基于加工中心的大尺寸深腔之精加工方法
2015-04-26 08:23:48郭偉民
機床與液壓 2015年2期
關鍵詞:測量
郭偉民
(河南職業技術學院,河南鄭州 450046)
1 工藝分析
在利用加工中心進行模具制造的時候,經常會加工一些用于配合的型腔,如圖1所示。
假定其毛坯為鑄件,單邊留有約為10 mm的加工余量。顯然,該件形狀并不復雜,只是長、寬、高基本尺寸大,500 mm×350 mm×150 mm;而公差又小(0.03 mm),加工難度偏大,容易造成加工時間長。集中表現為4個問題:
(1)鑄件毛坯的圓弧R15過渡部分的余量較大,而且該部位在內壁的加工過程中容易抗刀、傷刀,嚴重時會導致工件移動,所以應該考慮如何有效加工該部分。
(2)內壁和底面尺寸大、精度高,精加工過程中,刀具易磨鈍,加工時間很容易變長。所以在保證質量的前提下,應該考慮如何縮短該部分的加工時間。
(3)精加工尺寸的檢測也很關鍵。選用什么樣的量具檢測,如何檢測,直接關系到精加工尺寸的準確性和有效性。
(4)內壁與底面之間如何圓滑過渡(R5的加工),不留接痕。
對此有沒有什么較好的辦法,能夠高效高質量地完成這類深腔的加工呢?
2 解決辦法
根據以上分析和實際加工經驗,提出以下加工方法:首先加工出四周內壁之間的圓弧過渡部分,再分別對內壁和底面進行粗加工和精加工,最后加工底面與內壁間的圓弧。具體如下。
2.1 清理四周的圓弧過渡部分(R15)
該部分是可以在整個內壁的加工過程中附帶加工的,通常也可以這么做。但容易出現的問題是:
(1)因余量大而傷刀、甚至導致工件移動。換刀或重新確定工件坐標系,都會增加加工時間;不僅如此,如果不能及時發現工件已經移動而繼續加工的話,最終可能導致工件報廢。
(2)余量不很大,但抗刀,刀具每走到此處就發出聲響,加工表面質量很差。因此,每加工到該處就只好大幅度降低走刀速度(正常走刀速度的一半,甚至更低),并調低轉速,結果不但延長了加工時間,也增加了操作難度,而且表面質量往往不理想。
基于此,建議首先把四周的圓弧過渡部分(R15)加工出來。由于該部位是自由公差,非配合面,其實際作用是讓位和避免應力集中,因此加工時,在照顧到圖紙要求的同時,要盡可能消除加工內壁時在此處容易發生的抗刀現象。具體怎么加工呢?有以下兩種選擇:
(1)可以選用直徑相對小一些(不發生干涉)的立銑刀,進行大吃刀量的內圓弧切削(編程),通過調整刀補可使實際圓弧略大(0.3~0.5 mm)。由于加工面小,吃刀量又大,加工時間不會很長,只是增加了編程時間;但這種程序簡單、不費事,加工起來也方便、安全。
(2)如果有和圓角直徑正好相近的立銑刀(如圖1所示,若R=15 mm,自由公差,則可用φ(30±2)mm的立銑刀),尤其假若是鍵槽銑刀(如圖2所示)的話,建議像鉆孔那樣,自上而下加工這4個圓角,從而可以在更短時間內完成加工。

圖2 鍵槽銑刀
至于刀徑的選擇,可以按圖紙尺寸的公差下限選擇刀徑(≥φ28 mm),并根據實際刀徑確定實際圓心(較圖紙上的名義位置稍稍外移),讓圓弧相應外移,從而避免加工內壁時的抗刀現象;也可以按圖紙尺寸的公差上限選擇刀徑(≤φ32 mm),并按圖紙上的圓心位置進行加工,圓弧也讓出來了。后者更簡單實用。
刀具和加工位置確定以后,手動操作就可以在很短時間內完成4處圓弧的加工,表面質量和尺寸亦有保證,并為內壁的順利加工奠定了基礎。
至于深度方向的尺寸(根部有R5),考慮到與底面之間的圓弧過渡,可以留5.1 mm的余量,待整個底面的主要部分精加工完成后,選擇合適的刀具,測量高度差并加工。
把上面的問題再延伸一下。如果內腔面積較小,未鑄出,圓弧也不是很大,怎么加工好呢?如圖3所示,建議在相應位置用普通鉆頭鉆孔。思路和前面說的一樣,既要出形狀,也要避免抗刀現象。加工出來的孔亦可作為粗加工內腔的下刀位置。
總之,在對四周的內壁進行粗加工之前,有必要先完成圓弧過渡部分(R15)的加工。

圖3 型腔未鑄出的毛坯
2.2 對四周的內壁進行粗加工(單邊余量0.3~0.5 mm)
加工之前應對余量有所了解(測量)。假定單邊余量是10 mm左右,那么選用哪種刀具合適呢?建議選擇形如圖4所示的粗加工銑刀(一些材料上稱之為波刃銑刀或粗皮銑刀)。在余量為單邊10 mm的情況下,結合所用刀具粗細(文中刀徑不大于30 mm),一次吃刀量可在50~80 mm左右,而進給速度也可以達到F100左右,可以實現快速、安全的加工。

圖4 粗銑刀
2.3 加工底面
如果有形如圖5所示的R5牛鼻刀(圓弧銑刀),加工就會快很多。這類刀具剛性好,加工質量好,并可捎帶著加工出大部分圓角R5(若刀徑大于φ30 mm,內壁過渡圓弧R15處的R5不能加工)。可以采用行切加環切的加工路徑,并高轉速、高進給速度(F≥800);如果余量在10 mm左右的話,分2~3次分層粗加工,然后檢查刀片工作部位磨損狀況(必要時轉換刀片),測量余量并進行精加工。其刀徑大于φ30時,在圓弧R15附近出現的未加工部分,可用直徑不大于φ30的R5圓弧銑刀代勞。

圖5 牛鼻刀
但有一個問題,即牛鼻刀的圓角和工件根部的圓角不一樣時,怎么辦?可以分別用不同的刀具加工底面和根部圓角,即根部圓角單獨加工。其實根部圓角R5在實際應用中僅起讓位作用,避免應力集中,因而實際尺寸宜略小而不宜大。加工該部位的刀具滿足以下兩點即可:
(1)刀尖部位是圓弧R5;
(2)避免刀桿部分和內壁的摩擦。
因此,單件生產的話,考慮到經濟性,沒必要購買具有相應圓弧的牛鼻刀;可以結合生產現場實際情況,在現有刀具中選擇和制作,雖然這會增加工作量。在實際應用中,經常會看到刀徑大于φ25 mm的2刃立銑刀,其桿部直徑標準化了,固定為某一尺寸(比如φ25 mm),因而桿部直徑小于刀徑。當這種刀具用到一定程度,其刃長越磨越短(圖6所示刃長剩8 mm),此時可將其改造為如圖6所示的圓弧銑刀,專門用來清根。

圖6 圓弧銑刀
2.4 四周內壁的精加工
受圓弧R15的限制,所選刀徑不能很粗,但最好略小于φ30 mm,以提高剛性。如圖7所示的4刃精加工立銑刀就可以。對刀徑要準確測量,裝刀后有必要在主軸上檢測其旋轉時的擺動情況。然后,按粗加工的最大余量所確定的尺寸試加工一遍,測量,并依此修改刀補之后,才可繼續加工。
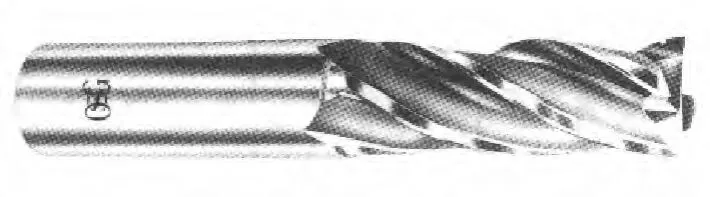
圖7 精加工立銑刀
在內壁精加工過程中,容易出現3個問題:
(1)凸筋。是由于刀具某一高度上的側刃損壞而造成的。解決辦法是:在最后一、兩遍精加工之際,把加工深度值Z上下微調(0.3~0.5 mm)一下,如圖8所示。
(2)斜面。指在加工過程中,內壁上部尺寸偏大而下部尺寸偏小,始終呈斜面。如果此時再換新刀,費時費力風險大,效果不佳。
出現這種情況后,在最后一遍精加工之前,采用一、兩遍逆銑,往往很出效果。
(3)接痕。即在根部圓角R5與內壁過渡地帶容易有接痕。在精加工立銑刀對刀準確的情況下,把加工圓角R5的刀具的有關參數(Z坐標和刀補)進行調整,消除接痕。
最終的表面質量應該是:目測,表面呈現均勻、近似于平行的豎線,而非斜線;手感光滑均勻。
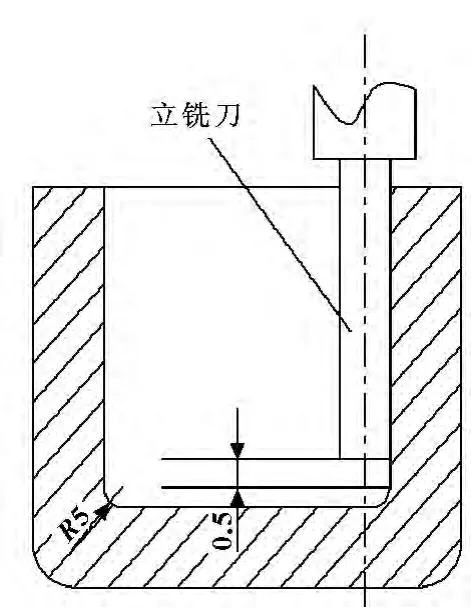
圖8 側壁精加工
2.5 檢測
在這種尺寸公差小的加工過程中,準確測量很重要。高度尺寸H可利用百分表準確測量;內腔的長寬(L×B)用什么測量好呢?
加工過程中可以用內徑千分尺。但內徑千分尺兩端的工作面很小,接觸面有限,往往不能反映全貌;而且操作者用力大小不同,效果也略不同;還有千分尺和被測量面的垂直關系也難保證。因此最終檢測時,比較權威的測量工具應該是量塊。如圖9所示,根據尺寸,把若干個量塊研合后,用手輕輕平推進去,剛好嵌入,不晃動,從上到下、從前到后均可勉強滑動,表明尺寸合格。此時的尺寸接近下偏差值,這也符合使用要求。
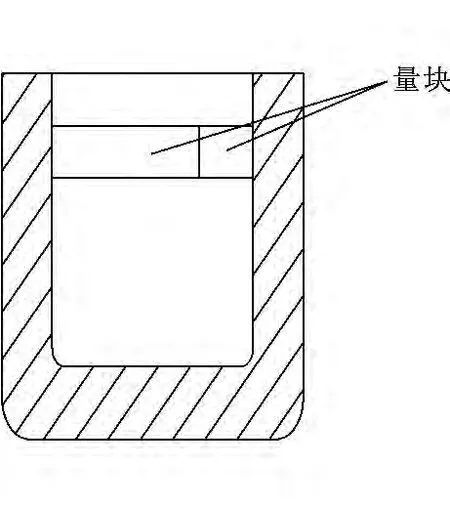
圖9 量塊測量
用這種方法作為最后測量,比用內徑千分尺測量更準確、更權威。
3 結束語
這類深腔在模具制造企業經常遇到,在加工中心上一次裝夾后可以完成全部加工,掌握其有效的加工方法會有助于提高生產效率和產品質量。其他材質(比如鋁合金)的內腔的加工,也可借鑒此法。文中提到的一些加工技巧在類似的情形下也可使用。
隨著新工藝、新材料的發展,在條件(設備和刀具)許可的情況下,這種深腔的加工也可以實現局部或全部高速加工。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00