一種新型自動砂輪切割機的設(shè)計與研究
2015-06-12 01:58:06王煥峰田新昊
機械制造 2015年3期
關(guān)鍵詞:單片機
□ 陳 暉 □ 王煥峰 □ 田新昊
東北林業(yè)大學 機電工程學院 哈爾濱 150040
材料切割是加工方式中不可或缺的,不同時代對切割機提出不同的加工要求。目前使用的切割機主要是針對金屬切割,切割模式單一,切割過程中需要操作人員憑經(jīng)驗掌控,造成切割效率較低[1]。為滿足加工需要,制造設(shè)計了新型自動化切割機,從而滿足切割速度快、切割質(zhì)量好、切割成本低、切割數(shù)量大的需要。
1 基本構(gòu)成
自動化切割機由機械系統(tǒng)和控制系統(tǒng)組成,機械系統(tǒng)主要由切割機構(gòu)、進給機構(gòu)、旋轉(zhuǎn)機構(gòu)、夾具、冷卻系統(tǒng)和機體等組成[2];控制系統(tǒng)采用PLC與單片機相結(jié)合的控制方式。機械系統(tǒng)總成如圖1所示。
1.1 切割機構(gòu)設(shè)計
切割機構(gòu)中主電機放置在轉(zhuǎn)動機架平臺上,主電機選擇三相異步電動機,通過膠帶傳動和齒輪傳動,驅(qū)動砂輪實現(xiàn)切割工作。一對耳座分別安裝在轉(zhuǎn)動機架和基座機體上,連接耳座的是電動螺桿伸縮機構(gòu)[3]。利用伸縮機構(gòu),改變伸縮連桿長度,使切割砂輪實現(xiàn)一定角度的旋轉(zhuǎn)運動。
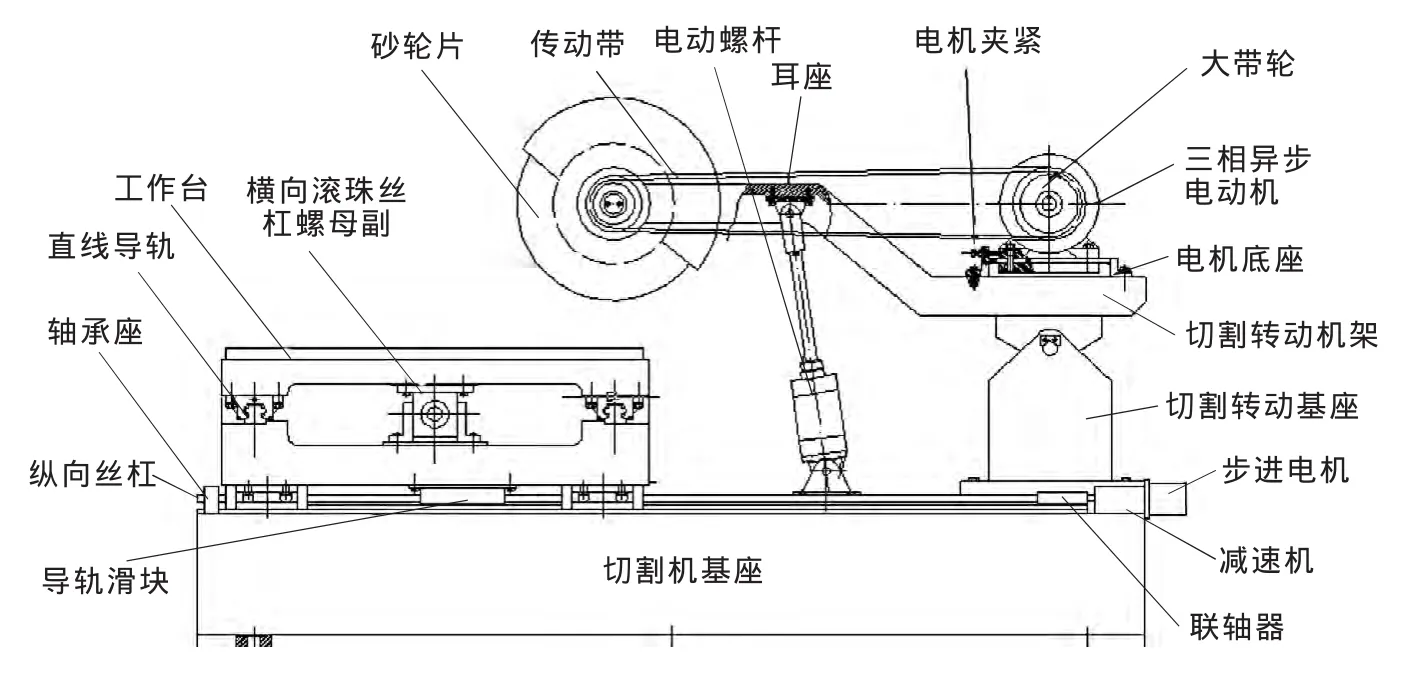
▲圖1 機械系統(tǒng)總成
為適應(yīng)多種材料的切割需要,主電機需要輸出不同的切割轉(zhuǎn)速,可以應(yīng)用PLC對主電機進行變頻調(diào)速控制,實現(xiàn)主電機轉(zhuǎn)速在200~3 000 r/min的轉(zhuǎn)換。伸縮機構(gòu)通過控制電動螺桿電機,實現(xiàn)伸縮連桿長度的變化,從而改變切割過程中砂輪片與工件之間的相迎角。自動化切割能夠大幅降低操作人員的勞動強度,切割質(zhì)量不再僅僅依靠操作人員的經(jīng)驗,減少了由操作失誤造成的不必要浪費。
1.2 整體構(gòu)成
進給機構(gòu)由工作平臺、橫向進給機構(gòu)和縱向進給機構(gòu)組成,工作臺為梯形槽工作臺,在梯形槽上可以安裝各種夾具,通過夾具夾緊工件[4]。針對不同型材和不規(guī)則形狀工件,設(shè)計不同的夾具,這樣既能保證合理夾緊工件,又能保證夾緊效果。
絲杠螺母機構(gòu)實現(xiàn)工作臺的橫向和縱向進給,橫向和縱向步進電機為工作臺進給提供動力。其中縱向步進電機與軸承座固定在機架上,該電機與減速器連接進行減速,使工作臺能以所需速度在直線導軌上縱向直線行進。橫向步進電機和軸承座固定在工作臺上,橫向步進電機通過聯(lián)軸器與橫向絲杠螺母機構(gòu)連接,橫向進給主要實現(xiàn)被切割工件與砂輪片的對刀。通過PLC控制橫向和縱向步進電機的進給,實現(xiàn)對工作臺位置的控制以及實現(xiàn)切割過程中工件的進給。
冷卻系統(tǒng)主要由噴頭、防護罩、導管、閥門、水泵、過濾網(wǎng)、儲液槽、循環(huán)儲液箱組成,冷卻系統(tǒng)不但可以實現(xiàn)在切割中對工件的冷卻,在加工完成后,還可實現(xiàn)對工作臺和工件進行清理,其工作流程如圖2所示。
用開關(guān)元件控制冷卻水泵的開啟與關(guān)閉,冷卻液的流速可以通過閥門旋鈕設(shè)定。冷卻工件后的冷卻液通過儲液槽回收,再通過導管回流到儲液箱進行循環(huán)利用。通過過濾網(wǎng)過濾掉切屑,一些小的殘渣進入儲液槽也會沉積到底部,方便清理。

▲圖2 冷卻流程圖
1.3 控制系統(tǒng)構(gòu)成
控制系統(tǒng)采用PLC與單片機相結(jié)合的方式,控制框圖如圖3所示。控制系統(tǒng)以PLC為核心,單片機作為顯示和輸入模塊,兩者通過串行通信,PLC主要解決數(shù)據(jù)處理和運行自動控制的問題,單片機顯示和輸入模塊由單片機、顯示電路、功能鍵盤、看門狗復(fù)位電路、電平轉(zhuǎn)換器等幾部分組成。系統(tǒng)正常工作時,單片機將設(shè)定的砂輪轉(zhuǎn)速、橫向進給速度、縱向進給速度、切割砂輪上下進給速度、切割量、切割工件參數(shù)、選擇切割的模式等信息通過RS-232接口與PLC進行通信,為保證單片機與PLC的正常通信,需要保證單片機的通信參數(shù)與PLC一致。
PLC按照用戶選擇的參數(shù)和切割方式對變頻器和步進電機驅(qū)動器發(fā)出控制信號,使工作臺、旋轉(zhuǎn)機架、砂輪片協(xié)調(diào)運動,進而完成切割任務(wù)。PLC的輸出端與變頻器和步進電機驅(qū)動器的輸入端相連,由模擬量I/O單元輸出的電壓信號控制變頻調(diào)速器的輸出頻率,達到調(diào)節(jié)轉(zhuǎn)速的目的。PLC為步進電機提供脈沖信號和電平信號,脈沖的個數(shù)決定了步進電機的轉(zhuǎn)動速度,控制脈沖信號的頻率就能控制步進電機的轉(zhuǎn)動速度,電平信號控制步進電機正向和反向旋轉(zhuǎn),通過這兩種信號來控制步進電機精確調(diào)節(jié)工作臺和砂輪片的位置和進給速度。
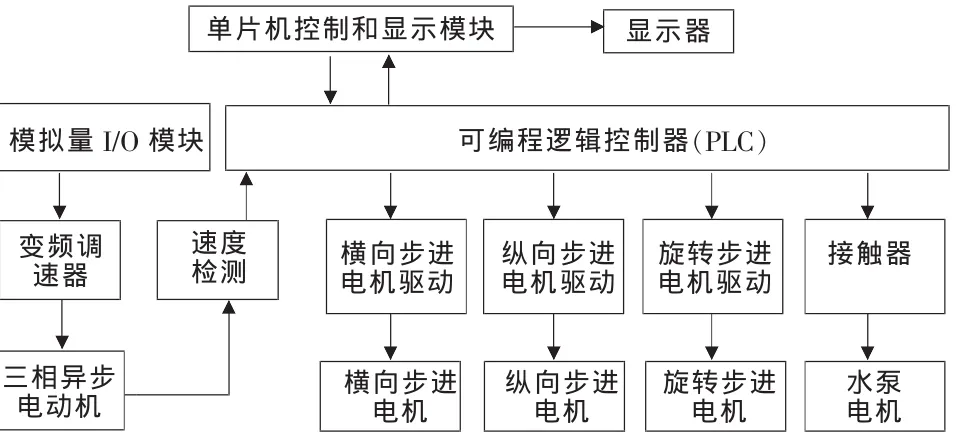
▲圖3 控制框圖
2 應(yīng)力分析
切割機切割是砂輪片與工件的相對運動過程,砂輪片一般厚度較小,理想工作狀態(tài)是:在砂輪片切割過程中不考慮砂輪兩側(cè)面對切割材料截面的磨削作用,只考慮砂輪片圓周面切削過程。建模的砂輪片為切割機支持的最大規(guī)格砂輪片250 mm×1.2 mm×32 mm。首先建立砂輪片和被切割工件的三維幾何模型,將三維模型導入到ANSYS中進行網(wǎng)格劃分,由于砂輪主要由磨粒和結(jié)合劑組成,磨粒的分布無規(guī)律可循,將兩者視為均質(zhì)整體,并對砂輪片采用映射網(wǎng)格式網(wǎng)格劃分,砂輪片網(wǎng)格劃分的單元等分段數(shù)為2 mm,單元個數(shù)為287 920。工件作為接觸部件采用分段式網(wǎng)格劃分法,在接觸區(qū)的網(wǎng)格尺寸為0.3 mm,過渡區(qū)域為1 mm,不接觸區(qū)的劃分尺寸為50 mm,單元數(shù)為176 120。砂輪片和工件的有限元模型如圖4所示,圖中砂輪片為金剛石砂輪(粒度 46#,硬度 Q),彈性模量 E=1 050 GPa,泊松比ν=0.07,密度 ρ=3 520 kg/m2。
引入實際工作情況對模型施加約束,切割方向為Y向,繞Z軸旋轉(zhuǎn),工件進給速度為5 mm/s,旋轉(zhuǎn)速度為5 000 r/min,接觸類型為面面接觸。采用其他學者研究切割切削力的經(jīng)驗公式[7]為:


▲圖4 砂輪片和工件的有限元模型
式中:Ft為切向力;Fn為法向力;K為剪切變形阻力系數(shù);vw為進給速度;vs為砂輪轉(zhuǎn)速;α為工件與砂輪的相迎角。
根據(jù)式(1)、式(2)計算所得載荷以均布載荷的形式加載到有限元模型上,然后求解,得到線速度為v=45 m/s、相迎角α=10.5°的砂輪片在正常工作下的應(yīng)力分布,如圖5所示。
圖5(a)為砂輪片受離心力作用的等效應(yīng)力等值線分布,此種情況發(fā)生在砂輪片空轉(zhuǎn)狀態(tài),應(yīng)力在內(nèi)孔處達到最大,隨著半徑的增加而減小,在砂輪片邊緣為最小。
圖5(b)為砂輪片受切割力作用的徑向應(yīng)力等值線分布,在假定切割力參數(shù)的作用下,可得出在受到徑向切削力作用時的砂輪片應(yīng)力分布,在相迎角的延長線與工件相交的位置處最大,隨著遠離相交位置應(yīng)力逐漸減小。

▲圖5 正常工作下砂輪片的應(yīng)力分布圖
圖5 (c)為砂輪片受切割力作用的切向應(yīng)力等值線分布,切向應(yīng)力最大值出現(xiàn)的位置與徑向應(yīng)力出現(xiàn)最大值位置相同,隨著受力距離的漸遠,切向應(yīng)力逐漸減小,應(yīng)力分布與相迎角有關(guān)。
圖5(d)為砂輪片受切割力作用的等效應(yīng)力等值線分布,在砂輪片受力點應(yīng)力最大,并向內(nèi)徑延伸,應(yīng)力值逐漸變小,應(yīng)力呈現(xiàn)帶狀式分布。
圖5(e)為改變了部分加工參數(shù)后砂輪片受切割力作用的等效應(yīng)力等值線分布,將線速度調(diào)整為55m/s、相迎角調(diào)整為 14.5°,其它參數(shù)不變。通過圖5(d)與圖5(e)的對比,可以得出隨著相迎角和線速度的增大,在切削力作用下的應(yīng)力變化范圍有一定增加,應(yīng)力分布漸變的角度也發(fā)生變化,增大相迎角使砂輪片受到的切向力和徑向力也增加,這樣使砂輪的應(yīng)力相應(yīng)變大,砂輪片的破壞趨勢愈加明顯,切割頭的旋轉(zhuǎn)角度需要控制在一定的旋轉(zhuǎn)范圍內(nèi),以免造成砂輪過度損壞。
圖5(f)為砂輪片受切割力與離心力共同作用的等效應(yīng)力等值線分布,應(yīng)力分布主要體現(xiàn)離心力作用下的應(yīng)力分布特點。相比于離心力,切削力對砂輪片應(yīng)力分布影響局限在切割位置附近,其應(yīng)力值也遠遠小于離心力作用的應(yīng)力值,所以在正常切割過程中,應(yīng)該考慮的是如何避免切削過程中離心力可能產(chǎn)生的破壞影響。
[1] 北京欣斯達特控制技術(shù)有限公司.我國數(shù)控切割機制造業(yè)發(fā)展格局及趨勢[J].機床與液壓,2011(23).
[2] 劉雪峰.基于PLC的異步電動機綜合控制系統(tǒng)設(shè)計 [J].科技風,2013(8).
[3] 黃楚芳,陳鴻.步進電機加減速控制器的設(shè)計 [J].山西電子技術(shù),2009(1).
[4] 崔鐵慶.節(jié)能環(huán)保型切割機設(shè)計與研究[D].保定:河北農(nóng)業(yè)大學,2011.
[5] 郁有文,常健.傳感器原理及工程應(yīng)用[M].西安:西安電子科學技術(shù)大學出版社,2007.
[6] 毛謙敏,吳洪潭.單片機原理及應(yīng)用系統(tǒng)設(shè)計[M].北京:國防工業(yè)出版社,2008.
[7] 張玉寶,汪建新.砂輪切斷機力能參數(shù)的實驗研究[J].包頭鋼鐵學院學報,1996(2).
猜你喜歡
電子制作(2019年13期)2020-01-14 03:15:28
電子制作(2019年15期)2019-08-27 01:12:10
電子制作(2019年11期)2019-07-04 00:34:48
電子制作(2019年9期)2019-05-30 09:42:02
電子制作(2018年12期)2018-08-01 00:48:04
電子制作(2017年9期)2017-04-17 03:00:53
電子制作(2017年19期)2017-02-02 07:08:27
電子制作(2016年21期)2016-05-17 03:52:51
電子設(shè)計工程(2015年15期)2015-02-27 12:07:30
電子設(shè)計工程(2015年8期)2015-02-27 12:05:36
