釩改進(jìn)鋼再熱裂紋的超聲檢測方法
2015-05-14 06:45:46,,,,
無損檢測 2015年11期
,,,,
(1.浙江工業(yè)大學(xué) 機(jī)械工程學(xué)院,杭州310014;2.合肥通用機(jī)械研究院 國家壓力容器與管道安全工程技術(shù)研究中心,合肥230031;3.蘭州蘭石重型裝備股份有限公司,蘭州730314)
加氫反應(yīng)器是現(xiàn)代煉油工業(yè)的關(guān)鍵設(shè)備,主要用于石油煉制和重質(zhì)油的加氫精制、加氫裂化、加氫脫硫及催化重整、脫除重金屬等工藝過程[1]。自20世紀(jì)60年代起,加氫反應(yīng)器廣泛采用2.25Cr-1 Mo鋼進(jìn)行制造[2]。20世紀(jì)70年代起,隨著煤液化新工藝的發(fā)展,人們開發(fā)了比傳統(tǒng)Cr-Mo鋼更具優(yōu)勢的釩改進(jìn)鋼[3]。2007年,歐洲多家釩改進(jìn)鋼加氫反應(yīng)器制造廠發(fā)現(xiàn)了焊縫再熱裂紋。經(jīng)研究發(fā)現(xiàn),再熱裂紋是在消除應(yīng)力處理(ISR)或焊后熱處理(PWHT)后產(chǎn)生的[4]。
再熱裂紋不是在焊接工藝后產(chǎn)生的,具有一定的隱蔽性,由再熱裂紋引起的事故具有不可預(yù)見性,危害性極大。實現(xiàn)對再熱裂紋的檢測,可為釩改進(jìn)鋼加氫反應(yīng)器的設(shè)計、制造及安全運(yùn)行提供一定的技術(shù)保障,具有一定的工程意義。
超聲波衍射時差法(TOFD)具有檢測厚度大、檢測靈敏度高和對裂紋類缺陷敏感性強(qiáng)等優(yōu)勢[5],目前厚壁加氫反應(yīng)器多采用TOFD技術(shù)對焊縫進(jìn)行檢測。美國石油學(xué)會標(biāo)準(zhǔn)API 934-A《應(yīng)用于高溫、高壓氫工況的 2 1/4Cr-1 Mo,2 1/4Cr-1 Mo-1/4V,3Cr-1 Mo及3Cr-1 Mo-1/4V 材料的厚壁壓力容器的材料和制造》2010版附錄[6]推薦采用TOFD+UT檢測方法對釩改進(jìn)鋼埋弧焊焊縫金屬內(nèi)的再熱裂紋進(jìn)行檢測。
參考標(biāo)準(zhǔn)API 934-A,結(jié)合釩改進(jìn)鋼再熱裂紋的形貌特征,筆者設(shè)計并制作了模擬再熱裂紋的對比試塊,采用TOFD檢測、手工脈沖反射式超聲檢測及磁記憶檢測三種方法,在對比試塊上進(jìn)行了對再熱裂紋檢測的工藝探索。
1 再熱裂紋
釩改進(jìn)鋼再熱裂紋問題是許多加氫反應(yīng)器制造廠面臨的一個難題。對于釩改進(jìn)鋼再熱裂紋產(chǎn)生條件及形貌特征可總結(jié)為以下幾點(diǎn):① 出現(xiàn)在埋弧焊(SAW)焊縫內(nèi)部。② 呈橫向和垂直分布,有時單一出現(xiàn),有時多條并發(fā)。③可能有輕微的分支。④ 產(chǎn)生于環(huán)焊縫、縱焊縫、封頭和接管部位。⑤ 尺寸非常微小,大部分長度在4~10 mm,高度在2~5 mm。⑥ 沿著焊縫寬度方向,出現(xiàn)在不同深度、不同位置。⑦ 僅產(chǎn)生于消除應(yīng)力熱處理(ISR)和焊后熱處理(PWHT)后,在焊接或消氫熱處理(DHT)后不會產(chǎn)生。為確定檢測再熱裂紋的靈敏度,需設(shè)計制作模擬再熱裂紋的對比試塊。
2 對比試塊
2.1 對比試塊的設(shè)計
釩改進(jìn)鋼為低合金鋼,其牌號為2.25Cr1 Mo0.25V。由于15CrMo鋼也是低合金鋼的一種,其與2.25Cr1Mo0.25V鋼的聲學(xué)性能相近,故選用現(xiàn)有的15CrMo鋼鍛件來制作對比試塊。
對于220 mm厚的鍛焊加氫反應(yīng)器,試塊應(yīng)選用與工件相同的厚度220 mm。為保證掃查架有足夠放置空間,參考標(biāo)準(zhǔn)API934,試塊寬度定為200 mm。
參考標(biāo)準(zhǔn)JB/T 4730-2010《承壓設(shè)備無損檢測 第10部分:衍射時差法超聲檢測》和API 934-A附錄中關(guān)于對比試塊的設(shè)計要求,試塊長度應(yīng)至少保證探頭在每個檢測分區(qū)有足夠的空間放置,試塊的外形尺寸應(yīng)滿足掃查裝置的掃查要求。在制定TOFD工藝時,使用2/3厚度法則確定所使用探頭的中心距(PCS),并通過計算確定聲束邊界角和聲束覆蓋范圍來保證每個檢測分區(qū)至少向上一分區(qū)覆蓋25%。經(jīng)計算得知,擬采用探頭選擇和設(shè)置(如表1)理論上符合檢測要求。為保證探頭中心間距PCS,確定試塊長度為600 mm。
參考標(biāo)準(zhǔn)API934A,確定模擬再熱裂紋尺寸為0.4 mm×4 mm×4 mm(長×寬×高),裂紋在試塊內(nèi)部呈階梯分布,相鄰模擬缺陷間距為22 mm,圖1為對比試塊的設(shè)計圖。
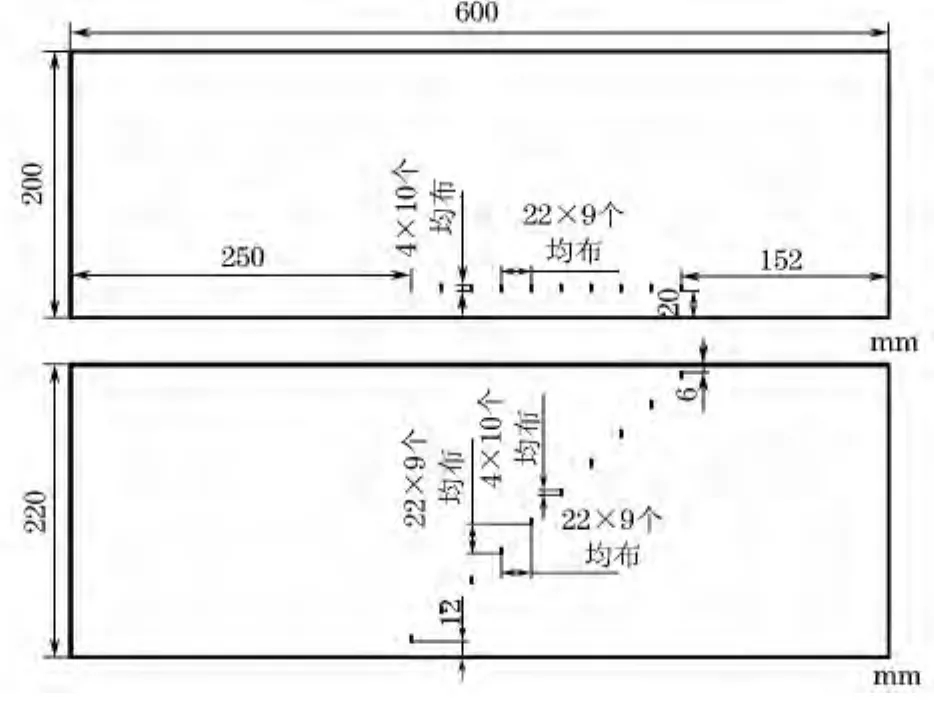
圖1 對比試塊的設(shè)計圖
2.2 對比試塊加工
試塊加工后表面粗糙度不大于6.3μm,最終對比試塊的加工成品如圖2所示。具體加工過程如下:
(1)用T2657臥式鏜床將15CrMo鋼鍛件加工成600 mm×180 mm×220 mm(長×寬×厚)。
(2)用ACTSPAPK SE1設(shè)備(電火花加工設(shè)備)在600 mm×220 mm表面加工10個槽,深度為7 mm,寬度為4 mm,高度為0.4 mm。相鄰槽之間距離為22 mm,并在試塊深度方向呈階梯分布。

圖2 模擬再熱裂紋的對比試塊成品照片
(3)在開槽的表面首先用手工打底焊把細(xì)槽“保護(hù)”起來,并控制熔深3 mm;然后采用焊接工藝進(jìn)行表面堆焊,堆焊層厚度為20 mm;堆焊完成后再上鏜床將堆焊表面加工3 mm,使試塊最后尺寸為600 mm×220 mm×200 mm。
3 再熱裂紋的檢測
3.1 TOFD檢測
TOFD檢測選用ISONIC 2007 TOFD檢測儀,耦合劑為液壓油。當(dāng)采用探頭沿焊縫中心線移動的特殊B掃查法在對比試塊上進(jìn)行掃查時,檢測結(jié)果顯示:采用理論推薦的探頭選擇和設(shè)置(如表1)無法獲得第三檢測分區(qū)的合格圖像,為此增加了檢測通道。
因此,對再熱裂紋的檢測需要更好的聲束聚焦范圍,JB/T 4730-2010標(biāo)準(zhǔn)中推薦的檢測分區(qū)數(shù)達(dá)不到要求,建議在保證聲束覆蓋全厚度的前提下適當(dāng)增加檢測分區(qū),以避免漏檢再熱裂紋。
為保證全厚度聲束全覆蓋,經(jīng)計算,實際檢測采用的探頭參數(shù)及設(shè)置如表2所示,掃查方式也是探頭沿焊縫中心線運(yùn)動的特殊B掃查法,檢測結(jié)果如圖3所示。

表1 擬采用的探頭參數(shù)設(shè)置
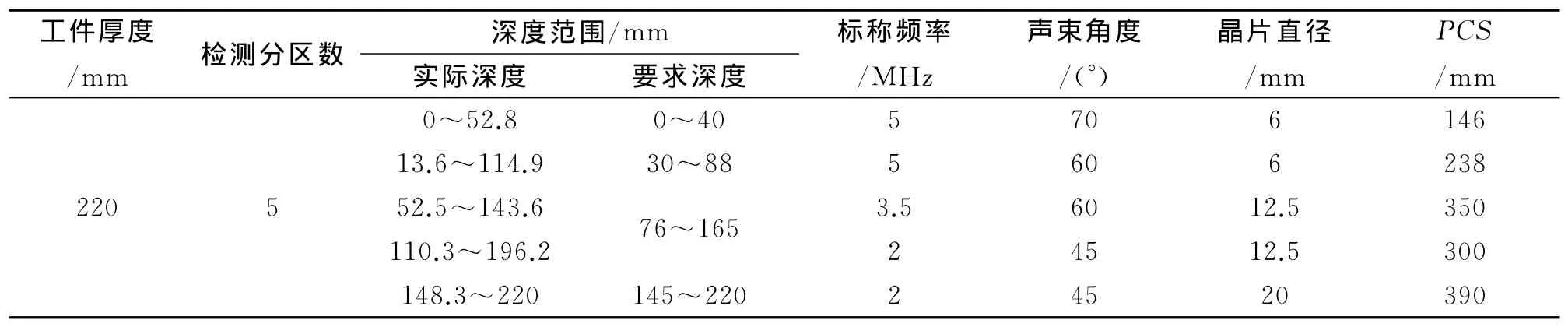
表2 采用的探頭參數(shù)設(shè)置
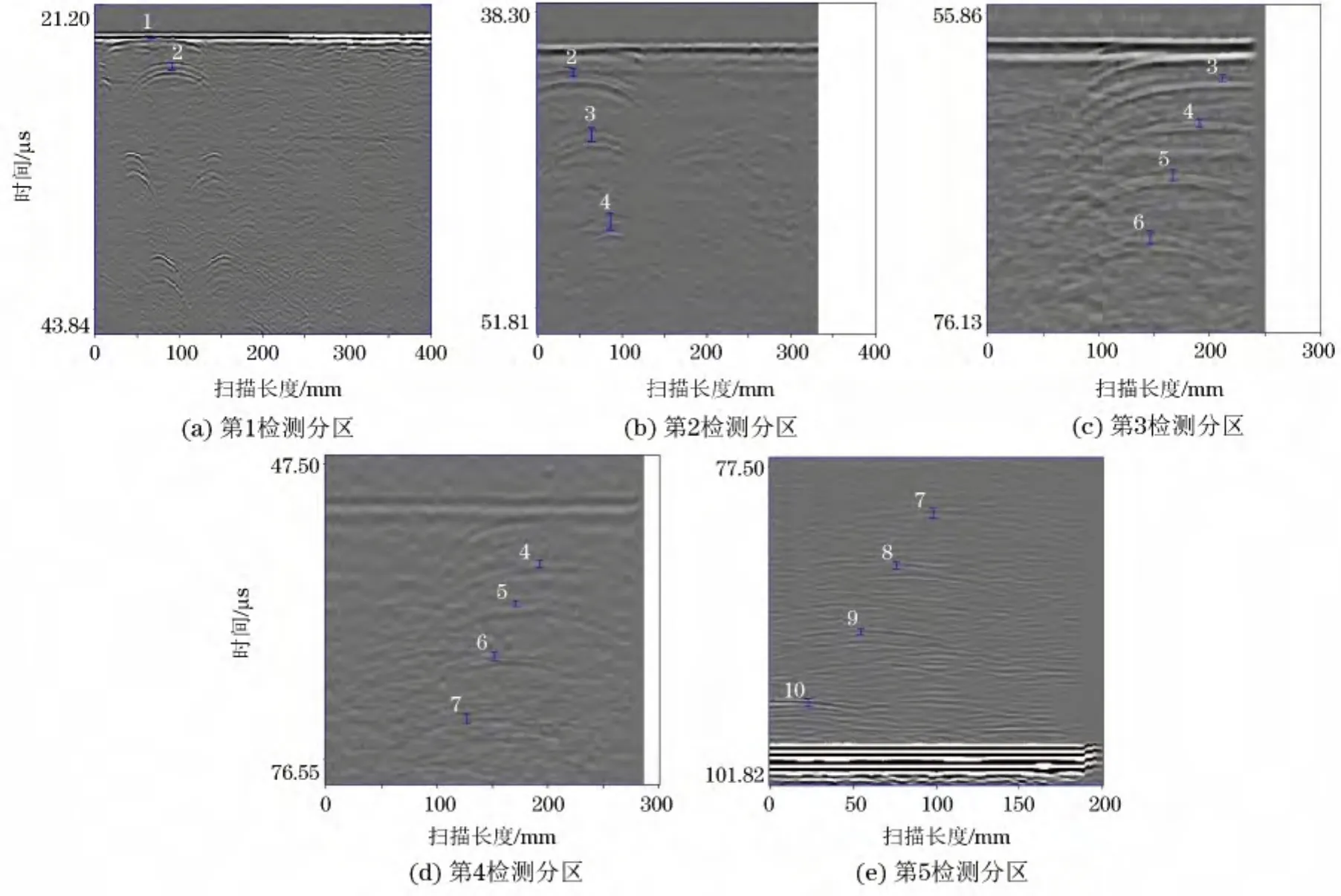
圖3 第1~5檢測分區(qū)B掃描結(jié)果
表3為所有檢測通道測出的深度與自身高度匯總及誤差分析,從圖3和表3可以看出,探頭沿焊縫中心線運(yùn)動的特殊B掃能較好地實現(xiàn)對10個模擬再熱裂紋缺陷的檢出和標(biāo)定。試驗測得缺陷深度測量誤差基本上都小于5%,只有靠近試塊表面6mm處的缺陷誤差較大,達(dá)45%(因為其處在TOFD檢測表面盲區(qū)內(nèi),缺陷信號隱藏在直通波信號之下,導(dǎo)致測量誤差變大,需采用其他檢測方法補(bǔ)充檢測表面盲區(qū))。
TOFD檢測方法對模擬再熱裂紋缺陷的自身高度也能有較好地標(biāo)定,因設(shè)計的缺陷自身高度較小,為4 mm,測試結(jié)果誤差較大,但試驗測得自身高度值與設(shè)計的自身高度的誤差值在1~2 mm,結(jié)果相對比較理想。
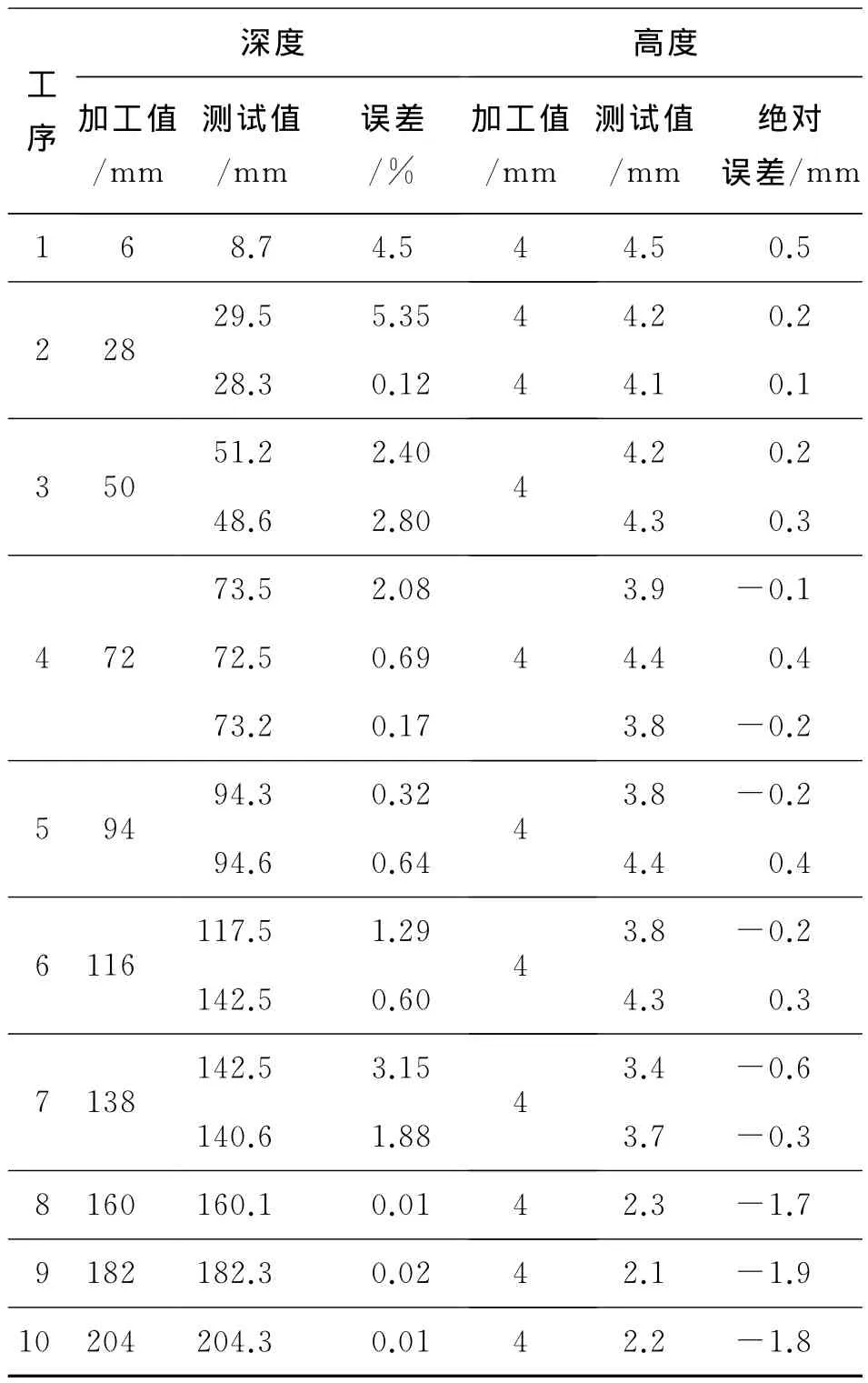
表3 所有檢測通道測出的深度與自身高度匯總及誤差分析
3.2 脈沖反射法超聲檢測
檢測采用友聯(lián)PXUT-350+數(shù)字超聲波檢測儀,選用斜探頭2.5Z14×14 K1.5和斜探頭 WB45-N2(2 MHz,20 mm×22 mm,45°)。耦合劑選用液壓油。在實際檢測中,采用探頭沿焊縫中心線運(yùn)動的來回平行掃查,檢測數(shù)據(jù)如下:① H6.1,SL-4.1 dB,自身高度測不出。② H28.8,SL+2.5 dB,27~32 mm。③ H50.5,SL+4 dB,48~53 mm。④ H72.6,SL+1 dB,69.6~76 mm。⑤ H93.1,SL+6 dB,90~96 mm。⑥ H115.3,SL+0 dB,116~119.5 mm。⑦H137.7,SL+2 dB,137.7~142.2 mm。 ⑧ H159.5,SL-4 dB,自身高度測不出。⑨ H182,SL-1 dB,自身高度測不出。⑩ H207.7,SL+21 dB,自身高度測不出(三組數(shù)據(jù)分別代表缺陷深度H,缺陷波幅,缺陷自身高度,其中SL表示定量線)。
結(jié)果表明:脈沖反射式超聲檢測可以較好地檢出10個模擬再熱裂紋缺陷。從表4可以看出:缺陷深度測量誤差較小,誤差均小于2%;缺陷自身高度的測量除表面和深度較大的缺陷外,其他缺陷的自身高度都能較好地檢出,因缺陷的自身高度(4 mm)較小,故其測量的誤差也較大,其絕對誤差為2~3 mm,但能與TOFD試驗結(jié)果進(jìn)行相互驗證。
與TOFD檢測結(jié)果對比發(fā)現(xiàn),超聲檢測能檢出和定量試塊表面下6 mm的缺陷,可以作為一種檢測TOFD盲區(qū)的補(bǔ)充檢測方法;同時,對于大于4 mm的橫向再熱裂紋,TOFD+UT組合檢測工藝可以較好地實現(xiàn)再熱裂紋缺陷深度和自身高度的定量,但只能對缺陷性質(zhì)進(jìn)行估判。
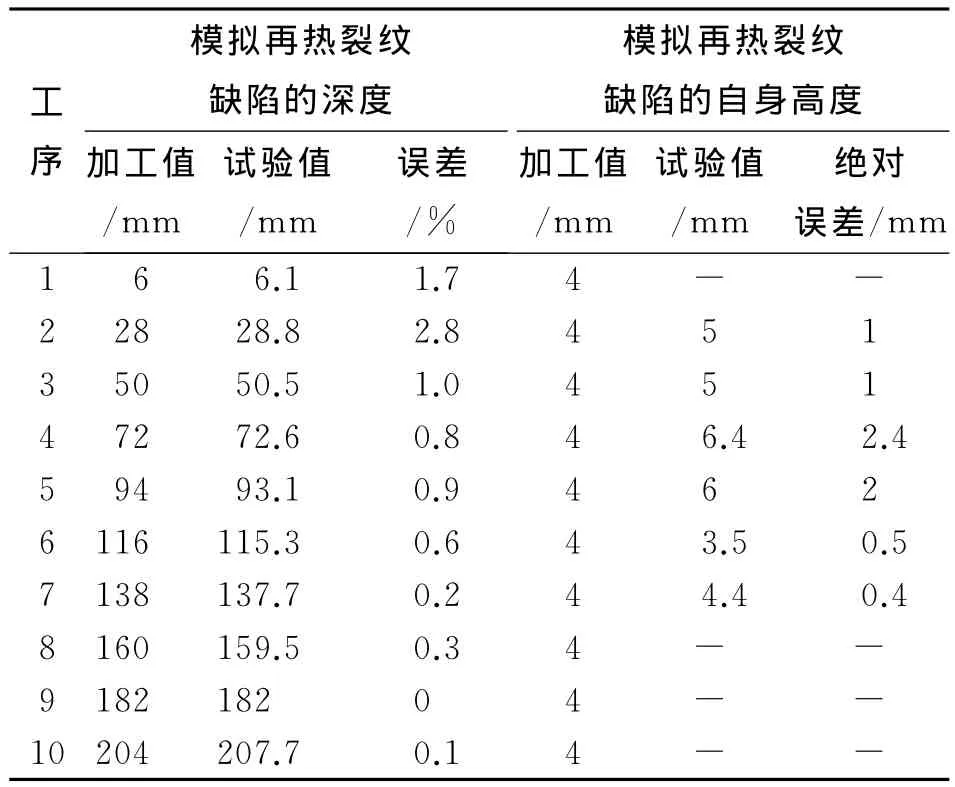
表4 超聲檢測結(jié)果分析 mm
3.3 磁記憶檢測
金屬磁記憶檢測技術(shù)是一種利用金屬磁記憶效應(yīng),通過測定構(gòu)件表面漏磁場法向分量Hp(y)或梯度等來推斷構(gòu)件應(yīng)力集中部位的無損檢測方法[7]。圖4是采用磁記憶方法檢測模擬再熱裂紋試塊的結(jié)果,其中Hp為鐵磁體的漏磁場法向分量;K為漏磁場梯度,L為掃查長度。
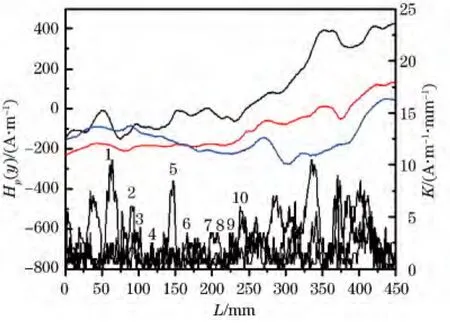
圖4 磁記憶檢測結(jié)果
圖4中波峰位置表示存在殘余應(yīng)力,可能有缺陷。圖中標(biāo)號1~10表示應(yīng)該在對比試塊內(nèi)有模擬再熱裂紋缺陷的地方,其中標(biāo)號1對應(yīng)試塊表面下6 mm處的模擬再熱裂紋,磁記憶信號最明顯。試驗表明:磁記憶方法能檢測到試塊近表面6 mm處的模擬再熱裂紋,可以作為一種檢測TOFD表面盲區(qū)的補(bǔ)充檢測方法,但很難對缺陷進(jìn)行定性定量。
3.4 其他補(bǔ)充檢測方法
在現(xiàn)場檢驗中,也常用磁粉檢測、滲透檢測、渦流檢測等作為表面或近表面缺陷的補(bǔ)充檢測方法。
4 結(jié)論
(1)對再熱裂紋的檢測需要更好的聲束聚焦范圍,JB/T 4730-2010標(biāo)準(zhǔn)中推薦的檢測分區(qū)數(shù)達(dá)不到要求,建議在保證聲束覆蓋全厚度的前提下適當(dāng)增加檢測分區(qū),以避免漏檢再熱裂紋。
(2)探頭沿焊縫中心線方向運(yùn)動的特殊B掃查法可以實現(xiàn)對微小模擬再熱裂紋缺陷的檢出,其中對缺陷深度定量精度較高,對缺陷自身高度4 mm也能有較好的定量,但TOFD檢測存在一定的表面盲區(qū),需要其他檢測方法作為補(bǔ)充;對再熱裂紋的TOFD檢測圖像與氣孔缺陷檢測出的圖像相似,呈“月牙形”。
(3)手工脈沖反射超聲檢測法可作為TOFD檢測再熱裂紋的一種補(bǔ)充檢測方法,不僅可對TOFD檢測進(jìn)行補(bǔ)充,同時還可實現(xiàn)對再熱裂紋的定量。
(4)磁記憶檢測可以作為TOFD檢測盲區(qū)的一種補(bǔ)充檢測方法,其可以檢出近表面微小橫向裂紋,但很難對缺陷定性定量。
(5)TOFD+UT檢測工藝,即特殊掃查方式的TOFD檢測和手工脈沖反射超聲檢測,可以實現(xiàn)對釩改進(jìn)鋼再熱裂紋的檢出和定量;TOFD檢測可以對缺陷定深定高,精度較高,UT也可以對缺陷定深及定高,兩種檢測結(jié)果可相互驗證,但兩者都只能對缺陷性質(zhì)進(jìn)行估判;對于不小于4 mm的橫向再熱裂紋缺陷,采用此檢測工藝能有較好地檢出和定量。
[1]俞樹榮.壓力容器設(shè)計制造入門與精通[M].北京:機(jī)械工業(yè)出版社,2012.
[2]仇恩滄.國產(chǎn)3Cr-1Mo-1/4V 鋼加氫反應(yīng)器的開發(fā)[J].石油化工設(shè)備技術(shù),2000(4):36-40.
[3]柳曾典,陳進(jìn),卜華全,等.2.25Cr-1Mo-0.25V鋼加氫反應(yīng)器開發(fā)與制造中的一些問題[J].壓力容器,2011(5):33-40.
[4]CéDRIC C,SYLVAIN P.Prevention of weld metal reheat cracking during Cr-Mo-V heavy reactors fabrication[C]∥Proceedings of the ASME 2009 Pressure Vessels and Piping Division Conference PVP2009-78144.Prague:[s.n],2009.
[5]閻長周,關(guān)衛(wèi)和,陳建玉,等.TOFD方法在厚壁承壓設(shè)備焊縫檢測中的試驗和應(yīng)用[J].壓力容器,2008(10):7-10.
[6]API Recommended Practice 934-A Materials and fabrication of 2.25Cr-1Mo,2.25Cr-1Mo-0.25V,3Cr-1Mo,and 3Cr-1Mo-0.25V steel heavy wall pressure vessels for high-temperature,high-pressure hydrogen service[S].
[7]任吉林,林俊明,任文堅,等.金屬磁記憶檢測技術(shù)研究現(xiàn)狀與發(fā)展前景[J].無損檢測,2012,34(4):3-11.
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
