系統(tǒng)鈍圓半徑檢測(cè)基本原理:將視場(chǎng)和視距相同的標(biāo)定板圖像和刀具圖像重合,提取標(biāo)定板圓形網(wǎng)格,輸入圓形網(wǎng)格真實(shí)參數(shù)值,校正其網(wǎng)格畸變,將標(biāo)定板實(shí)際尺寸值賦值給刀具圖像,最后運(yùn)用IMAQ Find Circular Edge 3函數(shù)提取刀具鈍圓輪廓,精確測(cè)量出刀具鈍圓半徑值。其流程圖如圖10所示。
將圖像放大后可看出銑刀刀尖端部近似一段圓弧,用IMAQ Find Circular Edge 3提取的銑刀鈍圓如圖11所示。鈍圓半徑測(cè)量結(jié)果如圖12所示,鈍圓中心的像素值為(243.4, 115.2),實(shí)際值為(515.99μm , 113.49μm)。鈍圓半徑像素值為9.01,實(shí)際尺寸為26.2μm。同時(shí)得出了該鈍圓的圓度為0.12,圓度是指工件的橫截面接近理論圓的程度,其值為最大半徑與最小半徑之差,越小越好,0.12的圓度表示該鈍圓接近于理論圓,可以用鈍圓半徑值衡量刀尖鈍化結(jié)果。最后項(xiàng)顯示圖像的平均信噪比(Average SNR),信噪比表示輸出信號(hào)與噪聲信號(hào)的比值,其值越大越好,當(dāng)信噪比大于60dB時(shí)圖像質(zhì)量?jī)?yōu)良,而結(jié)果值為297.46dB表示該圖像幾乎沒有噪聲干擾,測(cè)量結(jié)果真實(shí)可靠。

圖10 鈍圓半徑檢測(cè)流程圖
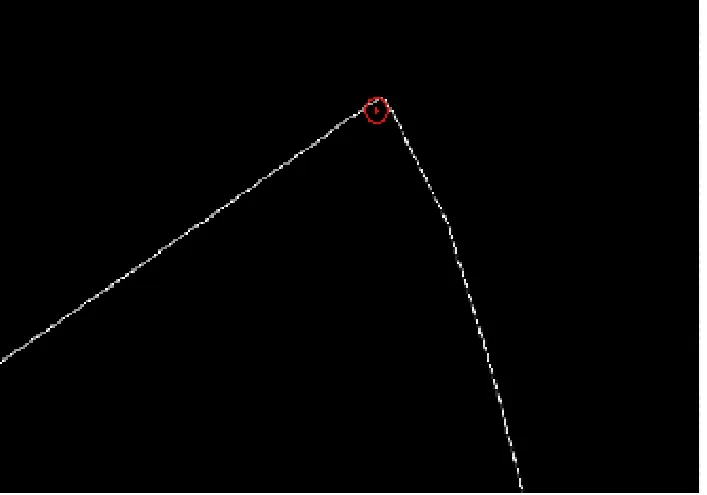
圖11 銑刀鈍圓
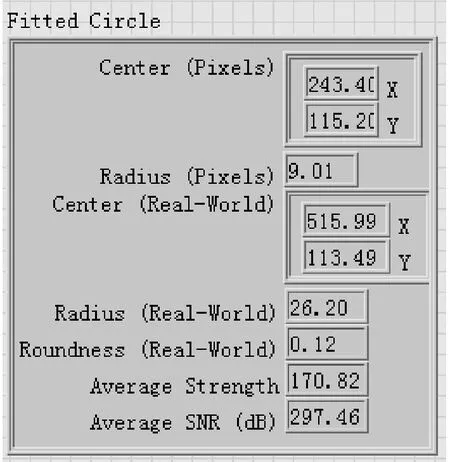
圖12 鈍圓半徑測(cè)量結(jié)果
4 結(jié)束語
本文運(yùn)用LabVIEW開發(fā)平臺(tái)搭建了基于機(jī)器視覺的銑刀鈍化鈍圓半徑檢測(cè)系統(tǒng)。該系統(tǒng)在運(yùn)用硬件平臺(tái)進(jìn)行圖像采集的基礎(chǔ)上用IMAQ Equalize和IMAQ BCGLookup兩個(gè)函數(shù)增強(qiáng)圖像,中值濾波除干擾噪聲,多閥值分割法分離出刀具和背景圖像,Canny邊緣算子精確提取出刀具輪廓;對(duì)圖像進(jìn)行標(biāo)定后運(yùn)用IMAQ Find Circular Edge 3函數(shù)精確測(cè)量出銑刀鈍圓半徑。為硬質(zhì)合金銑刀鈍化研究提供有力的支撐。
[1]劉月萍.銑削Ti6A14v刀具刃口鈍化研究[D].山東大學(xué),2010(4).
[2]Chian,G.J.Ratnam, M.M.Determination of tool nose radii of cutting inserts using machine vision.School of Mechanical Engineering, Universiti Sains Malaysia,Penang, Malaysia[J].Emerald Group Publishing Ltd,2011:127-137.
[3]Lim,T.Y., Ratnam,M.M.Edge detection and measurement of nose radii of cutting tool inserts from scanned 2-D images, Universiti Sains Malaysia[J].Elsevier Ltd,2012(11):1628-1642.
[4]李金斗.基于機(jī)器視覺的刀具參數(shù)檢測(cè)系統(tǒng)研究[D].中北大學(xué),2011(5):5-6.
[5]徐潔.數(shù)控立銑刀基本參數(shù)視覺測(cè)量方法研究[D].西安工業(yè)大學(xué),2014.4.
[6]陳汗青,萬艷玲,王國(guó)剛.數(shù)字圖像處理技術(shù)研究進(jìn)展[J].工業(yè)控制計(jì)算機(jī).2013(1):72-74.
[7]王蓉,孫玉秋.基于直方圖處理的局部圖像增強(qiáng)算法研究[J].長(zhǎng)江大學(xué)學(xué)報(bào).2013.01,10(1):25-27.
[8]王延翔.基于均值算法的混合噪聲圖像濾波算法的研究與實(shí)現(xiàn)[D].北京郵電大學(xué).2010.01
[9]石靜.圖像分割方法綜述[J].軟件導(dǎo)刊.2012,26(1):58-59.
[10]黃晶.基于小波和形態(tài)學(xué)的圖像邊緣檢測(cè)研究[D].西安科技大學(xué),2011(3).
[11]張玲艷.基于Canny理論的自適應(yīng)邊緣檢測(cè)方法研究[D].西北大學(xué),2009(6).
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國(guó)洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
