汽車后地板左/右縱梁沖壓成形性分析及模具設計
2015-06-22 14:38:09王海玲陳世濤何鵬申安徽江淮汽車股份有限公司技術中心
鍛造與沖壓 2015年8期
文/王海玲,陳世濤,何鵬申·安徽江淮汽車股份有限公司技術中心
汽車后地板左/右縱梁沖壓成形性分析及模具設計
文/王海玲,陳世濤,何鵬申·安徽江淮汽車股份有限公司技術中心
本文主要對汽車后地板左/右縱梁的沖壓工藝進行成形性分析,并通過CAE軟件進行有限元仿真模擬,根據分析結果優化工藝方案,規避后期工裝開發難點。此外,針對該縱梁沖壓件調試過程中容易出現的起皺、回彈、扭曲問題,提供有效的控制方法和解決措施。

王海玲,主要從事汽車車身沖壓件工藝及模具結構設計工作,曾參與多款車型的汽車車門、頂蓋、前圍外板及高強鋼零件等沖壓件的模具結構設計;獲得實用新型專利二十五項。
汽車梁類件起著支撐車體輪廓和承受車體重量的作用,是重要的內部結構件和安全部件,而縱梁則是各種車輛的基本骨架,在整車裝配時對其尺寸精度、搭接要求較高,其模具設計在汽車模具領域具有特殊地位。
如圖1所示,汽車后地板左/右縱梁一般為細長槽形件,腹面、翼面多有落差,不僅在高度方向上有起伏,在水平方向上也有彎曲,對于鉚合式底盤的裝配,其尺寸精度要求較高。后地板左/右縱梁除具備與后地板有很好的協調裝配間隙精度、表面一致性之外,在機械方面還必須滿足一定的剛度,以保證其在整個底盤件中對車身的支撐、減振等方面起著重要的作用。

圖1 某轎車后地板左縱梁
產品成形性分析
以我公司某車型轎車后地板左縱梁開發為例,如圖1所示,該縱梁采用B340LA材質,料厚1.4mm,零件所用板料較厚且鋼板強度較大,采用兩端開口拉延,會導致板件成形效果較差,極易出現起皺現象且后期無法消除。該后地板左/右縱梁采用局部開口的封閉拉延成形方式,由于封閉拉延時金屬切向減薄嚴重,容易出現拉延開裂,因此對毛坯形狀也有一定的要求,選用圖2所示的坯料形狀時,可有效緩解上述問題。

圖2 后地板左/右縱梁坯料形狀
對上述拉延成形工序進行過程模擬,并針對成形結果進行分析:
⑴在沖壓方向的垂直面上,測量毛坯各邊金屬流入凹模的量,發現該件成形時拐點處金屬流入量較多,分別為97.66mm、79.38mm;另一方面,成形時板件腹面料流難以控制,從而引起金屬的堆疊,最終導致成形時起皺。
⑵根據毛坯整體趨勢分布圖,發現產品成形后增厚率較低,滿足生產要求。在合模過程中由于拐點附近金屬流動困難,法蘭區域金屬流入凹模速度相對較緩。此外,當凸緣切向壓應力超過板材的臨界壓應力時,會引起塑性失穩,從而形成起皺趨勢,此過程直至合模結束,滯留金屬流向兩端及腹部,起皺趨勢逐漸減輕。
拉延模結構設計與優化
拉延是板件成形的重要工序之一,其成形效果的好壞直接影響沖壓件的最終質量,因此如何優化模具結構、實現有效控制坯料成形時的板料流動,從而避免起皺、開裂變得尤為重要。
普通拉延模主要依靠周圈拉延筋控制成形時周圈料流快慢,但對于后地板左/右縱梁的成形,由于板件較厚、形狀較復雜、材質抗拉強度高,成形時中間區域的料流控制相對較弱,很容易造成產品中間區域起皺。該后地板左/右縱梁拉延模采用一種帶壓料芯結構的拉延模具,可有效解決板料中間區域的起皺問題。
如圖3所示,該縱梁拉延模具中設計有壓料芯機構,用于產品中間腹面區域的壓料,同時采用氮氣彈簧來提供成形時的壓料力。根據產品拉延深度確定壓料芯的工作行程,初始狀態時,壓料芯上的凹模型面要低于凹模鑲塊構成的凹模型面約5mm。工作時應保證上模座與壓邊圈配合壓料,要先于壓料芯與凸模配合壓料約5mm,即上模座與壓邊圈配合壓住板料時壓料芯尚未接觸板料。
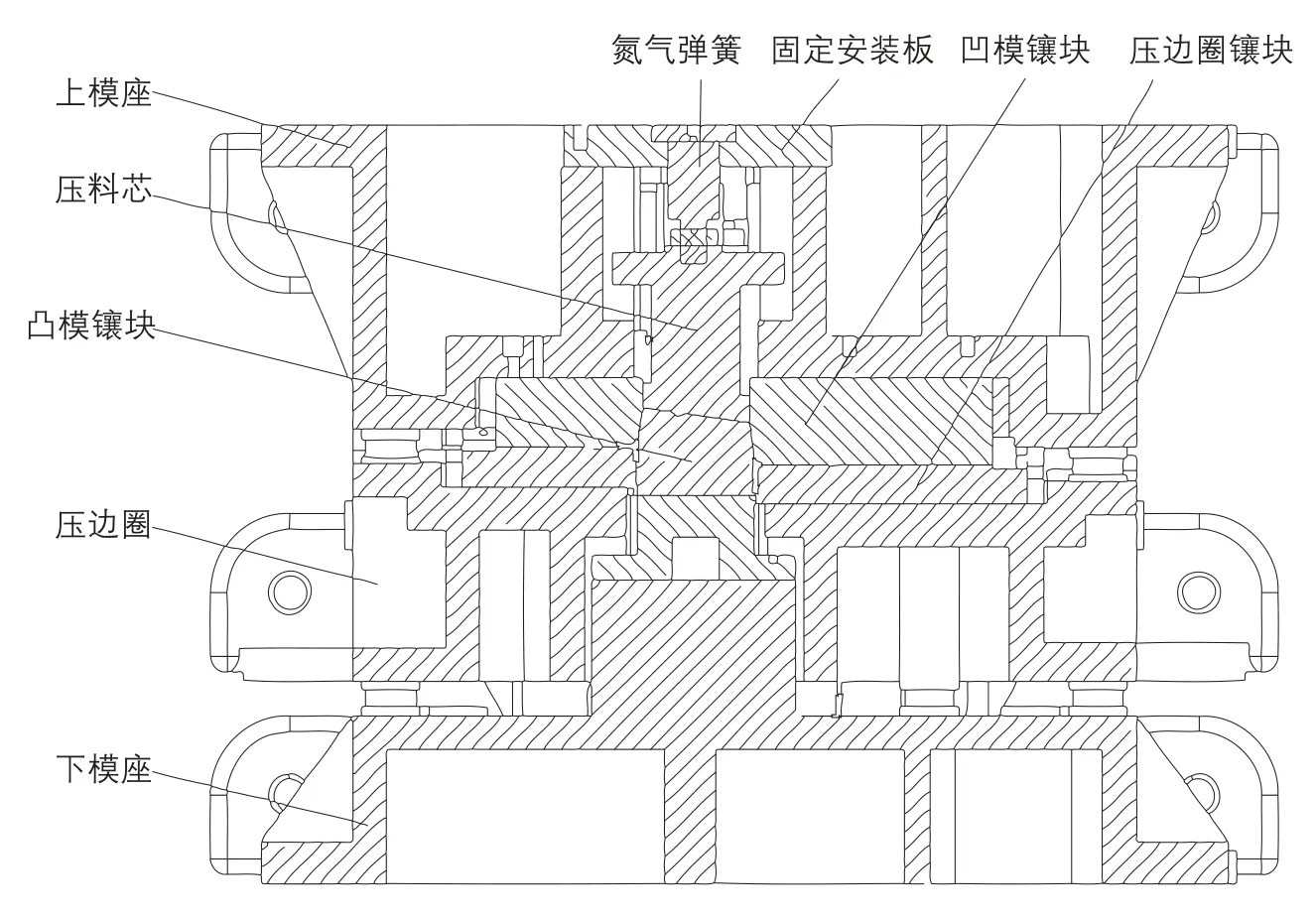
圖3 后地板左縱梁拉延模剖視圖
沖壓生產過程中,上模座隨著壓機向下運動,凹模鑲塊與壓邊圈鑲塊配合將坯料周圈壓緊,然后上模座與壓邊圈共同向下運動,坯料開始成形。隨后,在板料周圈壓緊后、凸模剛開始成形時,壓料芯與板料接觸并將板料中間區域壓緊,控制坯料中間區域的料流。
經過生產驗證,該種帶有壓料芯結構的拉延模具可有效控制板件中間區域成形多料起皺的質量問題。
回彈、扭曲問題分析及其解決方法
由于后地板左/右縱梁自身結構較為復雜,腹面、翼面均有落差,且在水平方向上為彎曲造型,其沖壓成形存在多種回彈、扭曲問題,大致可分為以下5種類型。
腹面拐點回彈
腹面拐點回彈主要是拐點處校形力不夠所致,大致由以下幾方面引起:⑴機床壓力不足;⑵未采取有效手段增加拐點區域校形力;⑶整形模對于運動部件(如頂件器)未采取有效措施防止失穩;⑷由于腹面落差比較大,凸模也承受一定側向力,而模具沒有設計相應的防側偏裝置。
針對以上因素,在模具結構和調試中采取以下控制方法:⑴增大壓制壓力;⑵為使腹面拐角區域充分校形,設計時凸模拐點區域高出相鄰面0.2 mm,并與相鄰面圓滑過渡;⑶增加整形模壓件器的穩定性,為避免其沿長度方向產生竄動,導向間隙不宜過大,盡可能按滑配取值;⑷對于腹面落差比較大的產品,模具設計時上下模要設計有效的防側部件;⑸即使以上因素都得到控制,但由于此類制件的特殊性,不可能完全消除回彈,可根據經驗取適當的回彈角抵消回彈。
兩側翼面回彈
兩側翼面回彈主要包括張口、收口兩種特征,對于收口回彈現象,多數原因是由于壓邊圈壓料力不足或壓料初始位置頂件器上型面低于凹模口所致。此外,成形壓力過大也會造成收口,此處不多論述,現主要分析張口回彈的主要原因及解決措施。
張口回彈形成的主要原因為:⑴圓角部位校形力不夠,不足以克服其彈性變形或屈服強度;⑵凸、凹模間隙過大;⑶翼邊拐角區域間隙控制不好造成局部變形(張口或起皺)。
相應解決措施:⑴整形凸模底面鏤空,增強圓角區校形;⑵凸、凹模間隙采取圓角鏤空;⑶針對拐角部位,適當減小變薄區間隙,適當放大增厚區間隙。
兩側翼面扭曲
⑴平直段間隙不均導致扭曲,通過提高加工、裝配與鉗工研磨質量,能避免立邊產生的波紋變形。⑵退料器位置設置不合理,零件退料不平衡導致翼面變形。合理選擇退料器安裝位置,能避免此類問題的發生。⑶翼面翻邊整形時少料區域應力不均衡,是造成翼面扭曲的主要原因,因此在拉延工序中相應區域適當做出工藝補充余料,可以從根本上解決此問題。
腹面扭曲
退料裝置位置設計不合理,會導致腹面變形。退料彈性頂銷及退料氣缸要均勻布置,在靠近拐點立邊平直部位設置退料器,若平直段較長,可再增加一組退料器,退料器前后兩側要保證同時與板料接觸。
整體外形扭曲、兩側翼邊高低不一
板件整體扭曲的主要原因:⑴縱梁腹面、翼邊多拐點,無導正措施。在凸模初始觸料與料流入凹模時,板料發生前后偏移,導致成形過程中產生內應力,而成形結束后,其應力釋放使縱梁外形變形;⑵翼邊拐點處因為材料變薄或變厚,分別產生一組或幾組相反的應力,脫模后應力釋放無法抵消,進而導致扭曲變形。
對于整體外形扭曲,生產中可采取以下措施解決:⑴在坯料易產生偏移的拐點區增加導正銷;⑵凹模口采用斜面結構,使材料更易流入;⑶有效控制翼面拐角區域間隙,在不影響使用的前提下,相鄰拐點圓角應盡可能一致;⑷成形中少料區域要設計相應的工藝余料進行補償,以減少應力差。
通過以上改進,最終得到的產品拉延件如圖4所示。

圖4 產品拉延件
結束語
縱梁類沖壓件是整車開發中必不可少的沖壓件之一,起皺、扭曲、回彈等質量問題普遍存在,開發難度較大,通過數值仿真模擬可有效實現成形過程分析,并有效指導產品過程開發。此外,經過驗證,發現帶有壓料芯結構的拉延模可有效解決起皺現象,大幅提高沖壓件成形質量。另一方面,企業可針對后地板左/右縱梁開發時存在扭曲、回彈問題,在生產調試階段進行分析、驗證,總結扭曲、回彈因素及其解決方法,為后續梁類沖壓件開發提供借鑒。
