精密流體軸承內孔擠壓加工與檢測技術研究
2015-05-07 02:50:02李軍利
機械工程師 2015年2期
關鍵詞:測量
李軍利
(珠海城市職業技術學院 機電工程學院,廣東 珠海 519090)
0 引言
流體軸承是一種精密的含油軸承,利用流體的靜壓原理,借助潤滑油的黏性和油在軸承副中形成液膜隔開兩摩擦表面并承受載荷的滑動軸承。流體軸承靜止時軸與軸承是相互接觸的,在高速旋轉時依靠壓力油膜把軸支承懸空實現平衡負載、隔離軸頸與軸套、潤滑等作用。流體軸承將金屬間的固體摩擦轉化為液體內部的分子摩擦,將摩擦磨損降至最低限度,由于其具有無機械接觸、能在最大范圍內滿足高速、輕載、振動小、運轉精度高、運行噪聲小、使用壽命長(可達到40 000 h)等特點,因而在高轉速(可達10 000 r/min)的高精密主軸上得到了廣泛應用。
小型精密流體軸承由于其產品體積小、精度高、加工困難、常規的加工設備和加工工藝不能滿足生產需要,因而常采用機械預加工和孔擠壓精加工相結合的方式,以滿足精密流體軸承的性能要求。不少學者對孔擠壓加工技術開展了相關研究。趙如福、金仁鋼、林大慶等[1-3]分析了擠壓加工的工藝因素,擠壓力的計算公式,擠壓速度和潤滑劑的選擇方法。張存鼎[4]討論了微電機內孔擠壓加工工藝過程及其設備的設計選擇。徐云奎[5]通過分析內孔擠壓變形理論,優化了擠壓參數計算公式。吳隆[6]分析了擠壓法加工內孔的參數優化問題。張洪雙、段曉飛[7]研究了擠壓加工孔壁殘余應力和孔徑、板件厚度、擠壓強化過盈量等工藝參數之間的關系。
為了對小型精密流體軸承的內孔進行擠壓精加工和測量,本文基于擠壓法加工內孔原理和傳感測量技術,設計了一套精密流體軸承內孔擠壓加工參數優化算法和檢測系統,在進行內孔精密擠壓加工同時實現對內孔徑的測量。
1 加工產品及參數
某型流體軸承產品示意圖如圖1所示,軸套內孔加工有儲油油槽2、4、7和溝槽3、6。軸承套的材質為青銅,外圓直徑dw為mm,內孔直徑d2為φ3.378±0.001 mm,溝槽深度為0.005 mm。軸套底孔采用鉆孔、鉸孔預加工而成;油槽、溝槽均采用特殊的鏜刀加工。為了清除加工毛刺和提高加工、檢測生產效率,要求軸套內孔的精加工實現兩個工序:一是完成表面研磨拋光;二是對軸套內孔徑進行測量和檢測,判斷軸承孔徑是否合格。
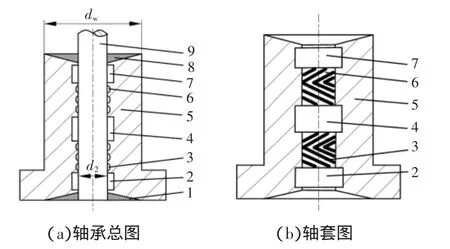
圖1 軸承圖
2 內孔擠壓加工工藝參數設計
2.1 內孔擠壓加工原理
球體擠壓法精加工內孔是利用一個比待加工孔稍大的淬火鋼球在推桿的推力作用下通過預加工后尺寸有余量的內孔,作為最后的精加工,如圖2所示。球體通過時,孔徑被加工到要求尺寸,孔壁被壓光,表面粗糙度減小,表面硬度和尺寸精度都將有所提升。
擠壓變形圖如圖3。擠壓時,鋼球與預加工孔存在擠壓過盈量K=d3-d1,孔表面則發生彈性變形K1=d3-d2和塑性變形K2=d2-d1。圖3中d1為擠壓前的孔徑;d2為擠壓后的孔徑;d3為鋼球直徑。
孔擠壓后的剩余塑性變形K2不僅與材料有關,而且還受材料的底孔直徑、孔壁厚度、熱處理程度等影響。要達到擠壓拋光的效果,就必須要使鋼球擠壓產生的壓力超過內孔壁的屈服彈性極限壓力,否則擠壓鋼球退出后,內孔產生的彈性變形全部恢復,達不到擠壓拋光的效果。擠壓過程中,當鋼球與內孔的過盈量超過內孔壁開始屈服的過盈量時,內壁的變形包括了擠壓工具退出后回復的彈性變形和使內孔增大的剩余塑性變形;隨著過盈量的增大,塑性變形也不斷增大,這時的應力與應變關系已不呈線性關系;而當過盈量增大到一定值(外壁也進入塑性變形時的極限位移量Ks)時,零件外壁的變形也進入了塑性階段[5-7]。
過盈量的選擇應盡可能靠近或稍大過零件外壁進行塑性變形階段,因為這時彈性變形也趨于極限,塑性變形量將隨著過盈量增大而同步增大,擠壓前孔徑的變化偏差對所加工的孔徑變化影響很小,從而可穩定地保證加工后的孔精度;但過盈量太大,會使金屬表面產生過大的塑性變形引起金屬的疲勞,反而使表面粗糙度惡化[8-9]。

圖2 孔擠壓加工圖
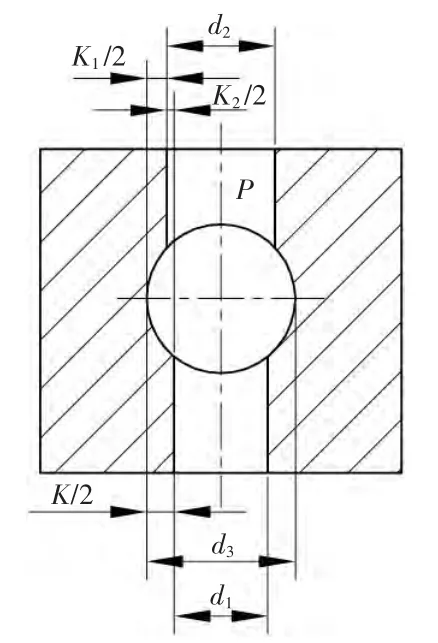
圖3 孔擠壓變形圖
2.2 加工過盈量K
首先計算極限情況下的過盈量,即外壁也進入塑性變形時的極限位移量 Ks[5-6]為

式中:σs為材料的屈服極限,取170 MPa;G為材料的剪切彈性模量,取0.39×105MPa;dw為零件外圓直徑,為mm;d2為零件內孔直徑,為 φ3.378±0.001 mm。
根據式(1)計算極限過盈量Ks為0.011 mm。查詢相關文獻[1,2,5]所推薦的過盈量值范圍為 0.04~0.06 mm,表明按照推薦過盈量值0.04~0.06 mm進行擠壓加工時,流體軸承軸套內孔壁和外壁均進入塑性變形階段,擠壓加工效果較好,故選取加工過盈量為推薦值的下限值,即取K=0.04 mm。
2.3 擠壓加工塑性變形量
由于選取的加工過盈量K=0.04 mm已超出極限過盈量Ks=0.011 mm,故此時的擠壓彈性變形達到最大值,對應的彈性變形應變量[5,8]為
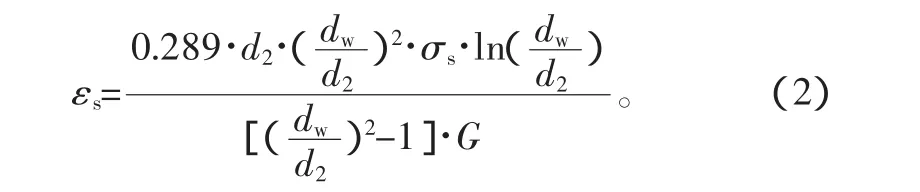
由式(2)計算極限彈性變形應變量εs=3.33×10-3mm。
2.4 擠壓鋼球直徑
鋼球直徑取為[5-6]

式中:εs為材料的極限彈性變形應變量;δ為零件孔的尺寸公差。
由式(3)確定擠壓鋼球直徑 d3為 φ3.3862mm,d3的尺寸偏差取對稱偏差為±0.000 5 mm,則選擇擠壓鋼球直徑 d3為mm。擠壓鋼球采用高硬度淬火鋼球。
2.5 擠壓前孔預加工直徑
擠壓前孔的預加工直徑[5-6]為

由式(4)確定擠壓前孔預加工直徑d1max為3.3747mm。
選取擠壓前孔預加工直徑d1的公差一般比成孔直徑d2的公差等級低一級[9],一方面可提高精加工孔的表面粗糙度,另一方面也可提高孔的加工精度,選取擠壓前孔直徑 d1為mm。
2.6 擠壓速度
擠壓速度選取為1~1.5 m/min。
3 孔徑檢測
由于軸套孔的直徑為φ3.378±0.001 mm,形位公差要求為圓度公差0.000 5 mm,圓柱度公差0.000 75 mm,此要求較高,若采用常規量具或量規檢測費時費力,難以測量,并可能會對內孔做成損傷,本文采用測量鋼球擠壓力法來進行檢測。
測量原理:選取合適直徑的測量鋼球,在擠壓鋼球擠壓拋光內孔后,將擠壓鋼球換成測量鋼球(如圖2),推桿推動測量鋼球通過軸套內孔,根據推桿壓力值,確定軸套孔是否符合要求。
測量鋼球直徑的選擇:測量鋼球直徑的選擇要使測量時的擠壓力不能超過孔的屈服彈性極限壓力,以保證測量后內孔產生的彈性變形全部恢復。經試驗確定,本軸套選取測量鋼球直徑為φ3.380 3±0.000 5 mm。
設計傳感器的測量范圍為0~50 N,采用測量鋼球檢測內孔時推桿的壓力范圍為25~32.3 N時,內孔合格;否則為不合格。
4 系統設計
流體軸承內孔擠壓加工與檢測系統流程圖如圖4。
基于系統流程圖,設計了基于PLC的擠壓加工和測量系統[10](如圖5),對流體軸承套內孔進行了擠壓精加工和孔徑測量,系統使用表明,該技術加工精度高(表面粗糙度可達 Ra0.63~Ra0.16)、速度快(4s/個)、檢測效果好,具有良好的使用和經濟效益。
5 結語
本文基于擠壓法加工內孔原理和傳感測量技術,設計了一套精密流體軸承內孔擠壓加工參數優化算法和測量系統,提高了內孔擠壓加工工藝參數的準確性,解決了小型精密流體軸承軸套孔體積小、加工精度高、測量困難等問題,驗證了算法和測量系統的有效性和正確性。
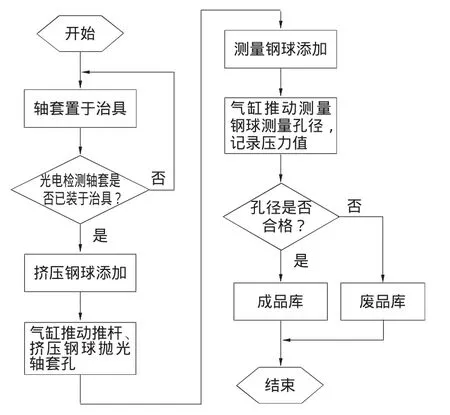
圖4 系統加工與檢測流程圖
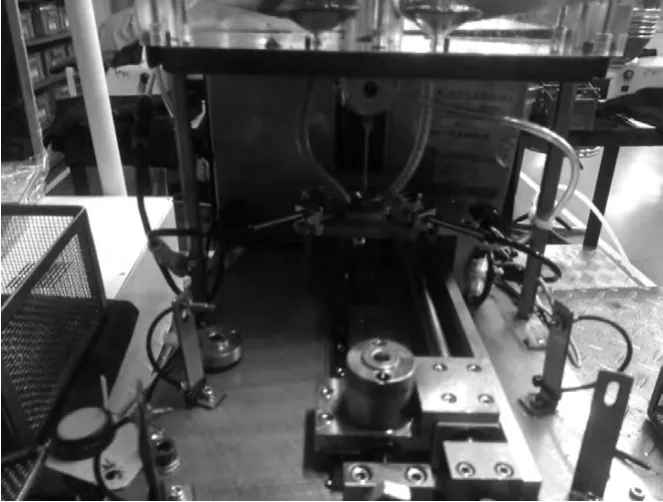
圖5 加工與測量系統
[1] 趙如福.金屬機械加工工藝人員手冊[M].上海:上海科學技術出版社,2006.
[2] 金仁鋼.實用冷擠壓技術[M].哈爾濱工業大學出版社,2005.
[3] 林大慶.金屬擠壓加工技術探討[J].中國新技術新產品,2013(5):165-165.
[4] 張存鼎.內孔擠壓在微電機生產中的應用[J].電機電器技術,1987(1):9-15.
[5] 徐云奎.內孔擠壓加工的工藝參數設計[J].機電工程,2001,18(4):77-79.
[6] 吳隆,吳曉薇.球體擠壓法精加工內孔[J].工具技術,2005,39(7):78-79.
[7] 張洪雙,段曉飛.孔擠壓強化和工藝參數研究[J].機械設計與制造,2011(11):111-113.
[8] 劉百宣,孫紅星,劉華,等.汽車轉向器螺桿中心細長孔冷擠壓成形工藝研究[J].鍛壓技術,2013,38(6):128-131.
[9] 嚴曉敏.針閥體中孔的冷擠壓加工設計[J].機械工程師,2011(12):123-124.
[10] 曾潔,左敦穩,薛善良.內螺紋冷擠壓加工工藝設計系統研究[J].中國制造業信息化,2012,41(7):25-29.
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00