ZJ116型卷接機組水松紙糾偏裝置的改進
2015-05-07 02:49:28陶韶華
機械工程師 2015年1期
關鍵詞:支架
陶韶華
(常德煙草機械有限責任公司,湖南 常德 415000)
0 引言
ZJ116型卷接機組是由中煙機械技術中心根據德國HAUNI公司PROTOS 2-2卷接機組的專有技術進行轉化設計,由常德煙草機械有限責任公司生產的新型高速卷接生產設備。該機組具有加工效率高、自動化程度高、產品標準性好等優點,是目前卷煙行業的主要加工設備。然而,該機組在使用過程中依然存在一些問題,其中比較突出的問題是水松紙在傳輸過程中的偏移。由于現有的水松紙糾偏裝置為手動調節,不僅增加工作強度,而且調整精度差,影響卷煙質量。本文針對這一現象進行了改進。
1 問題分析
水松紙本身帶有一定的彈性,在不同的張力下會有平直度的改變,特別是經過幾道送紙輥后,受到時大時小的張力影響就會產生一定量的位移[1]。目前ZJ116型卷接機組糾偏裝置的結構如圖1所示。
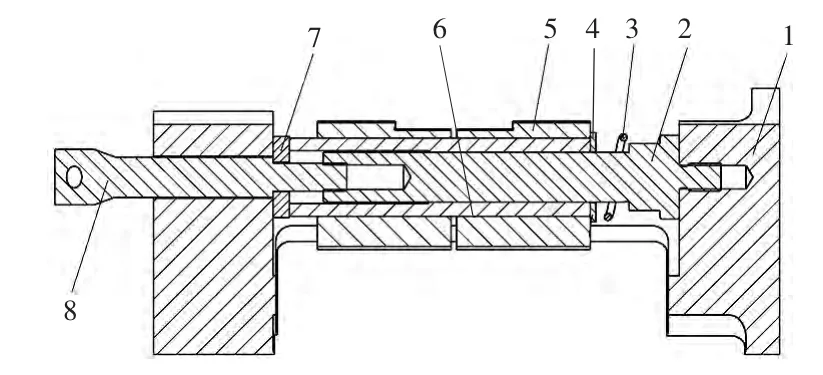
圖1 ZJ116型卷接機組水松紙糾偏裝置
該糾偏裝置的工作原理為:水松紙在拉紙輥(圖中未標出)的拉力下從紙盤(圖中未標出)中拉出,從弧形導軌座5的弧形槽面通過,接著進入上膠、加熱以及卷制成型部分。水松紙的位置由弧形導軌座5上弧形槽的位置確定。調整方式為:調整絲桿8順時針轉動時,調整絲桿8將通過擋圈7驅動外軸套6右移,而弧形導軌座固連在外軸套6上,從而實現弧形導軌座5右移;調整絲桿8逆時針轉動時,調整絲桿8左移,復位彈簧3通過擋圈4驅動外軸套6隨著調整絲桿8左移,從而實現弧形導軌座5左移。該糾偏裝置需人工手動調節,不僅增加工作強度、調整精度差,而且這種糾偏方式容易引起水松紙卷邊,影響卷煙質量。
2 一種新型水松紙糾偏裝置
針對ZJ116型卷接機組現有水松紙糾偏裝置的不足,現提出一種新型的糾偏裝置。該裝置的具體結構如圖2所示。
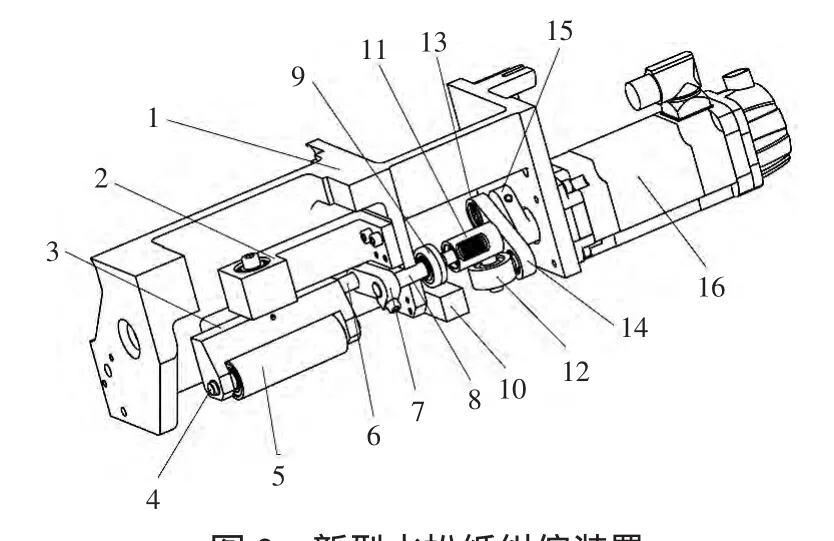
圖2 新型水松紙糾偏裝置
該裝置的具體連接方式為:伺服電機16固定在機架1上;擺桿15通過鍵與電機軸連接;連接軸13通過彈性圓柱銷與擺桿15連接;連接軸13的另一端通過深溝球軸承與連桿14連接;連桿14的另一端通過深溝球軸承與軸承座12連接;軸承座12通過向心關節軸承與軸承座11連接;軸承座11通過直線軸承與軸8連接;深溝球軸承9固定在軸8上,與支撐塊10形成一個支撐點;軸8通過螺釘鎖緊在連桿7的一端;連桿7的另一端通過彈性圓柱銷與連接軸6連接;連接軸6的另一端通過螺釘鎖緊在支架3上;軸4通過卡簧固定在支架3上;導紙輥通過深溝球軸承與軸4連接;支架3通過深溝球軸承與支架2連接;支架2通過螺釘與圓柱銷與機架1連接。
該糾偏裝置的工作原理為:水松紙在驅動裝置(圖中未標出)的拉力下從導紙輥5的圓柱面上滑過,依次進入上膠、加熱以及主體卷煙部分。當負責檢測水松紙位置狀態的檢測裝置(圖中未標出)檢測到水松紙的位置發現偏移時,將信號反饋給伺服電機16。伺服電機16在預設程序的控制下根據檢測裝置的信號作相應的響應。當水松紙向右偏移時,檢測裝置將信號反饋給伺服電機16,伺服電機16順時針轉動。擺桿15和連桿14以及軸承座12實際上形成了一個曲柄滑塊機構,當伺服電機16順時針轉動時將驅動軸承座12前移。軸8、連桿7、連接軸6以及支架3固連成一個整體,軸承座12的前移將通過軸承座11驅動支架3右端向前擺動,從而帶動導紙輥5的右端向前擺動。導紙輥右端前擺將改變水松紙行進過程中兩側的張力,水松紙將會向張力較小的左側偏移,從而實現了糾偏的功能[2]。當水松紙左偏時,伺服電機16逆時針轉動,同樣能實現糾偏功能。
3 結語
相對于ZJ116型卷接機組現有的水松紙糾偏裝置,新型的水松紙糾偏裝置采用伺服控制,實現了在線自動糾偏,而且糾偏精度高、響應快。采用改變水松紙兩邊張力的方式來實現糾偏,解決了水松紙卷邊的問題。
[1] 張建勛,王志勇.新型水松紙糾偏技術在卷煙接裝機上的應用[J].科技資訊,2011(2):53.
[2] 陶韶華.一種水松紙的自動糾偏裝置:中國,ZL 2014 2 0177864.6[P].2014-08-06.
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
海洋信息技術與應用(2020年3期)2020-08-24 07:25:10
中國臨床醫學影像雜志(2019年5期)2019-08-27 02:48:00
中國生物醫學工程學報(2019年4期)2019-07-16 08:04:16
模具制造(2019年3期)2019-06-06 02:10:54
制造業自動化(2017年2期)2017-03-20 14:26:14
中國繼續醫學教育(2015年6期)2016-01-07 07:38:49
沈陽醫學院學報(2014年4期)2014-12-27 13:44:20
航天器工程(2014年5期)2014-03-11 16:35:55
