基于統(tǒng)計(jì)學(xué)方法的工件與車刀后刀面的接觸模型構(gòu)建
2015-04-26 08:22:42江詠平鄭清春胡亞輝王雷
機(jī)床與液壓 2015年15期
關(guān)鍵詞:模型
江詠平,鄭清春,胡亞輝,王雷
(1.天津市先進(jìn)機(jī)電系統(tǒng)設(shè)計(jì)與智能控制重點(diǎn)實(shí)驗(yàn)室,天津 300384;2.天津理工大學(xué),天津 300384)
0 前言
鈦合金以其良好的耐熱性、耐腐蝕性能,以及優(yōu)異的力學(xué)性能等,廣泛應(yīng)用于航空航天、醫(yī)療、化學(xué)等工業(yè)。然而,作為一種典型的難加工材料,過快的刀具磨損嚴(yán)重制約了其切削加工效率的提高[1]。目前國內(nèi)外許多學(xué)者都對刀具磨損做了研究,李友生、陸豐瑋等[2-3]研究了刀具的磨損機(jī)制和形式,HARTUNG研究了不同材料刀具的磨損[4],但是他們基本上都是從宏觀角度對刀具磨損進(jìn)行研究,很少從細(xì)觀角度進(jìn)行考慮。車刀后刀面在細(xì)觀尺度上是粗糙不平的,工件與車刀后刀面實(shí)際接觸面積只是名義接觸面積的一部分,本課題從細(xì)觀層面進(jìn)行考量,通過觀測車刀后刀面實(shí)際表面形貌,分析識別其統(tǒng)計(jì)特征參
數(shù),構(gòu)建刀面表面形貌的細(xì)觀尺度模型。
1 車刀后刀面表面形貌的數(shù)據(jù)采集
1.1 實(shí)驗(yàn)設(shè)備、測量原理及參數(shù)設(shè)置
1.1.1 實(shí)驗(yàn)設(shè)備
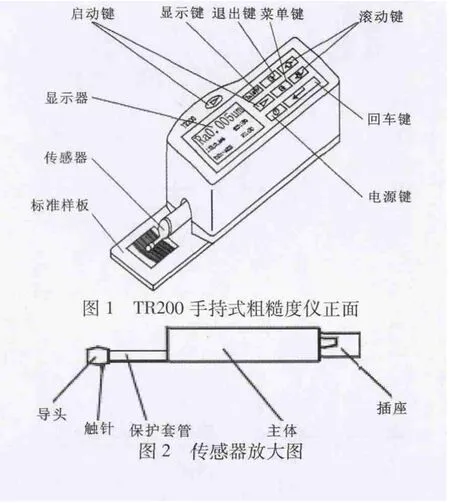
實(shí)驗(yàn)采用的是TR200手持式粗糙度儀,屬于接觸式測量[5]。儀器各部分名稱如圖1、圖2所示。
1.1.2測量原理
TR200手持式粗糙度儀工作原理框圖如圖3所示。
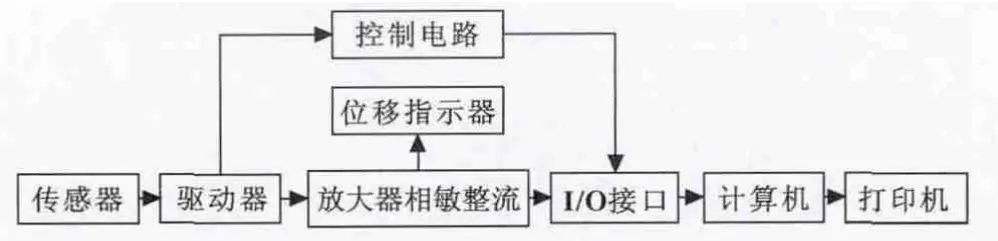
圖3 粗糙度儀工作原理框圖
其測量原理為:將傳感器放在工件被測表面上,由儀器內(nèi)部的驅(qū)動機(jī)構(gòu)帶動傳感器沿被測表面做等速滑行,傳感器通過內(nèi)置的銳利觸針感受被測表面的粗糙度,此時(shí)工件被測表面的粗糙度引起觸針產(chǎn)生位移,該位移使傳感器電感線圈的電感量發(fā)生變化,從而在相敏整流器的輸出端產(chǎn)生與被測表面粗糙度成比例的模擬信號,該信號經(jīng)過放大及電平轉(zhuǎn)換之后進(jìn)入數(shù)據(jù)采集系統(tǒng),DSP芯片將采集的數(shù)據(jù)進(jìn)行數(shù)字濾波和參數(shù)計(jì)算,測量結(jié)果在液晶顯示器上讀出,也可在打印機(jī)上輸出,還可以與PC機(jī)進(jìn)行通訊。
1.1.3 參數(shù)設(shè)置
TR200手持式粗糙度儀的參數(shù)設(shè)置如表1所示。
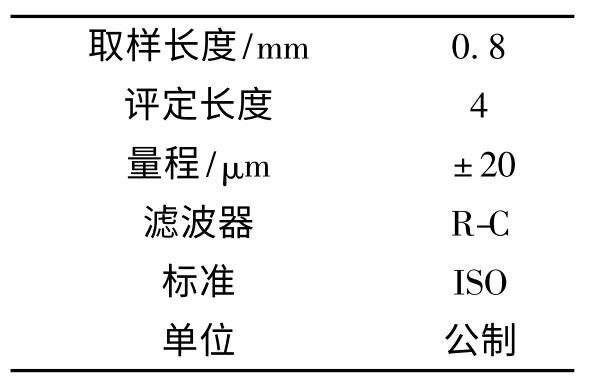
表1 參數(shù)設(shè)置
1.2 車刀試件后刀面表面形貌測量與實(shí)驗(yàn)數(shù)據(jù)采集
粗糙表面可以用微凸體的曲率半徑R、高度的標(biāo)準(zhǔn)偏差σ,以及微凸體的概率密度η這3個(gè)參數(shù)來進(jìn)行表征[6]。其中,車刀后刀面表面形貌粗糙度均方根值σ就是輪廓均方根偏差Rq,通過測量獲得。
取樣試件為硬質(zhì)合金刀具,材料為YG8,試件規(guī)格為(10 mm×10 mm×5 mm)。實(shí)驗(yàn)中通過將試件與工作臺固定,然后調(diào)節(jié)儀器,將傳感器放在工件被測表面上,保持接觸。為了提高精度,進(jìn)行了6次實(shí)驗(yàn);同時(shí)在實(shí)驗(yàn)的過程中,盡量避開刀具試件表面上明顯的缺陷,得到理想的實(shí)驗(yàn)數(shù)據(jù)。后刀面表面形貌數(shù)據(jù)采集如表2所示。
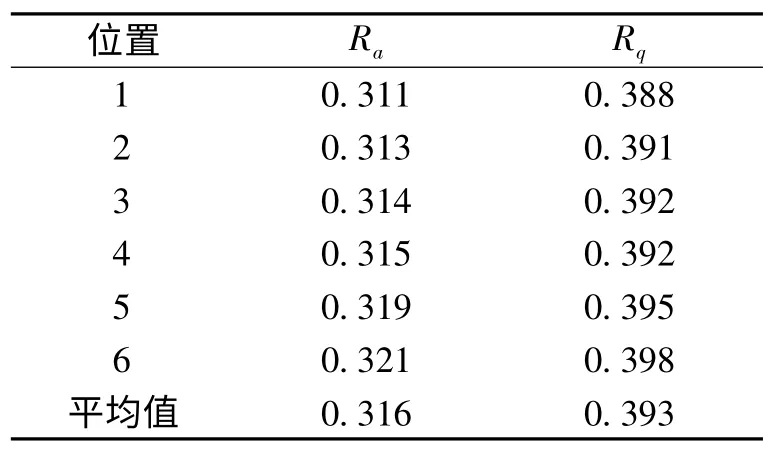
表2 后刀面表面形貌數(shù)據(jù)采集μm
其中:Ra為輪廓算術(shù)平均偏差,Rq為輪廓均方根偏差。
2 基于統(tǒng)計(jì)學(xué)的工件與車刀后刀面細(xì)觀尺度接觸模型建立及仿真
2.1 車刀后刀面表面形貌的表征
粗糙表面微凸體的高度服從高斯分布:

微凸體的曲率半徑為R:

微凸體的概率密度為η:

以上3個(gè)公式中:f(x)為微凸體高度分布概率密度函數(shù);R為微凸體的曲率半徑;η為微凸體的分布密度;σ為微凸體均方根高度;σ'為均方根斜率;σ″為均方根曲率。
由實(shí)驗(yàn)結(jié)果可知,輪廓均方根偏差Rq為車刀后刀面表面形貌粗糙度均方根值,且有σ=Rq=0.393 μm,代入公式(1)中可得:

因此車刀后刀面由微凸體高度分布概率密度函數(shù)為f(x),微凸體曲率半徑為R,分布密度為η的粗糙表面組成。
2.2 車刀后刀面接觸模型的建立
根據(jù)經(jīng)典G-W模型[7]的假設(shè),研究工件和車刀接合面的接觸性質(zhì)即是研究一粗糙面與一剛性平面的接觸性質(zhì),工件與車刀后刀面接觸的細(xì)觀形貌如圖4所示。
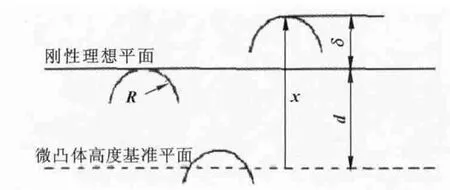
圖4 工件與車刀后刀面接觸的細(xì)觀形貌示意圖
圖中d為剛性理想平面與微凸體高度基準(zhǔn)平面之間的距離,δ為微凸體的實(shí)際變形量,且有:

Hertz彈性接觸模型只是對單對接觸點(diǎn)的接觸建模分析。為了便于計(jì)算,研究粗糙表面接觸最開始的方法是將兩個(gè)粗糙表面間的接觸假設(shè)為一個(gè)等效粗糙平面和一個(gè)理想剛性光滑平面的接觸。
根據(jù)Hertz接觸模型[8],單個(gè)峰的接觸有:


式中:a為Hertz模型接觸面積,p為接觸載荷,R為微凸體半徑,E'為符合彈性模量,即:

式中:E1、E2和υ1、υ2分別代表兩接觸體材料的彈性模量和泊松比。如表3所示。
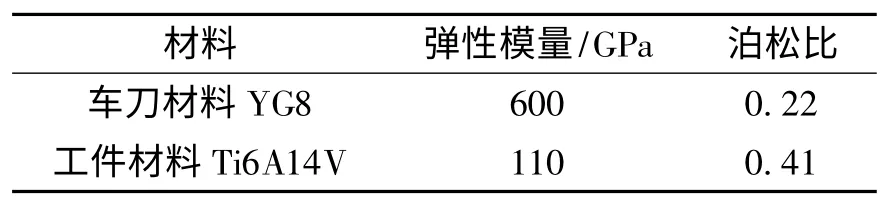
表3 車刀和工件的彈性模量和泊松比
因此,高度為x的微凸體發(fā)生接觸的概率為:

如果接觸表面的微凸體有N個(gè),則實(shí)際接觸的微凸體個(gè)數(shù)可表達(dá)為

其中N=ηAa,Aa為名義接觸面積。
由公式(1)、(4)、(5)、(7)、(8)得出實(shí)際接觸面積和接觸載荷為:
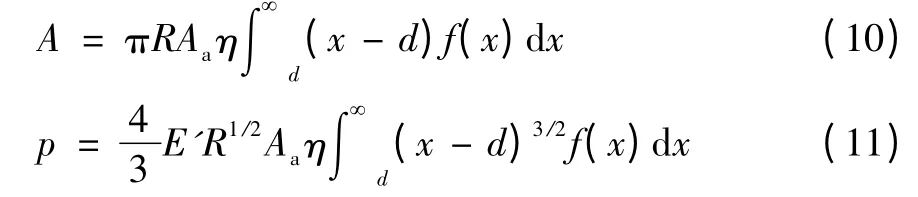
式中:A為表面微凸體實(shí)際接觸面積;
p為表面微凸體實(shí)際接觸載荷。
2.3 工件與車刀后刀面接觸模型的數(shù)字仿真運(yùn)算
2.3.1 后刀面接觸模型的量綱一化
為了能夠得到實(shí)際接觸的微凸體個(gè)數(shù)的變化規(guī)律,這里將公式(8)進(jìn)行量綱一化[9],令x*=,則有;量綱一距離,微凸體量綱一數(shù)量,則有:

這里有余補(bǔ)誤差函數(shù)erfc(d*),定義如下:

于是,實(shí)際接觸的微凸體個(gè)數(shù)n的函數(shù)關(guān)系式,

2.3.2 工件與車刀后刀面接觸模型的仿真運(yùn)算
通過數(shù)學(xué)軟件Matlab進(jìn)行仿真分析,進(jìn)而得到微凸體量綱一數(shù)量n*和量綱一間距d*的變化規(guī)律,給定d*為[0,3],如圖5所示。
依據(jù)仿真結(jié)果可知:
(1)隨著工件與車刀后刀面高度基準(zhǔn)平面之間距離的減少,實(shí)際接觸的微凸體的個(gè)數(shù)呈線性增長,且增長的速率越來越快,同時(shí)實(shí)際接觸載荷和接觸面積也相應(yīng)的增加,這與實(shí)際情況相符;實(shí)際接觸的微凸體個(gè)數(shù)并沒有隨著名義接觸面積的增加而線性增加。
(2)微凸體實(shí)際接觸變形并非絕對為線性,接觸變形逐漸由彈性變形向彈塑性變形轉(zhuǎn)化,這完全符合實(shí)際彈塑性接觸理論。
3 結(jié)論
采用TR200手持式粗糙度儀對硬質(zhì)合金車刀后刀面的表面形貌參數(shù)測量,獲取后刀面表面形貌的評定參數(shù),并建立了工件與車刀后刀面間基于統(tǒng)計(jì)學(xué)的細(xì)觀接觸尺度模型。此數(shù)學(xué)模型反映了車刀后刀面表面形貌的分布規(guī)律及工件和車刀后刀面接合面間的變形機(jī)制,為減少硬質(zhì)合金刀具磨損的研究提供了理論基礎(chǔ),對于研究刀具磨損具有重要意義。
[1]楊雷.鈦合金切削摩擦磨損的試驗(yàn)研究[D].南京:南京航空航天大學(xué),2010.
[2]李友生,鄧建新,張輝,等.高速車削鈦合金的硬質(zhì)合金刀具磨損機(jī)理研究[J].摩擦學(xué)學(xué)報(bào),2008,28(5):444-447.
[3]陸豐瑋,李樂洲,朱平國,等.車削TC4鈦合金的刀具磨損與切屑形態(tài)分析[J].航天制造技術(shù),2009,6(3):18-21.
[4]劉鵬.超硬刀具高速銑削鈦合金的基礎(chǔ)研究[D].南京:南京航空航天大學(xué),2011.
[5]TR200手持式粗糙度儀使用說明書.
[6]吳芝亮.質(zhì)子交換膜燃料電池接觸電阻數(shù)學(xué)建模與參數(shù)分析[D].天津:天津大學(xué),2008.
[7]GREENWOOD J A,WILLLIAMSON J B P.Contact of Nominally Flat Surfaces[J].Proceedings of Royal Society,1966,A295:300-319.
[8]JOHNSON K L.Contact Mechanics[M].Cambridge:Cambridge University Press,1987.
[9]陳士剛,胡亞輝,何志祥.基于統(tǒng)計(jì)學(xué)規(guī)律的機(jī)床導(dǎo)軌接合面接觸模型研究[J].潤滑與密封,2012,37(12):52-55.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網(wǎng)絡(luò)安全與數(shù)據(jù)管理(2022年1期)2022-08-29 03:15:20
導(dǎo)航定位學(xué)報(bào)(2022年4期)2022-08-15 08:27:00
中學(xué)生數(shù)理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀(jì)智能(數(shù)學(xué)備考)(2021年9期)2021-11-24 01:14:36
成都醫(yī)學(xué)院學(xué)報(bào)(2021年2期)2021-07-19 08:35:14
新世紀(jì)智能(數(shù)學(xué)備考)(2020年9期)2021-01-04 00:25:14
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19