復雜制造系統中加工批量的決策
2015-06-12 01:57:20劉紅雷周炳海
機械制造 2015年4期
□ 劉紅雷 □ 周炳海
同濟大學 機械與動力工程學院 上海 200014
近幾十年,隨著JIT生產系統在裝備制造業的推廣應用,其在減少庫存、縮短生產提前期[1]方面起到了不可忽視的作用。本文以服務器外殼的制造過程為案例,運用排隊論的相關理論,參考復雜制造型企業中生產調度的相關思路[2],計算出合理的加工批量,以達到縮短生產周期、減少在制品的效果。
不同的訂單加工批量對生產系統會產生不同的影響,加工批量在一定程度上決定了車間的運行效率和快速響應能力[3]。因為訂單的加工批量是影響訂單生產周期時間的關鍵因素,也是影響換型成本在總成本中占比的直接因素。本文不僅研究了訂單加工批量在換型成本和總成本的比率中的影響,還根據排隊論的相關算法計算出比較合理的加工批量,但是由于數學計算方法本身的局限性及生產過程的復雜性,所以只能取得近似最優解。
基于以上內容,按照服務器外殼零件的實際生產情況,得出一個比較合理的訂單加工批量,從而縮短生產提前期,并且減少了換型成本在總成本中的影響。
1 數學模型的建立
本文研究的是服務器外殼零件的加工過程,客戶每月需求2 450臺,每80臺為一個包裝單元,工廠每月工作28天,裝配線每天可利用的工作時間為9 h,不包含吃飯及休息時間,由此得出客戶需求節拍:28×9×60/2 450=6.17 min。另外總裝車間的生產效率為92%,所以總裝車間生產線設計的節拍時間為:6.17 min×92%=5.67 min。
服務器外殼的金屬零件由零件車間(見圖1)加工,并供應給工廠內所有的裝配線,每天生產兩班。服務器外殼的加工過程包含轉塔沖、攻絲、沖壓、折彎、打磨、壓鉚等工序(見表1)。
假設生產訂單連續,零件車間按加工工藝進行生產,總裝車間按客戶需求來裝配。其中從沖壓到壓鉚2是零件加工工藝流程,每天開兩班,裝配1到裝配2是總裝車間的工藝流程,每天開一班,裝配1、裝配2的產出是根據5.67 min的節拍時間來設計,零件車間的節拍時間是根據產品自身的特性及設備性能來決定。

表1 服務器外殼的加工工序

▲圖1 零件加工車間
生產車間目前每個加工批量為80,不考慮工序間的周轉時間,假設每個訂單到達下一工序后就開始生產,得出的數據如下。
(1)零件由轉塔沖到壓鉚2的生產周期時間計算見表2。
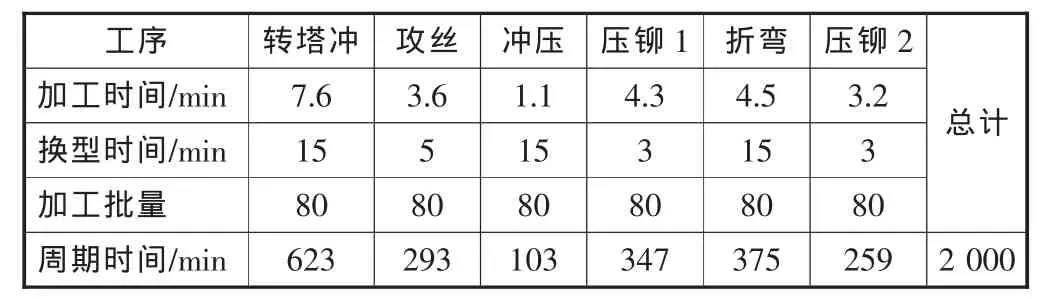
表2 轉塔沖至壓鉚2的生產周期時間
按照理論計算得出生產周期時間為2 000 min,每天開兩班,每班上班時間為10.5 h,每班有效工作時間為 9 h,則理論周期天數為:(2 000/60/9/2)=1.85天。
(2)裝配1到裝配2的周期時間計算見表3。
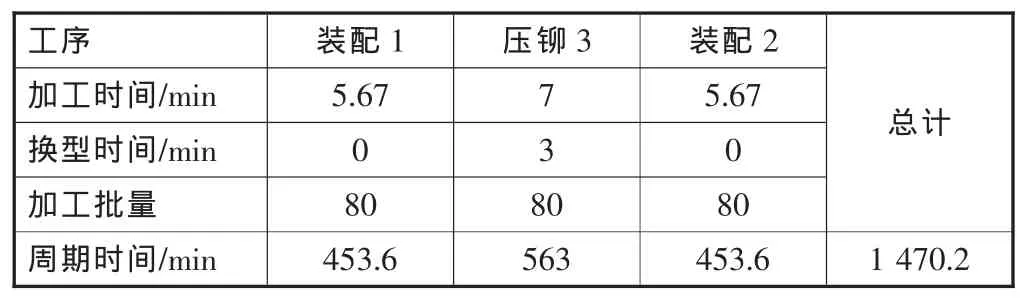
表3 裝配1到裝配2的周期時間
總裝車間從裝配1到裝配2的生產周期時間為1 470.2 min,如果以5.67 min的節拍時間來計算,理論生產周期時間為:80×5.67/60/9+7×80/60/9+80×5.67/60/9=2.72天。
綜上所述,從下訂單開始生產到裝配完成,理論上總的周期時間為:(2 000+1 470.2)/60=57.83 h。
1.1 換型成本最低
根據周期時間的計算公式可以看出,轉塔沖到壓鉚2的加工批量越少,其周期時間越短,但是加工批量越少,相同數量的產品、換型的次數及周轉的頻次也就越高,造成很大的浪費,所以應結合最小經濟批量來定義最優化的加工批量。
按照產品某一加工批量X在生產過程中的各項成本數據(見表4),計算出換型成本相對于總的加工成本最低,求得當換型成本(各成本因子總和)最低時,零件在各個工序間的加工批量,并得出了在一定需求條件下的加工批量曲線,如圖2所示。
管理成本表示每小時每個工序的成本,包括機器折舊、廠房面積分攤、水電消耗以及模具損耗等費用。
利用數學方法得出 (換型成本)/(總加工成本)的比值Z最小,設定加工批量為X,則計算公式為:
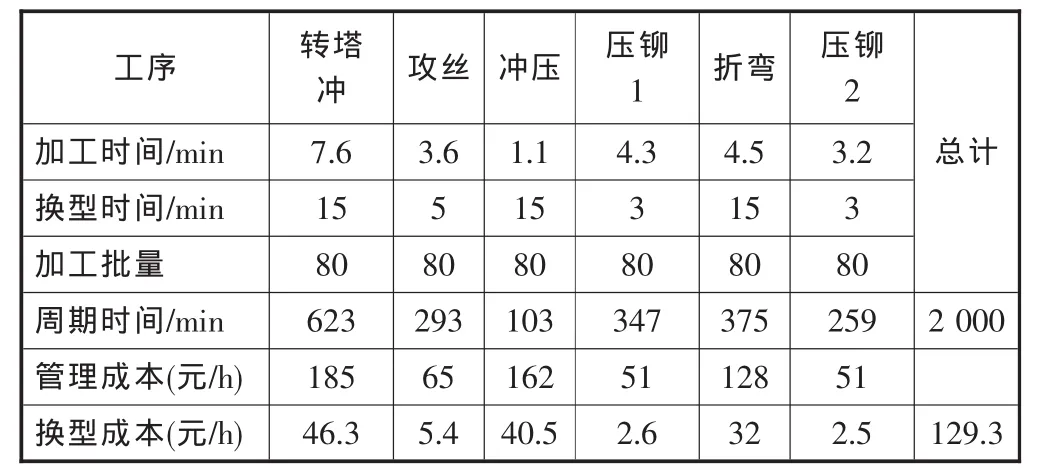
表4 某加工批量生產中的各項成本數據
根據以上計算公式得出變化趨勢圖 (見圖2),可以看出在加工批量大于50以后,Z值變化趨于緩慢。
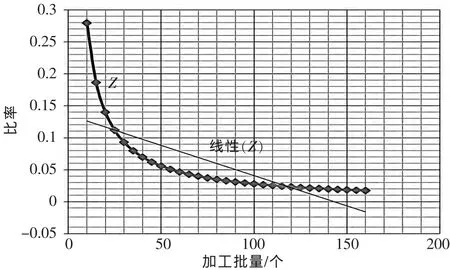
▲圖2 在一定需求條件下的加工批量曲線
1.2 最優生產批量的確定
結合排隊論的相關理論,參考多品種小批量[4]的研究思路,將實際生產過程中加工任務的到達簡化為相應的排隊模型,在這樣的一個系統中,系統的入口處是按照穩態泊松過程達到的各品種加工任務,按照先到先加工的規則排隊(FCFS),系統內部是一個加工中心,對到來的加工任務進行加工。各個加工任務的加工時間相互獨立,服從相同的負指數分布。下面建立使生產提前期最小的多品種小批量生產模式下單個品種的生產批量模型[6]。
先設定:Q為使生產提前期最小的多品種小批量生產模式下單個品種的生產批量;a為加工中心加工不同品種任務時發生的設備調整時間的平均值;t為不同品種單位產品加工時間的平均值;D為在每個加工任務期T內的外部總需求量;1/λ為各品種加工任務到達時間間隔的平均值;μ為加工中心在單位時間內可以加工的產品品種數量;1/μ為一個產品品種加工任務的平均加工時間。
由以上定義的各個參數可知:

產品品種的到達率:

從而加工中心的利用率為:

根據排隊論中顧客在隊中的逗留時間,可推及一個產品品種的等待加工時間與被加工時間,即生產提前期為:

對上式求導數,令其導數為0,則提前期最小的情況下生產批量為:

根據以上公式得出生產周期時間最短的加工批量Q≈42。
2 結束語
考慮設備能力、換型時間、每臺設備的管理成本等因素,結合實際生產中每張原材料生產6個零件的限制條件,參考本文1.2節排隊論計算得出提前期最小的情況下加工批量為42,以及本文1.1節中在考慮換型成本因素的情況下,加工批量在大于50后趨于平穩,加工批量對總成本的影響不明顯,綜合考量以上兩個方面,將加工批量設定為54,即每個加工訂單在第一個工位生產9張原材料,這樣既使管理成本比較低,也滿足了生產提前期較小的條件。
客戶某一批訂單為160臺,訂單為連續生產,即后續生產訂單按照零件加工時間最長的轉塔沖為節拍時間計算,則根據本文計算的加工批量54及目前的生產加工批量80,兩種生產模式得出的對比數據見表5。
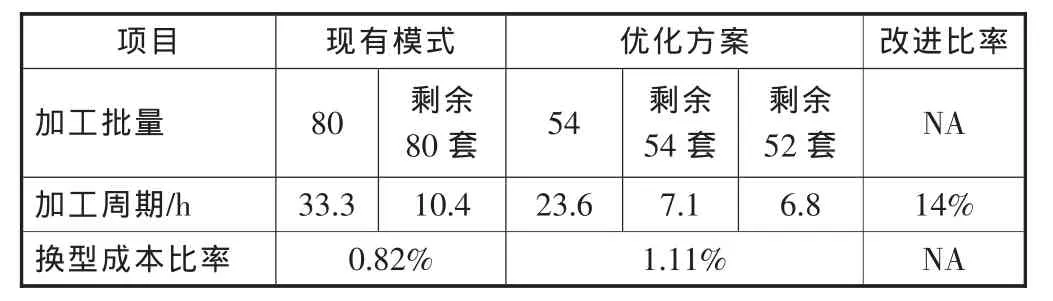
表5 兩種生產模式的對比
從表5中可以看出,每批零件加工的生產周期時間由43.7 h減少到37.5 h,雖然換型成本在總加工成本中占比由0.82%上升到1.11%,但是相對企業來說,生產周期時間的降低不僅可以降低庫存金額,還可以提高企業對客戶的反應速度,提高客戶滿意度。由此造成換型時間的增加可以通過快速換模來解決,這樣才可以不斷提高企業的競爭力。
復雜制造系統中加工批量的決策受諸多因素影響,是一個多因素決策問題,將簡單的數學模型應用于生產調度的決策,使問題更加直觀,增強了方案的說服力。在綜合考慮換型成本、加工周期兩大因素影響的情況下,對企業生產加工批量進行模型計算,得出一個最優解,這樣可以為其它大型機械加工企業在生產調度決策時提供理論依據和方法借鑒。
[1] Karmarkar U S.Lot Sizes,Lead Times and In-process Inventories [J].Management Science,1987,33 (3):409-418.
[2] 安進.車間生產批量優化調度研究[D].南京:南京航空航天大學,2005.
[3] 謝祥添.多品種小批量訂單式生產系統優化研究 [D].廣州:廣東工業大學,2008.
[4] 張德勝.多品種小批量機械制造企業MES的研究[J].控制工程,2005(5).
[5] Zinovy D Radovilsky.A Quantitative Approach to Estimate the Size of the Time Buffer in the Theory of Constraints [J].International Journal of Production Economics,1998,55 (2):113-119.
[6] Zipkin P H.Models for Design and Control of Stochastic Multi-item Batch Production Systems [J].Operations Research,1983,34(1):91-104.
猜你喜歡
河南電力(2021年5期)2021-05-29 02:10:00
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
電影(2018年12期)2018-12-23 02:18:48
特別健康(2018年2期)2018-06-29 06:13:42
中國軍轉民(2017年6期)2018-01-31 02:22:28
領導決策信息(2017年10期)2017-05-17 04:49:02
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
俄羅斯問題研究(2012年1期)2012-03-25 09:54:48