FDM工藝參數對成型制品表面粗糙度影響的研究
2015-05-07 02:49:56鄔宗鵬
機械工程師 2015年2期
關鍵詞:工藝
鄔宗鵬
(安徽工業大學 工程實踐與創新教育中心,安徽馬鞍山 243002)
0 引言
熔融沉積(Fused Deposition Modeling,FDM)快速成型是一種基于噴射的成型技術,具有成本低、成型速度較快、無污染等特點[1]。在FDM成型加工過程中,每一個環節都可能會引起誤差,這些誤差嚴重影響了FDM制品的成型精度,作為其中重要因素的工藝參數,將會直接引起成型制品表面粗糙度的較大差別,因此應在加工之前予以考慮。本文利用北京殷華GⅡA型快速成型機,通過制品加工試驗,考察不同的工藝參數對制品表面粗糙度的影響,以期為后續的成型制品精度分析提供理論參考依據。
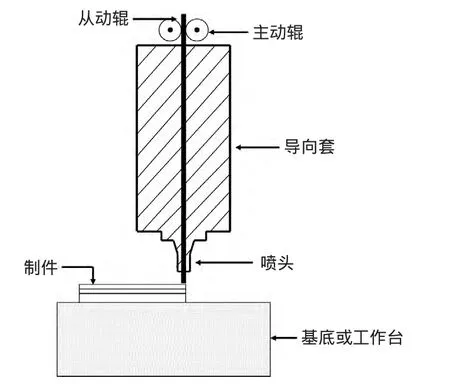
圖1 FDM快速成型工藝原理圖
1 FDM快速成型的工藝原理
熔融沉積是將絲狀的熱熔性材料加熱熔化,通過帶有一個微細噴嘴的噴頭擠噴出來,其工藝原理如圖1所示。
噴頭裝置在計算機的控制下,可根據加工工件截面輪廓的信息作X、Y平面運動,而工作臺則作Z方向,即垂直高度的運動。熱塑絲材(ABS、蠟絲及尼龍絲等)由供絲機構送至噴頭,并在噴頭中加熱至熔融狀態,然后被選擇性地涂覆在工作臺上,快速冷卻后形成加工工件截面輪廓。當一層成型完成后,工作臺下降一截面層的高度,噴頭再進行下一層的涂覆,如此循環,最終形成三維制品[2]。
2FDM系統的主要工藝參數
在FDM快速成型系統中,盡管諸多因素對成型制品精度或加工時間都有或多或少的影響,但主要還是由少數幾個工藝參數來控制的,本文選取了3個最重要的工藝參數在成型加工之前必須予以考慮,它們分別是分層厚度、成型溫度、成型角度。
1)分層厚度。即制品成型過程中每層切片截面的厚度,該參數與所用噴嘴類型有關,一般取0.15~0.4 mm。
2)成型溫度。包括噴嘴溫度與環境溫度。噴嘴溫度是指噴頭加熱到一定值時的工作溫度。環境溫度則指成型系統工作時制品周圍環境的溫度,通常是成型設備工作室的溫度。
3)成型角度。制品與成型室三維坐標系的夾角,如圖2所示,α為長方體模型與XOY平面的夾角,即將長方體繞X軸旋轉了α角。
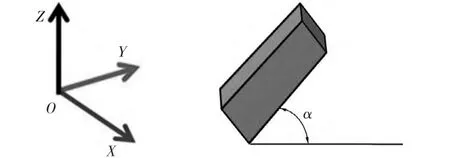
圖2 制品成型角度
3 工藝參數對制品表面粗糙度的影響
3.1 分層厚度對表面粗糙度的影響
使用半徑為10mm的半球作為試驗件,分別在0.2mm、0.3 mm和0.4 mm的分層厚度時加工成型,其它工藝參數取默認值,加工后的試件如圖3所示。

圖3 半球試驗件
成型數據如表1所示。
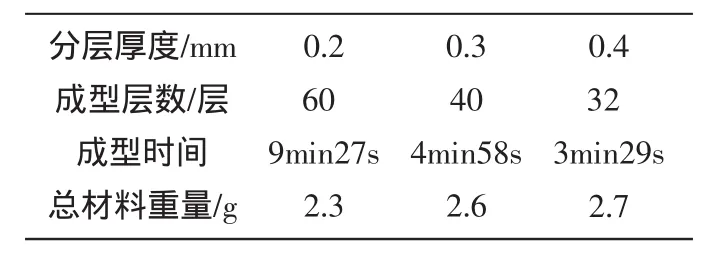
表1 半球試件的不同分層厚度成型數據
從成型實物可以明顯看到0.2 mm分層厚度的半球試件表面粗糙度比0.3 mm與0.4 mm的試件小。當成型角度取90°時,根據表面粗糙度公式可計算出粗糙度值分別為Ra0.1、Ra0.15和Ra0.2。因此分層厚度越小,制品的表面粗糙度值也越小,但所需成型時間會變長,加工效率降低。相反則表面粗糙度值變大,加工效率相對提高。所以實際成型加工過程中,為了減小制品的表面粗糙度,在時間合理允許的情況下,應選擇較小的分層厚度。
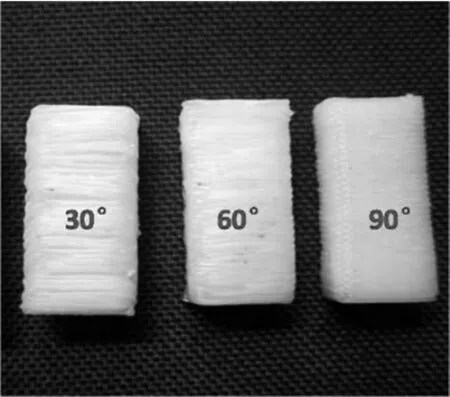
圖4 長方體驗件(成型角度)
3.2 成型角度對表面粗糙度的影響
使用20 mm×10 mm×5 mm 的長方體模型作為試件,分別在 30°、60°、90°的成型角度上進行成型,分層厚度取 0.3 mm,其它參數取默認值,成型后的試件如圖4所示。
表面粗糙度為0是不可能的,從成型試件上可用肉眼觀察到表面質量的不同,30°的成型試件表面十分粗糙,凹凸不平,絲材出現紊亂,60°時表面質量明顯較30°有所提高,90°時粗糙度值最小,在分層厚度取值相同的情況下,制品成型角度與粗糙度值之間成反比關系,角度越大,表面粗糙度值越小。
3.3 成型溫度對表面粗糙度的影響
成型溫度包括設備噴嘴和成型室兩個溫度,首先是噴嘴溫度,其決定了材料的粘接性能、堆積性能、絲材流量以及擠出絲寬度。北京殷華GⅡA型快速成型機噴嘴溫度默認值為240℃,在實際加工中,制品成型前需對噴嘴進行升溫與清洗,通過試件成型時的溫度設置及試驗,得到不同的試驗結果。GⅡA型成型材料為ABS B601,為了節約材料,選擇8件20 mm×10 mm×5 mm長方體作為試驗件對象,經過加工后不同長方體試件表面粗糙度間的比較,得出噴嘴溫度合理范圍,如圖5所示。
從圖5中可知,成型的噴嘴合理溫度范圍區域是220~260℃,在這個溫度范圍內,制品的成型質量是正常的,實驗表明,小于220℃時,成型絲材ABS難以融化,黏度加大,材料擠絲速度變慢,噴嘴容易發生堵塞,并且材料層面粘結強度降低,從而引起層間剝離,導致制品成型失敗,大于260℃時,材料則偏向于液態,黏性系數變小,流動性強,擠出過快,無法形成可精確控制的絲,制品的表面粗糙度值較大,精細輪廓難以成型,甚至出現表面起皺和制作時材料“塌陷”現象。
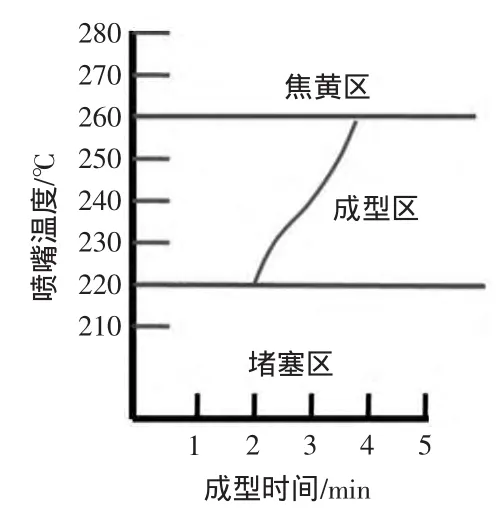
圖5 噴嘴溫度范圍圖

圖6 成型室溫度范圍圖
其次是成型室溫度,它會影響制品的表面質量及熱應力大小。殷華GⅡA型FDM快速成型機的成型室溫度可調范圍為30~100℃,因而需選擇8件試件,鑒于此前已建好的三維模型,仍將20 mm×10 mm×5 mm的長方體作為試驗樣件,在成型室溫度分別為30℃、40℃、50℃、60℃、70℃、80℃、90℃和100℃時成型,比較得出成型室合適溫度范圍,如圖6所示。
從圖6中可以看到制品成型時成型室的合適溫度為40~80℃,若溫度過高,雖然有助于減少熱應力,但試件表面易起皺,粗糙度值變大;而溫度過低,從噴嘴擠出的絲驟冷使成型制品熱應力增加,容易引起試件翹曲變形,同樣表面粗糙度值也變大。
4 結語
在FDM快速成型加工中,表面粗糙度影響著最終制品的質量,它們對FDM技術能否拓展到更多應用領域起著關鍵性甚至是決定性作用。本文針對目前FDM快速成型制品精度不高的情況,對影響FDM快速成型制品表面粗糙度的工藝參數進行了系統分析,通過試驗研究了它們對制品的表面粗糙度的影響,實踐證明,利用上述試驗的結果能夠很好地實現主要工藝參數的合理控制與設置的目的。
[1] 劉偉軍.快速成型技術及應用[M].北京:機械工業出版社,2005:12.
[2] 莫建華.快速成型及快速制模[M].北京:電子工業出版社,2006:155.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52