剁齒機全自動送料裝置的設(shè)計
2015-11-22 03:39:22周曉華
機械制造 2015年3期
□ 王 敏 □ 周曉華
中國兵器工業(yè)第五八研究所 機電部 四川綿陽 621000
剁齒機全自動送料裝置的設(shè)計
□ 王 敏 □ 周曉華
中國兵器工業(yè)第五八研究所 機電部 四川綿陽 621000
剁齒機在進行銼刀齒紋加工時,會產(chǎn)生很大的噪聲。提出了采用自動送料裝置——料倉式步進送料裝置和料斗式連續(xù)送料裝置來解決噪聲問題和提高生產(chǎn)效率。詳細介紹了料斗式連續(xù)送料裝置,提出了自動化生產(chǎn)線的兩種改造方案,實現(xiàn)工廠的無人化,徹底解決銼刀加工行業(yè)的產(chǎn)業(yè)升級和發(fā)展問題。
自動送料 剁齒機 銼刀 自動化生產(chǎn)線
銼刀的齒紋加工主要采用剁齒工藝來實現(xiàn),如圖1所示。在剁齒車間,一般有幾十臺剁齒機同時工作,工作時刀具不斷地剁入工件內(nèi)形成一定深度和寬度的銼紋,并伴隨產(chǎn)生很大的噪聲,單機噪聲一般在85dB以上[1]。目前,銼刀坯的上下料主要依靠手工操作完成。工人首先將銼刀坯放置在銼刀槽內(nèi),剁齒機加工完一面后,再手工翻轉(zhuǎn)到另一待加工面,繼續(xù)加工,完成后再手工下料,放入新的銼刀坯,如此重復(fù)。一個工人只能管理一臺機器,且長時間處于高分貝的噪聲環(huán)境中,嚴重影響了工人的身心健康。
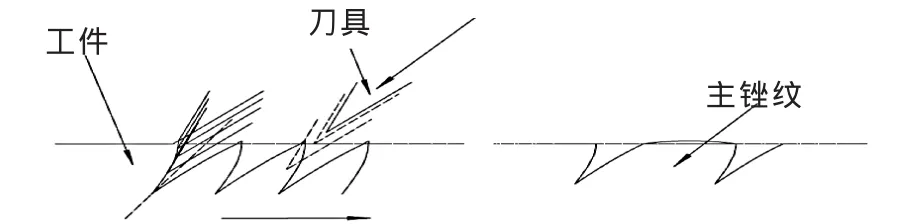
▲圖1 剁齒工藝示意圖
如何降低噪聲對于工人的影響,國內(nèi)外進行了很多相關(guān)嘗試。思路主要集中在兩方面:①改進機床或剁齒工藝來降低噪聲,如分析剁齒機的主要噪聲源,采用彈性沖芯剁齒機頭[1,2];② 將噪聲在空間或時間上隔離,如德國的一種自動剁齒機[3],采用自動上下料方法來隔離噪聲。國內(nèi)的設(shè)備長期專注于在機床設(shè)計和工藝改進上去降低噪聲,但一般降低噪聲在10dB左右,這對于整個加工車間而言沒有實際意義。
從理論和實際應(yīng)用結(jié)果來看,剁齒過程的噪聲很難降低,最好采用隔離設(shè)備的方式來降低對工人身心健康的影響。而隨著自動線的發(fā)展和人力成本的提升(包括職業(yè)健康的維護),采用全自動送料(包含下料)和工廠無人化生產(chǎn),成為銼刀加工行業(yè)產(chǎn)業(yè)升級和發(fā)展的必由之路。
1 自動送料裝置的方案設(shè)計
銼刀坯尤其是平銼刀坯的形狀特性(長而扁)決定了常用的送料裝置很難實現(xiàn)全自動送料。根據(jù)儲料裝置的種類可分為料倉式和料斗式[4]。料倉式需要人工提前按照一定的方向和規(guī)律把銼刀坯擺放在料倉內(nèi),然后由上料機構(gòu)將工件送上剁齒機的銼刀槽內(nèi);料斗式只需要把銼刀坯任意地放入料斗內(nèi),然后進行篩選和定向,最后送入銼刀槽內(nèi)。料倉式屬于半自動上料,工人仍需要花費一定的時間進行上料[5]。料斗式屬于全自動,但機構(gòu)較為復(fù)雜,成本也更高。
1.1 方案1
料倉式儲料和步進式上下料融合,完成銼刀坯的自動送料,圖2所示為步進式上下料的原理圖。銼刀坯按照一定的方向從料倉中放料到輸送槽上,相鄰輸送槽之間有固定的距離。輸送槽安裝在運動機構(gòu)上,每次抬起向前前進一段距離后再放下,動作過程類似于鋼卷的步進梁輸送設(shè)備[6]。最末端輸送槽進行卸料,倒數(shù)第二個輸送槽完成上料。
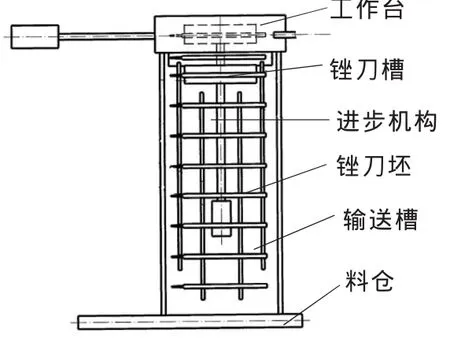
▲圖2 步進送料原理圖
圖3所示為某剁齒機步進送料的詳細過程。圖3(a)為上一個銼刀坯剛完成齒紋加工;圖3(b)為銼刀槽進入裝卸料位置;圖3(c)為最末端輸送槽正進行卸料;圖3(d)為卸料完成,倒數(shù)第二個輸送槽正準備上料;圖3(e)為上料完成;圖3(f)為銼刀槽回到加工位置過程中。銼刀坯回到加工位后,開始加工,完成后則處于圖3(a)狀態(tài)。
1.2 方案2
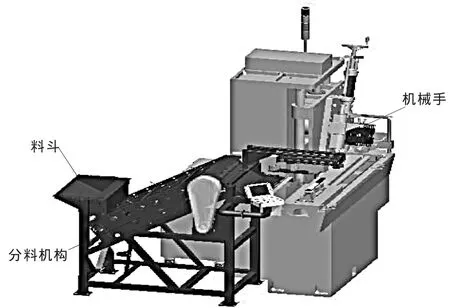
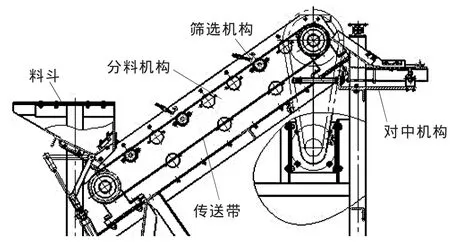
料斗式儲料器和連續(xù)送料方式融合,實現(xiàn)銼刀的自動分料、定向和上下料過程。圖4所示為某剁齒機的模型圖,其中深色部分為全自動送料裝置。銼刀坯一次任意放入圖示的左側(cè)料斗內(nèi),料斗通過初步篩選,按照一定的速率和料量放料到分料機構(gòu) (圖示輸送帶部分),分料機構(gòu)通過柔性的篩選機構(gòu)、檢測裝置和對中機構(gòu),完成銼刀坯的隔料、分料和定位,最終送到上料準備位,再由一個三自由度的機械手同時抓取準備位的銼刀坯和銼刀槽內(nèi)準備下料的已完成齒紋加工的銼刀,并移動或旋轉(zhuǎn)送料到加工位的銼刀槽內(nèi),同時卸料到外部成品收集箱或下一工序的傳送帶上,完成上下料過程。
比較方案1與方案2,方案1結(jié)構(gòu)更簡單,機構(gòu)運動較少,可靠性更高,成本更低,但單次上料數(shù)量不多,且需要人工按照一定方向進行放料,放料時間間隔也較短,工人處于噪聲環(huán)境中時間較長。方案2使工人可實現(xiàn)快速放料,放料時間間隔可以很長甚至可以改造為無人化生產(chǎn),但結(jié)構(gòu)復(fù)雜,機構(gòu)的運動較多,成本偏高。綜合考慮,方案1適合于小型小批量的銼刀齒紋加工廠,方案2適合于較大規(guī)模的加工廠。通過合理的設(shè)備布局和工廠自動化改造,方案2可實現(xiàn)工廠無人化,實現(xiàn)加工成本(包括人工成本)的大幅下降。
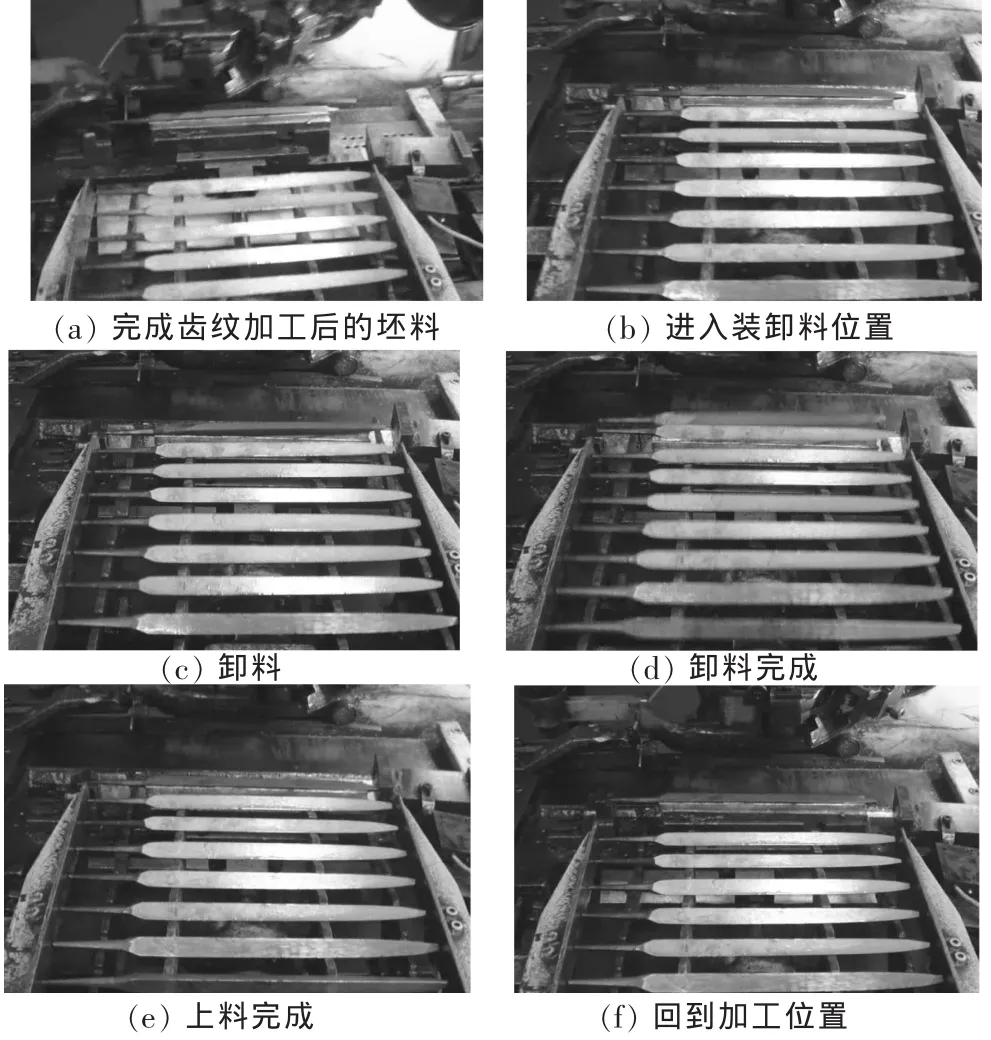
▲圖3 某剁齒機的步進送料過程
▲圖4 某剁齒機的模型圖
2 連續(xù)式全自動送料裝置
對于耗費大量人力且工作環(huán)境惡劣的銼刀加工行業(yè),實現(xiàn)工廠自動化是其必然方向,下面著重介紹方案2的連續(xù)式全自動送料裝置的原理和結(jié)構(gòu)。該裝置由料斗、分料機構(gòu)和上下料機械手組成。圖5所示為料斗和分料機構(gòu),料斗是存儲銼刀坯的容器,也是整個自動上料的起點和自動化生產(chǎn)線的接口所在。圖中,料斗具有自適應(yīng)放料和抖動去堵塞的功能,通過控制料斗內(nèi)的尺寸和一塊高度調(diào)節(jié)架來調(diào)節(jié)不同型號銼刀坯的放料速度[7],氣缸和電磁鐵控制料斗的關(guān)閉、打開和振動頻率,用振動來消除堵塞;用檢測開關(guān)來獲取放料速度和堵塞情況并反饋給控制系統(tǒng),以調(diào)節(jié)料斗的工作狀態(tài),從而實現(xiàn)自適應(yīng)的放料和消除堵塞。
▲圖5 料斗和分料機構(gòu)
分料機構(gòu)主要由傳送帶、篩選機構(gòu)、隔料機構(gòu)(圖中未顯示)和對中機構(gòu)組成,用于實現(xiàn)料斗放料的銼刀坯的輸送,并在輸送過程中對其疊料和斜料進行篩選,直到銼刀坯的長度方向與運動方向垂直(如圖6所示),然后經(jīng)過隔料機構(gòu)和自流,輸送到對中平臺,在對中平臺上進行定位后即處于上料準備位置(如圖7所示)。

▲圖6 篩選后銼刀坯的狀態(tài)

▲圖7 對中平臺和上下料機械手
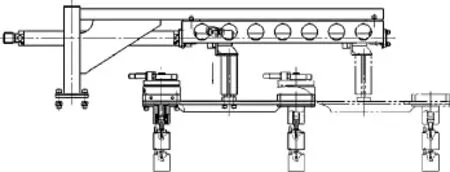
▲圖8 上下料機械手
銼刀坯在圖7所示的對中平臺上完成定位后,由機械手抓取并完成上下料。如圖8所示,機械手抓取位置從左到右,依次為上料準備位、上料位(卸料抓取位)和卸料放料位,其中抓取了上料準備位的銼刀坯后,機械手根據(jù)系統(tǒng)反饋銼刀坯的位置和方向信號進行調(diào)整,并上料到銼刀槽(即上料位),與此同時,加工好的銼刀坯在卸料位卸料,至此完成整個全自動送料過程。
連續(xù)式全自動送料裝置的設(shè)計初衷主要用于組合形式的剁齒機,工人每班上一次料,且上料過程短,使工人免于長時間處于巨大的噪聲環(huán)境下,同時提高生產(chǎn)效率。
3 自動化生產(chǎn)線改造
通過傳輸線把整個車間的自動送料裝置和不同工序的剁齒機聯(lián)合起來,實現(xiàn)工廠生產(chǎn)的全自動化和無人化,從而最大程度提高工廠的生產(chǎn)效率和降低運行成本,并徹底解決噪聲帶來的環(huán)境和健康問題。現(xiàn)有的加工車間和設(shè)備主要有兩種方式來實現(xiàn)自動化生產(chǎn)線。
3.1 方式1
將連續(xù)式全自動送料裝置布置在整個生產(chǎn)線的起點,如上一道工序車間或剁齒加工車間的起點處。剁齒機成對布置在廠房內(nèi),加工主挫紋和副挫紋的機床相鄰布置,之間用傳輸線連接,如圖9所示的某對布置,加工完的成品則使用反方向的傳輸線返回并收集。
3.2 方式2
添加幾條標準的傳輸線,將銼刀坯傳送到各全自動送料裝置和剁齒機處,并送料到料斗中,其局部布局如圖9所示。
方式1與方式2整體布局均類似。主要差異在于裝卸料交接接口的機構(gòu)不同。方式1,起點采用料斗和分料機構(gòu)接傳輸線的方式,但送料接口的改動較大,需要添加一組簡化的上料機構(gòu),只使用一部分全自動送料裝置,總成本較低。方式2,起點類似,在接口處和反向傳輸線接口處需要添加簡易的隔料和送料機構(gòu)[8],可使用原有的全自動送料裝置改裝且改動較小,但總體成本較高。因此,若是首次投入改造自動化生產(chǎn)線,則可使用方式1;若是通過現(xiàn)有的自動送料裝置和剁齒機改造,則可使用方式2,此時方式2的再投入成本更低。
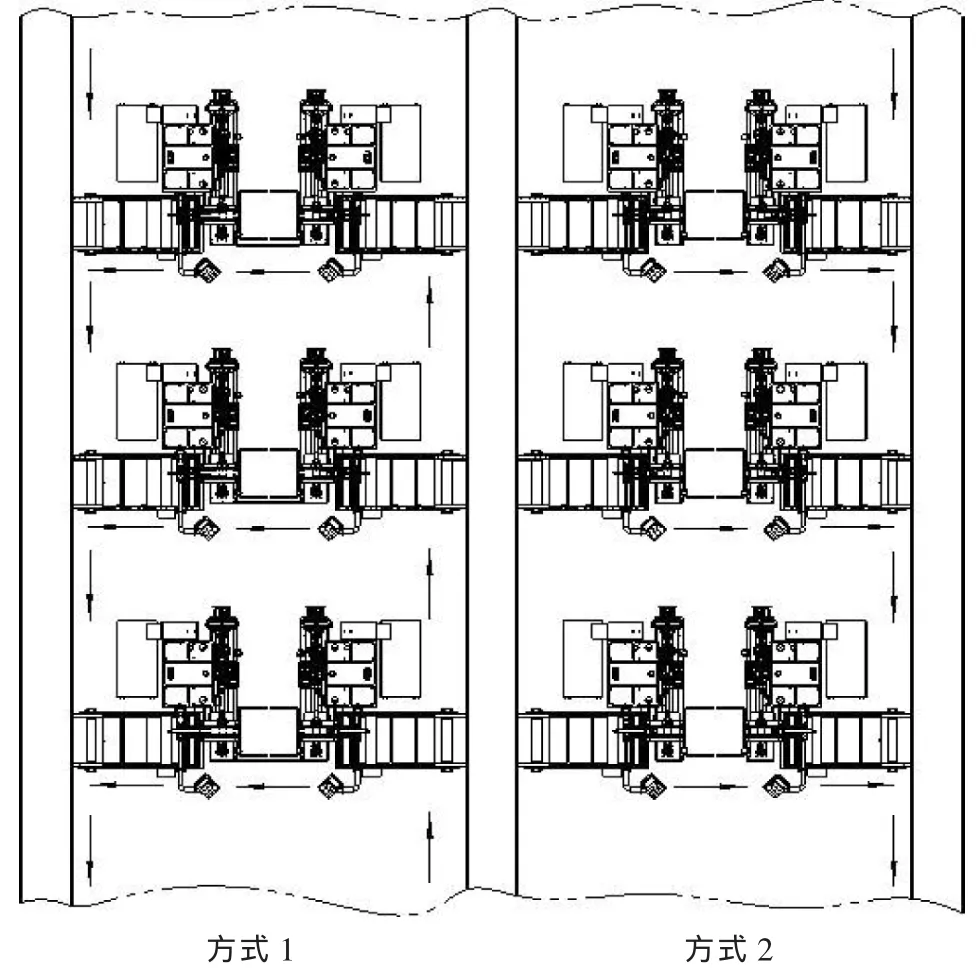
▲圖9 自動化生產(chǎn)線局部布局圖
4 結(jié)束語
銼刀的齒紋加工目前仍屬于勞動密集型的加工行業(yè),同時其工作環(huán)境非常惡劣,因此無論是從工人職業(yè)健康還是廠家可持續(xù)發(fā)展和產(chǎn)業(yè)升級的角度都急需自動化改造。由于剁齒機自身的剁齒技術(shù)已經(jīng)基本成熟,實現(xiàn)自動化關(guān)鍵在于其自動送料裝置的開發(fā)。料倉式步進送料和料斗式連續(xù)送料都各有其用武之地,后者更適合于大規(guī)模加工和自動線的改造。另外,改造本身還需要考慮現(xiàn)有剁齒機設(shè)備情況和廠房規(guī)模,具體問題具體分析,不拘泥于本文的自動送料裝置和生產(chǎn)線改造方式。
[1]劉文光.彈性沖芯剁齒機頭 [P].中國專利:CN2071101,1991-02-13.
[2]鄭三中.應(yīng)用殘余譜法識別剁齒機的主要噪聲源[J].蘭州鐵道學(xué)院學(xué)報,1991(1).
[3]徐立強.全自動剁齒機 [P].中國專利:CN203712003U,2014-07-16.
[4]電機工程手冊編委會.機械工程手冊(第8卷)[M].北京:機械工業(yè)出版社,1996.
[5]劉春林.料斗式自動定向裝置的設(shè)計與研究[J].組合機床與自動化加工技術(shù),2011(11):103-108.
[6]徐從保,程良鍵.鋼卷步進梁輸送機應(yīng)用及其參數(shù)設(shè)計[J].冶金設(shè)備,2008(4).
[7]劉德忠,廢仁元,Stefan Hessen.裝配自動化[M].北京:機械工業(yè)出版社,2007.
[8]李紹炎.自動機與自動線[M].北京:清華大學(xué)出版社,2007.
(編輯 丁 罡)
TH122
B
1000-4998(2015)03-0015-03
2014年9月
