陰極銅剝片機組中撓曲模型的建立及其仿真
2015-11-22 03:39:26程佳衛陳惠賢尹海鵬楊漢元
機械制造 2015年3期
□ 程佳衛 □ 陳惠賢 □ 尹海鵬 □ 楊漢元
1.蘭州理工大學 機電工程學院 蘭州 730050
2.金川集團股份有限公司 甘肅金昌 737104
陰極銅剝片機組中撓曲模型的建立及其仿真
□ 程佳衛1□ 陳惠賢1□ 尹海鵬1□ 楊漢元2
1.蘭州理工大學 機電工程學院 蘭州 730050
2.金川集團股份有限公司 甘肅金昌 737104
在實際生產中,陰極銅剝片機組常常出現銅板分離不開,或者極板脫鏈等故障,其最主要的原因是由于撓曲裝置中撓曲力P設計不合理造成的。通過建立撓曲裝置的三維模型,分析撓曲過程極板受力,建立撓曲的數學模型,求解出了撓曲力的作用范圍。最后利用ANSYS Workbench進行靜力學分析和撓曲模型仿真,修正了撓曲力P的作用范圍,解決了撓曲過程撓曲力P不合理的問題,為以后調試或制造陰極剝片機組提供理論依據。
陰極銅剝片機組 撓曲裝置 撓曲力 ANSYS Workbench分析
冶金行業對永久陰極剝片機組的探索在不斷的提高和完善,從1978年以來,國外通過生產實踐對剝片機組進行了一系列的探索和改進,如澳大利亞湯士威爾冶煉廠、芬蘭Outokumpu公司等[1]。我國自2003年由江銅貴溪冶煉廠引進永久陰極剝片機組以來,行業內以及一些大學教授都在不斷地探索和改進永久陰極剝片機組,但其核心技術受到外方長期壟斷和技術封鎖。 在實際生產過程中,撓曲裝置往往出現銅板難分離、極板脫鏈等問題,故障的頻頻出現不僅影響生產效率,有時還可能危及生命財產安全[2-3],因此,對撓曲過程的探索和研究是十分必要的。在ISA電解法冶煉銅時,銅板在長大過程中厚度不一致且不銹鋼極板和銅板結合力也不同(280~300 MPa),使撓曲裝置中油缸所需的力P很難控制。如果力太小,不能使頂部開口,即銅板和不銹鋼極板沒有分離開,在下一步鑿刀裝置中難以實現銅剝離。如果力太大,可能使銅板發生嚴重的塑性變形,使極板脫鏈,甚至使陰極銅產品報廢。所以研究清楚撓曲過程中不銹鋼極板變形,推導出撓曲過程中作用力P適合的范圍非常關鍵,同時也為整個剝片機組的自主制造奠定理論基礎。
1 撓曲裝置介紹及其原理分析
1.1 撓曲裝置說明
在ISA電解法中,不銹鋼極板通過在電解液中不斷析出銅離子而長大成為陰極銅,銅吸附在不銹鋼表面形成左右兩塊5~15 mm厚的銅板。不銹鋼極板為316L,按照國際標準制造;銅板大小為1 100 mm×1 000 mm。撓曲裝置是將兩塊銅板與不銹鋼極板進行一次分離的機械設備,也即在極板的上端部撓曲開一個適當的開口,以便在接下來的剝離銅的鑿刀裝置中順利剝離銅產品。撓曲裝置是由起固定油缸和作為撓曲支撐作用的兩個支架構成,左右兩個油缸帶動撓曲桿,以均勻速度慢慢靠近極板[4-5]。可以忽略其中的碰撞影響,用極板彎曲力矩使銅板與極板分開,實現極板和銅板的預分離。
1.2 撓曲三維模型建立
用SolidWorks建立一個模型,為了簡化模型,用油缸的活塞桿代表撓曲桿,并省略油缸部分,用簡化的拉伸凸臺代表橫向傳送鏈,依次繪出零件,并且裝配成如圖1的撓曲模型,為了能夠更好地觀察模型,去掉其對稱的部分,保留一半。
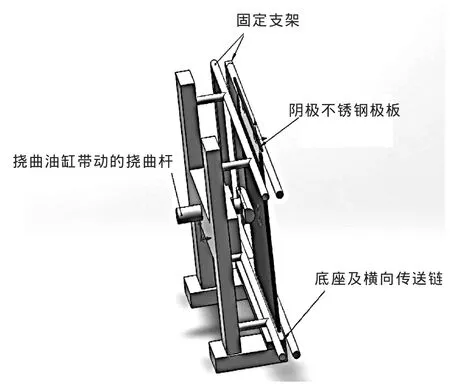
▲圖1 撓曲裝置的三維模型
2 撓曲力的計算
2.1 撓曲力學模型分析
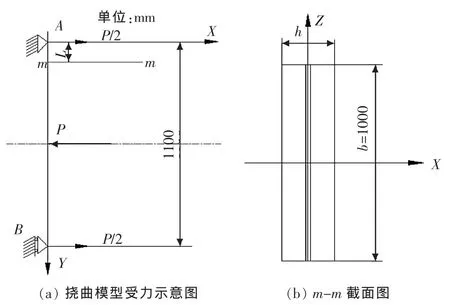
撓曲力是撓曲裝置中由撓曲油缸帶動的撓曲桿加載在陰極極板上的彎曲力。通過研究薄板小撓度問題知道,可以求解出板面內的正應力σx、σy和XY面內的切應力τxy,但薄板撓曲過程不符合小撓度的條件[6]。再用材料力學中梁彎曲理論和薄板在V型模中彈性彎曲對比,求出的力P相差不大[7],而在實際生產中也要根據實際情況進行合理調整,只是粗略知道一個范圍。其解并不要求十分精確。所以本文應用材料力學梁彎曲理論建立數學模型求解,如圖2所示。
m-m截面為銅板長大截止面,m-m到A只有不銹鋼極板,沒有兩側銅板,P為未知力,但是銅板與不銹鋼極板結合力為300 MPa(取最大值)。L=80 mm,h= 15+3+15=33 mm,由靜力平衡可求得A、B處支反力FA=FB=P/2,m-m截面彎矩為M=PL/2,剪力為:FS=P/2。
2.2 正應力計算
如圖2(b)所示,m-m的矩形截面極慣性矩為 Ix= bh3/12,抗彎截面因數為:
▲圖2 撓曲過程的力學模型

正應力為:

由于不銹鋼極板許用應力為137 MPa,所以:

所以P≤621.6 kN。
2.3 切應力的計算
在計算彎曲力P作用下,銅板與不銹鋼極板接觸面上的切應力由材料力學中矩形梁彎曲切應力計算得到:

由材料力學公式得:
▲圖3 ANSYS Workbench初始分析圖
▲圖4 ANSYS Workbench最終分析圖

在m-m截面處,由于不銹鋼極板厚度為3 mm,所以銅板與極板交界處(x=1.5 mm)的靜矩為:

計算m-m截面切應力:
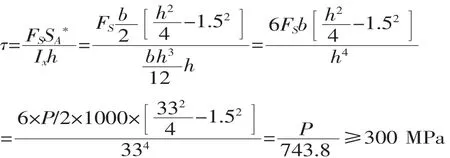
則P≥223.2 kN,所以油缸輸出的撓曲力的范圍為:223.2 kN≤P≤621.6 kN,具體數值還要根據實際生產情況進行合理調試,總之以實現銅板與不銹鋼剝離、且不損壞極板為目的進行調試。
3 撓曲模型的仿真
3.1 撓曲模型靜力學分析
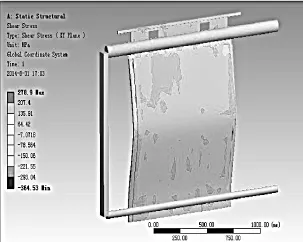
用SolidWorks建立撓曲模型,經分析去掉對撓曲力影響不大的結構,以達到簡化模型的作用。然后輸入到ANSYS Workbench中進行靜力學分析[8]。在固定支架的中心位置處加載。將力P=223.2 kN轉化為面力Fx,加載在中心0.1 mm×1 000 mm的面積上,作靜力分析。這樣近似處理對撓曲力的影響很小,結果如圖3所示。
3.2 撓曲力的修正
從ANSYS Workbench分析結果來看,銅板與極板頂端接觸面的應力約為207~278 MPa,這還不能實現銅板和極板的預剝離,所以要調整載荷,使圖中最大切應力區的下限值不小于300 MPa,見表1。
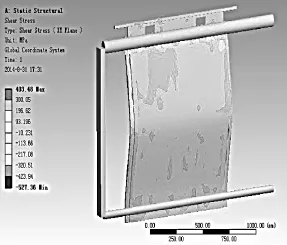
經過反復調整最終確定撓曲力P=322.9 kN。靜力分析結果如圖4所示,陰極銅板與不銹鋼極板頂端交接面處的切應力大于或者等于300 MPa。即只要加載力P在621.6 kN≥P≥322.9 kN范圍,即可實現銅板與不銹鋼極板的預分離。

表1 載荷與預剝離截面切應力關系
4 結束語
本文通過對比建立了簡化的撓曲模型,再經過力學計算確定了撓曲桿力P力的范圍,最后通過SolidWorks建 立 三 維 模 型 , 然 后 通 過 ANSYS Workbench進行靜力學模擬仿真,并且修正了力P的取值范圍,最終確定了撓曲力的范圍,解決了一直以來由于撓曲力未知而引起的各種問題,給陰極剝片機組的調試提供有力的依據,并為以后自主制造陰極剝片機組提供理論依據。
[1]熊友泉.國內首條引進ISA電解裝備的完善 [J].有色設備,2009(3):28-31.
[2]張邦琪,梁衛國.銅電解技術的進展 [J].中國有色冶金,2007(5):12-18.
[3]姚素平.永久陰極銅電解技術述評[J].有色冶金設計與研究,2000(3):11-19+29.
[4]張偉旗,蔡龍生.陰極永久剝片機組常見設備故障的控制[J].世界有色金屬,2013(1):43-45.
[5]馮益民.貴冶ISA法極板處理機組[J].銅業工程,2006(3):45-46,16.
[6]徐之綸.彈性力學[M].北京:人民教育出版社,1979.
[7]李湘生,紀勝如.薄板在V型模中彎曲的彈性變形和彈塑性變形分析[J].湖北工學院學報,1996(3):28-32.
[8]凌桂龍,丁金濱,溫正.ANSYS Workbench13.0從入門到精通[M].北京:清華大學出版社,2012.
(編輯 日 月)
TH123
A
1000-4998(2015)03-0025-03
2014年9月
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
光學精密工程(2016年6期)2016-11-07 09:07:19
石油化工建設(2016年4期)2016-02-27 15:03:16
核科學與工程(2015年4期)2015-09-26 11:59:03
