激光切割加工工藝的仿真與分析
2015-05-07 02:49:42李發智劉勇茍剛
機械工程師 2015年2期
李發智, 劉勇, 茍剛
(西華大學 機械工程與自動化學院,成都 610039)
0 引 言
隨著工業技術的廣泛應用以及CAD/CAM的引入,激光切割技術正朝著自動化方向發展。很多學者對激光進行了大量的研究,特別是在對激光的切割速度、輔助氣壓、焦點位置、噴嘴高度等進行了研究分析,達到了比較高的水平。但對切割零件表面粗糙度的研究還是較少[3],特別是對于影響表面粗糙度的一些因素。本文是在這些研究成果基礎上,通過研究電壓U、脈寬Th、頻率f及加工速度v對表面粗糙度Ra的影響和數據分析,并對因子的參數進行仿真分析,以此達到試驗目的[4-5]。
1 實驗設計
1.1 實驗內容
本試驗重點考慮研究電壓U、加工速度v、脈寬Th及頻率f對表面粗糙度Ra的影響,測得參數對表面粗糙度的影響,并找出規律。
1.2 試驗設備及參數
本實驗是采用KJG150300 500W YAG金屬切割機,波長是 1.064 μm,脈寬為 0.1~1.5 ms,頻率從 1~150 Hz可調,切割速度范圍可從0~100 mm/min中選擇。
1.3 零件材料及尺寸
零件材料為厚度為1 mm的不銹鋼板。切割零件的材料為Cr17的不銹鋼板,形狀為長15 mm、寬9 mm、高1 mm的長方體,其零件形狀如圖1所示,并用TR200粗糙度儀測量切割零件的斷面粗糙度[6]。
1.4 單因子試驗
當電壓、脈沖寬度、頻率和加工速度其中三個不變的情況下,測試一種因子對零件的斷面粗糙度的影響,并分別繪制出電壓,脈沖寬度,頻率和加工速度對斷面粗糙度的影響規律,如圖2~圖5所示。

圖1 零件圖

圖2 斷面粗糙度隨電壓變化的關系曲線
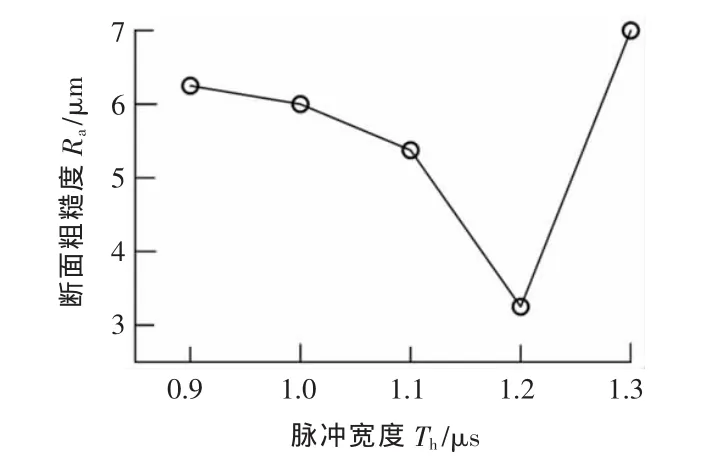
圖3 斷面粗糙度隨脈沖寬度變化的關系曲線
由圖2看出隨電壓增大,斷面粗糙度逐漸減小;從圖3得知脈沖寬度從0.9 μs到1.2 μs變化過程中斷面粗糙度隨脈寬增大而逐漸減小,其遞減速率逐漸加快,而在1.2 μs到1.3 μs之間斷面粗糙度又突然增大;由圖4看出隨著脈沖頻率逐漸增大,斷面粗糙度慢慢減小;由圖5看出加工速度從8 mm/s到10 mm/s變化過程中,斷面粗糙度隨速度增加而減小,加工速度從10 mm/s到12 mm/s,斷面粗糙度又開始變大[7-8]。
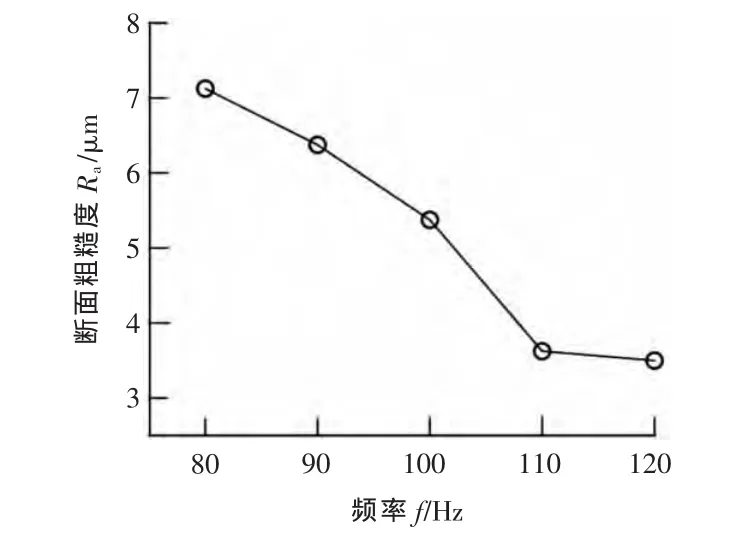
圖4 斷面粗糙度隨頻率變化的關系曲線
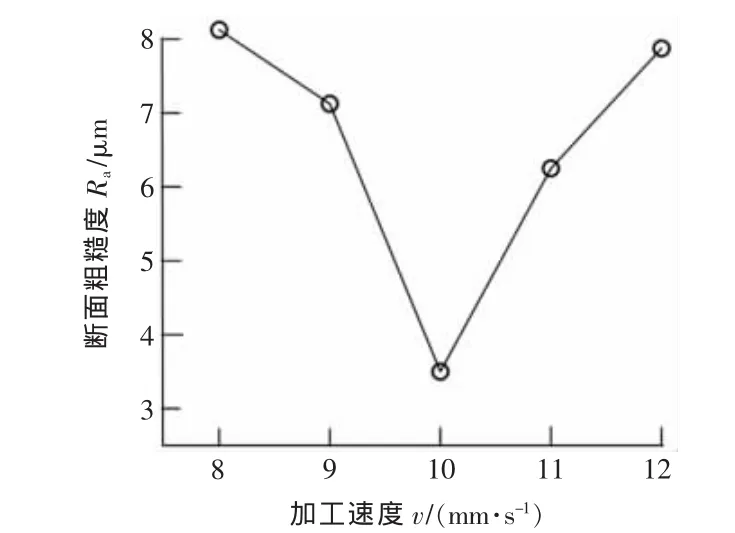
圖5 斷面粗糙度隨加工速度變化的關系曲線
1.5 二次通用旋轉組合設計
通過二次通用旋轉組合設計,計算出電壓U、脈寬Th、頻率f、加速度v與斷面粗糙度Ra之間的回歸方程,并對回歸方程進行誤差曲線擬合和預測[4-5]。
1.5.1 試驗因素的選擇
由單因子實驗可得,試驗因子取值范圍如下:電壓U為 460~500V,脈寬 Th為 0.9~1.3μs,頻率 f為 80~120Hz,加工速度 8~12 mm/s[4]。
1.5.2 試驗次數確定
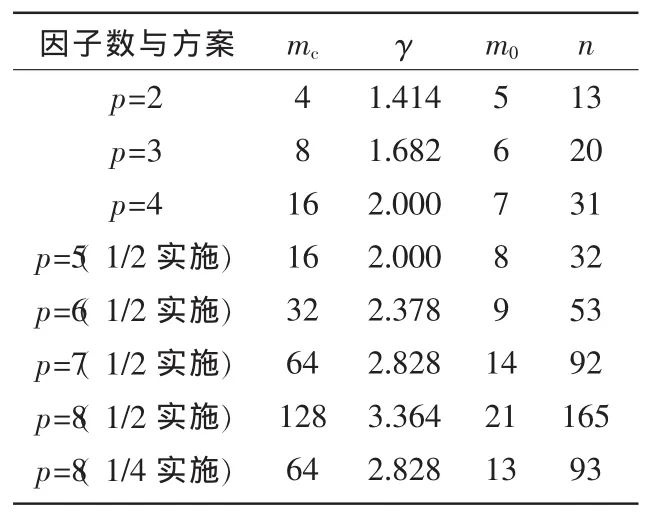
表1 二次回歸通用旋轉組合設計參數
中心組合設計方案,試驗總次數為

其中:mc為試驗次數;m0為中心點試驗次數;p為因子數。
由p=4,查上表可得n=31,
1.5.3 回歸方程的求解
設回歸方程結構式為
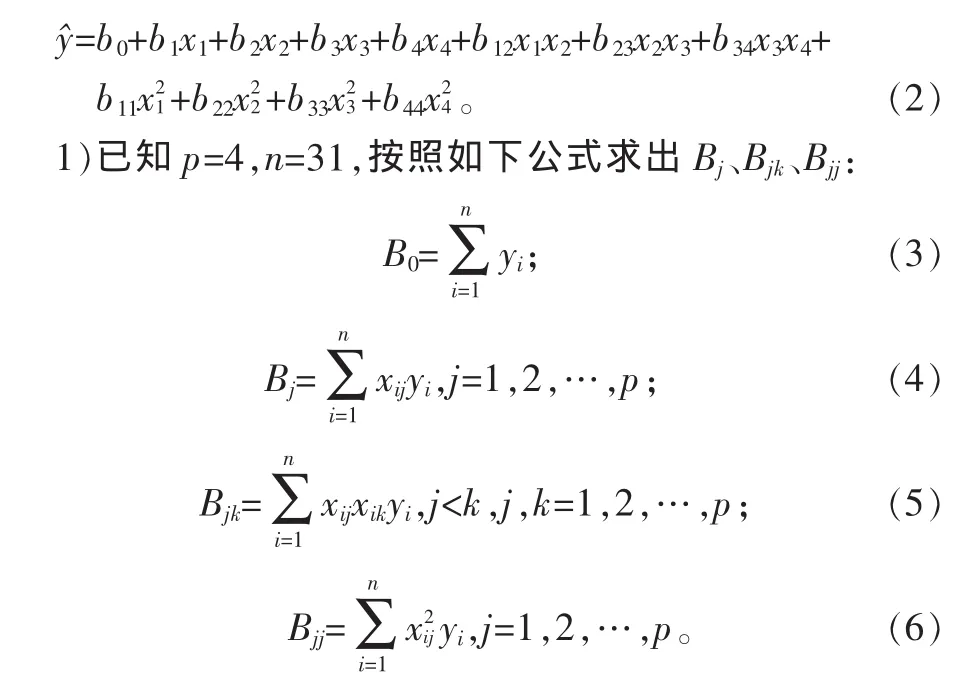
2)按公式求回歸系數。
K=0.142 857 1,E=-0.035 714 2,F=0.034 970 2,G=0.003 720 23,又由 mc=16,γ=2,得 h=mc+2γ2=24,帶入如下公式:
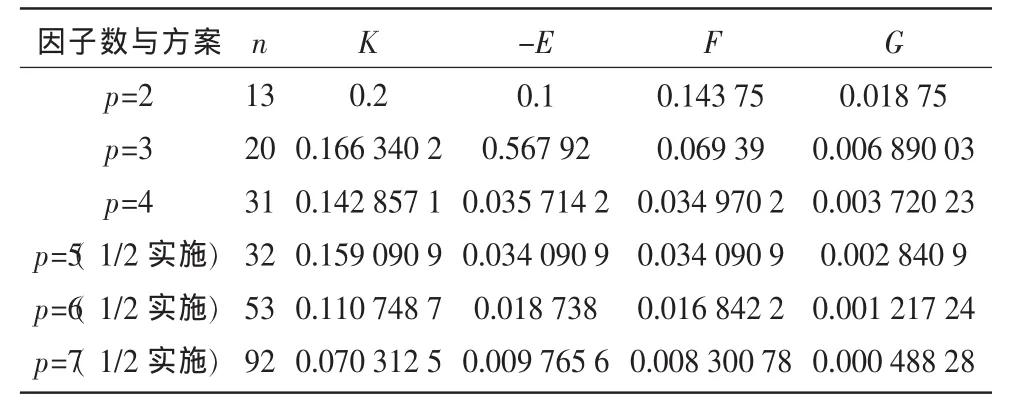
表2 二次通用選裝組合設計中心計算回歸系數參數

可得回歸方程為
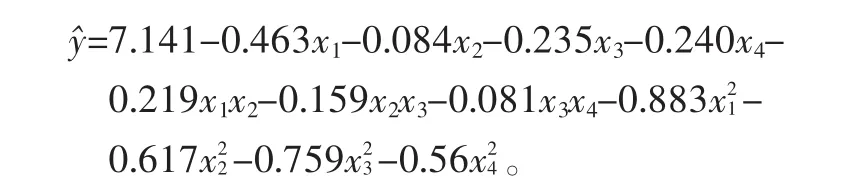
1.5.4 回歸方程的曲線擬合
所以得到表面粗糙度的擬合曲線為

圖6和圖7所示為采用傳統工藝建模方法的擬合精度誤差曲線和預測精度誤差曲線。
由上圖擬合可以看出回歸方程所得擬合誤差非常大,對實際指導意義不大。
2 BP神經網絡設計
對數據進行歸一化處理后,采用newrff函數創建BP網絡,設定學習函數為learned,學習速率為0.01,設定顯示率為1,最大輪回次數為200,目標誤差為0.001。BP網絡訓練過程的誤差曲線如圖8。

圖6 擬合精度誤差曲線
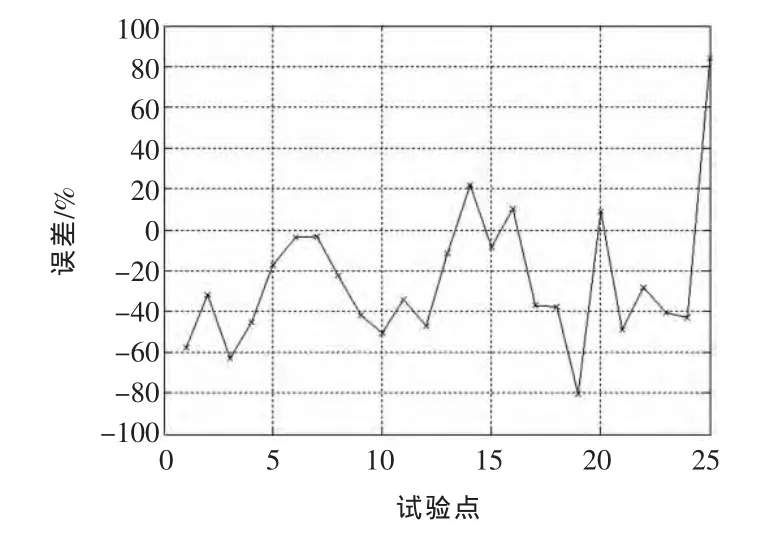
圖7 預測精度誤差曲線
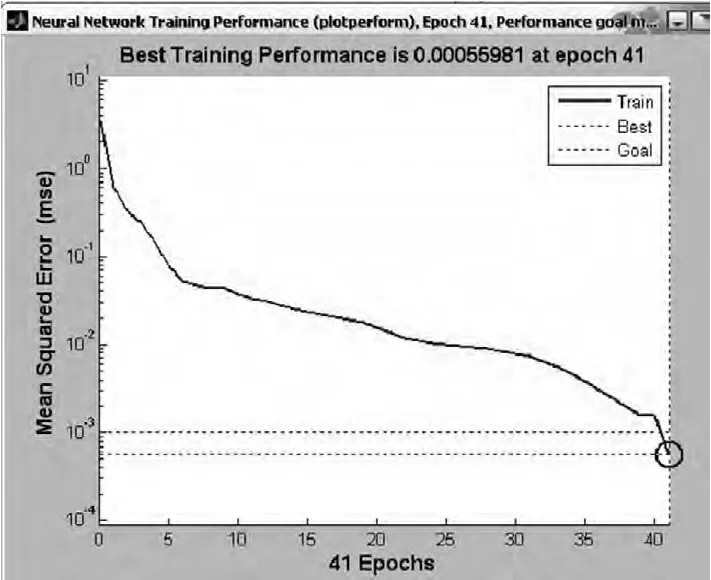
圖8 BP網絡建立過程誤差曲線
圖9和圖10所示采用BP網絡建模方法的擬合精度誤差曲線和預測精度誤差曲線。
3結 論
1)通過單因子實驗可以看出,斷面粗糙度隨電壓增大而逐漸減小;隨著脈沖寬度呈“V”字型變化并且在1.2 μs時最小;隨著脈沖頻率逐漸增大而逐漸減小;隨著加工速度呈“V”字型變化在10 mm/s時最小,呈現先減小后增大變化規律。
2)在二次通用旋轉組合設計試驗中,用該回歸方程對試驗數據進行擬合和預測時發現,其誤差太大。通過BP網絡仿真后的擬合和預測數據,其精度大大提高,其誤差擬合范圍在-3%~3%之間,誤差預測范圍在-4%~2%之間。
3)本文中只做了從已知輸出電壓U、脈沖激光的寬度Th和頻率f、加工速度v,預測斷面粗糙度的仿真研究。并未通過對給定粗糙度,進行輸出電壓U、脈沖激光的寬度Th和頻率f和加工速度v的預測,開發一個較成熟的工藝仿真系統。

圖9 擬合精度誤差曲線圖
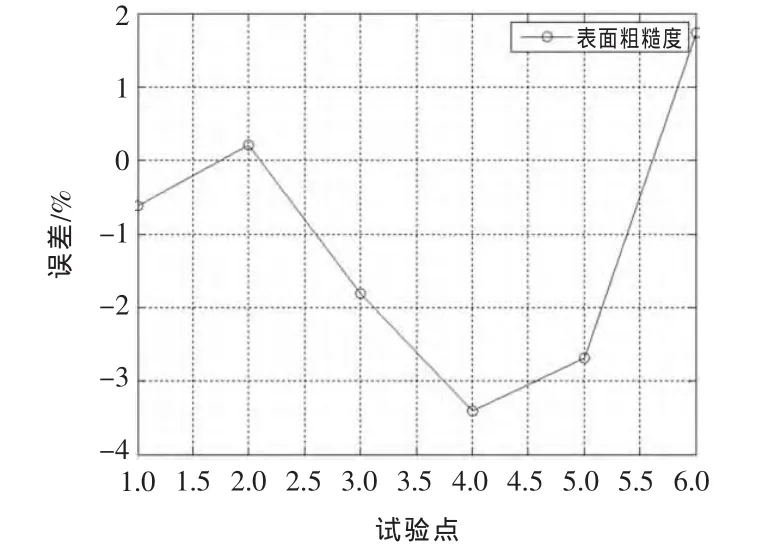
圖10 預測精度誤差曲線圖
[1] 徐路寧,王霄,張永康.激光切割板材的工藝處理[J].應用激光,2002(12):533-538.
[2] 司立眾.激光切割鋼板效率研究[J].制造技術與機床,2012(6):149-152.
[3] 閻啟,劉豐.工藝參數對激光切割的影響[J].應用激光,2006(6):151-153.
[4] 徐路寧,張永康.激光切割工藝參數的數據庫研究[J].電加工與模具,2005(2):42-45.
[5] 畢玉春,汪小峰.淺談激光切割技術[J].中國水運,2007(4):194-195.
[6] 何峋.激光切割鋼板的若干工藝問題[J].電氣制造,2009(1):36-38.
[7] 張潞英,伍俊,陳廣義.一種改善激光切割表面質量的預估控制方法[J].佛山科技技術學院(自然科學版),2013(11)1-3.
[8] 齊忠軍,李曉明,王濤.激光切割工藝在機械加工中的應用[J].農業科技與裝備,2014(5):63-64.