ZCuSn10Zn2銅合金激光表面微造型工藝試驗
2015-04-26 08:23:14曾錫琴
機床與液壓 2015年23期
曾錫琴
(武進開放大學機電工程系,江蘇常州 213149)
0 前言
ZCuSn10Zn2鑄造銅合金具有良好的耐蝕性、耐磨性和切削加工性能,通常用于制造在重載、高速、較高溫條件下工作的受強烈摩擦的零件,如滑動軸承、連桿襯套、齒輪、蝸輪等,這些產品被廣泛應用于紡織機械、注塑機械、礦山機械、工程機械、汽車工業(yè)等領域[1-2]。而在實際應用中,由于這些零件的工作環(huán)境十分苛刻,通常會發(fā)生零件因摩擦失效而導致提前報廢的現象。因此研究人員開始研究各類表面處理技術來改善零件表面摩擦學性能[3-5]。其中,學者們基于彈性流體動力潤滑理論和仿生學理論提出了一種新的表面技術——激光表面微造型技術。它是采用高能激光束直接作用于摩擦副的表面,利用光的熱效應將材料汽化、焦化、噴射和燃燒,從而使得材料表面發(fā)生質量遷移,最終生成一定形狀尺寸規(guī)則排列的幾何形貌,以提高摩擦副的油膜承載力,改善潤滑效果,提高摩擦副表面摩擦學性能的一種技術[6]。目前,國內外已有部分學者對不同材料的激光表面微造型技術的工藝和應用進行了初步的探索,主要通過改變表面粗糙度和材料的表面性質,適度提高表面仿生粗糙度參數,起到非光滑減黏降阻的作用[7-12]。ZCuSn10Zn2鑄造銅合金常被應用于強摩擦場合,故研究激光表面微造型技術在該合金領域的應用具有十分重要的工程價值。而ZCuSn10Zn2有其特殊的金屬屬性,如具有較強的凝固特性、易發(fā)生偏析等,故在激光高能作用下,其材料表層組織的演變機制及應力轉變的過程尚不清楚。
文中采用YAG-M50燈泵浦微造型機對ZCuSn10Zn2表面進行交織走向激光微造型工藝試驗,系統(tǒng)研究不同激光參數對交織槽槽深、表面粗糙度、殘余應力等的影響規(guī)律,為進一步優(yōu)化加工參數提供試驗依據。
1 試驗
1.1 試樣材料及制備
試樣材料為ZCuSn10Zn2銅合金,其化學成分和機械性能參數如表1、2所示。

表1 ZCuSn10Zn2合金的化學成分

表2 ZCuSn10Zn2合金的機械性能
試樣由激光切割成尺寸為20 mm×20 mm方形件,厚度為2 mm。所有試樣的表面由180#~1200#砂紙依次打磨,采用顆粒直徑為0.5 nm的拋光粉和拋光劑在金相試樣磨拋機進行拋光處理,拋光2 h成鏡面,拋光后表面粗糙度為0.05μm。然后用丙酮進行超聲波清洗后,放入干燥箱進行保存,最后經過一定時間的自然時效處理,試樣中由機加工引起的殘余應力達到最低水平。同時要保證上下表面的平行度。
1.2 試驗裝置與儀器
激光微造型設備為產自中國的YAG-M50燈泵浦微造型機,其最大激光功率為50 W,激光波長為1 064 nm,激光重復頻率≤50 kHz,標配雕掃描范圍為100×100 mm,雕刻深度≤0.4 mm,雕刻線速度≤7 000 mm/s,整機耗電功率為5.0 kW。
1.3 激光微造型參數及方案
為防止各微結構之間存在應力干涉的情況,分別在不同的基材上進行微造型。選擇微造型的形貌為2.5 mm×2.5 mm的交織網格狀,行列數均為5,如圖1所示。通過調節(jié)加工電流的大小改變激光能量,加工電流從11~19 A以0.5 A的增量遞增,共取得17組數據,由此研究激光能量對加工微溝槽深度、粗糙度、以及殘余應力的影響。
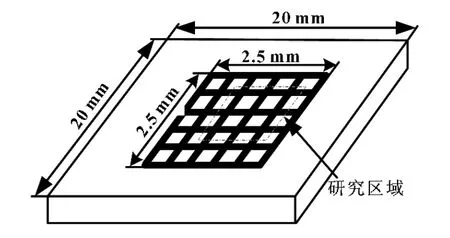
圖1 激光微造型結構圖案示意圖
2 結果與討論
2.1 表面形貌
圖2所示為不同激光能量下典型試樣激光微造型表面形貌顯微圖,取樣為圖1中的研究區(qū)域。
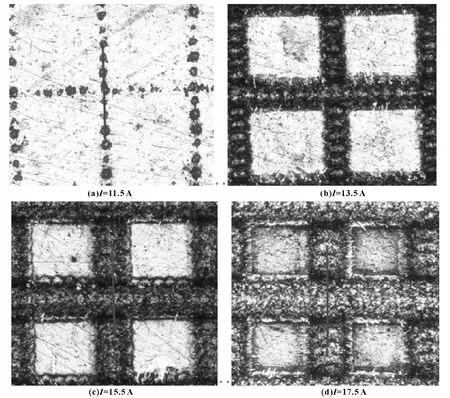
圖2 典型試樣激光微造型表面形貌顯微圖
由圖可知,在激光能量較低時,由于銅基合金材料的熔點較高,激光無法在材料上形成完全連續(xù)的微溝槽,而是呈一種點狀分布。隨著工作電流的增大,微造型的寬度逐漸增大。這是因為電流的增大使得脈沖峰值功率隨之增大,激光能量也逐漸增強,激光與材料表面發(fā)生劇烈的物理反應,熱作用迅速增強,材料在短時間內被熔化、汽化。當電流達到17.5 A時,激光與材料之間以汽化作用為主,可以看出微溝槽件存在明顯的噴濺痕跡,這可能會導致材料表面粗糙度的增加。另外,從圖中還能看出,表面氧化效應隨著激光能量的增大而增大,特別是圖2(d)中氧化效果明顯,這與Costil的研究結論一致[13]。
2.2 表面粗糙度
表面粗糙度的測量方法主要有比較法、觸針法、光切法和干涉法等,文中采用的是干涉法,也就是利用共聚焦顯微鏡測得。圖3所示電流分別為11.5、15.5、17.5 A時,材料微造型后微溝槽表面粗糙度Ra分別為67.783、1.558、7.857μm。
由形貌分析可知,在低電流下,激光無法在材料上形成完全連續(xù)的微溝槽,導致微溝槽粗糙度起伏較大。隨著激光能量的升高,激光對材料的熔蝕充分,可形成連續(xù)的微溝槽,當熔融穩(wěn)定時,微溝槽表面較為穩(wěn)定,在15.5 A的電流下,粗糙度達到了1.558 μm。但隨著激光能量的進一步增加,微溝槽的表面粗糙度又呈一定的波動。特別在17.5 A的電流下,表面粗糙度又陡然升高,達到了7.857μm。一方面,可能是一部分晶粒在高溫下產生了粗化,使得表面粗糙度增大。而溫度足夠高時,晶粒粗化更加廣泛,使得整體微溝槽的表面粗糙度下降。另一方面,由于汽化作用強烈,在高能激光下材料表面會出現噴濺等現象,使得微溝槽內出現了較為復雜的熔融堆積,最終導致粗糙度的升高。
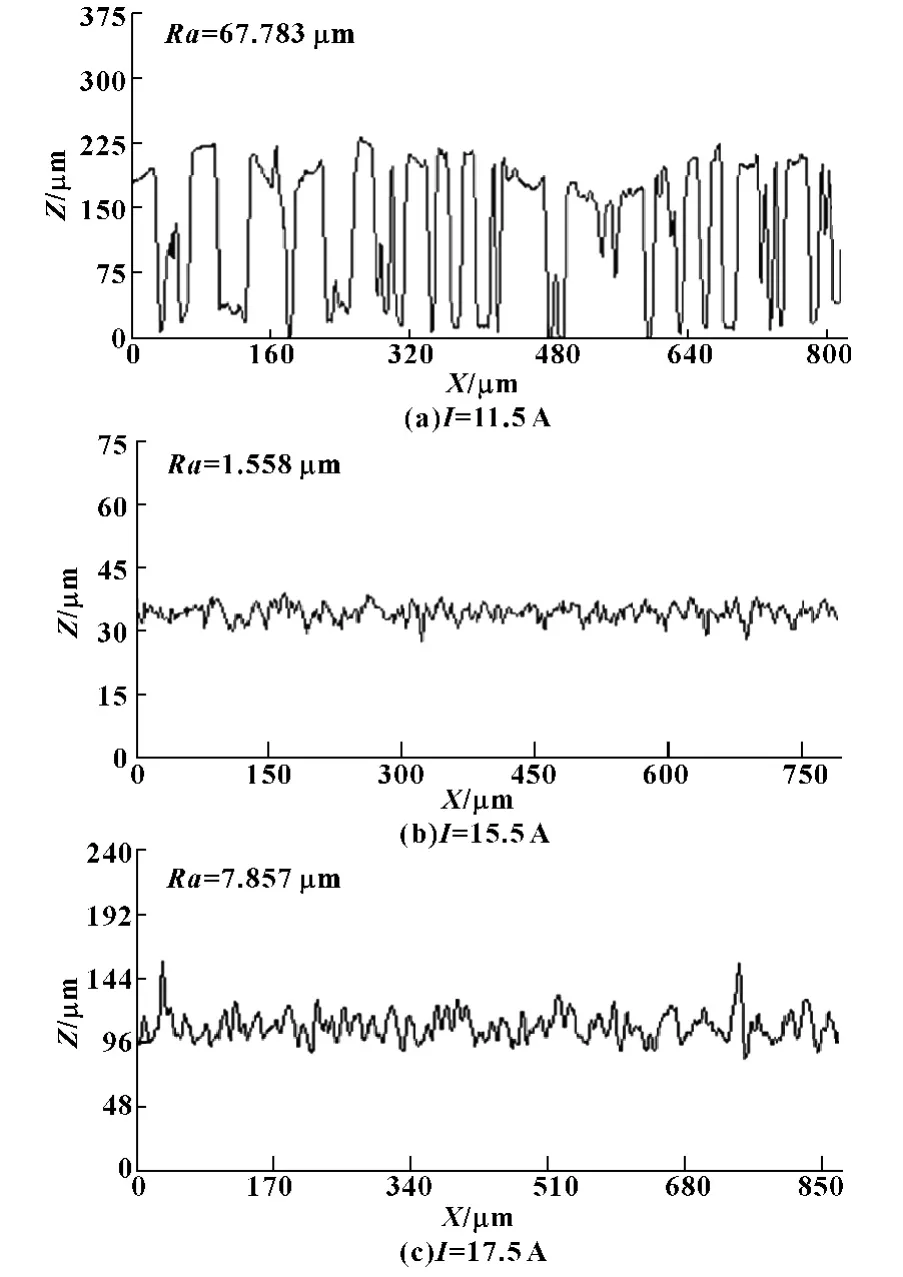
圖3 激光微造型后微溝槽表面粗糙度
2.3 微溝槽深度
微溝槽的深度是衡量激光微造型效果的典型參數之一。由Axio CSM 700真實色共聚焦顯微鏡拍的照片可以直接得出微溝槽的深度。圖4為不同激光能量下工件深度方向的形貌表征,灰色線所圍區(qū)域為板料原材料平面。
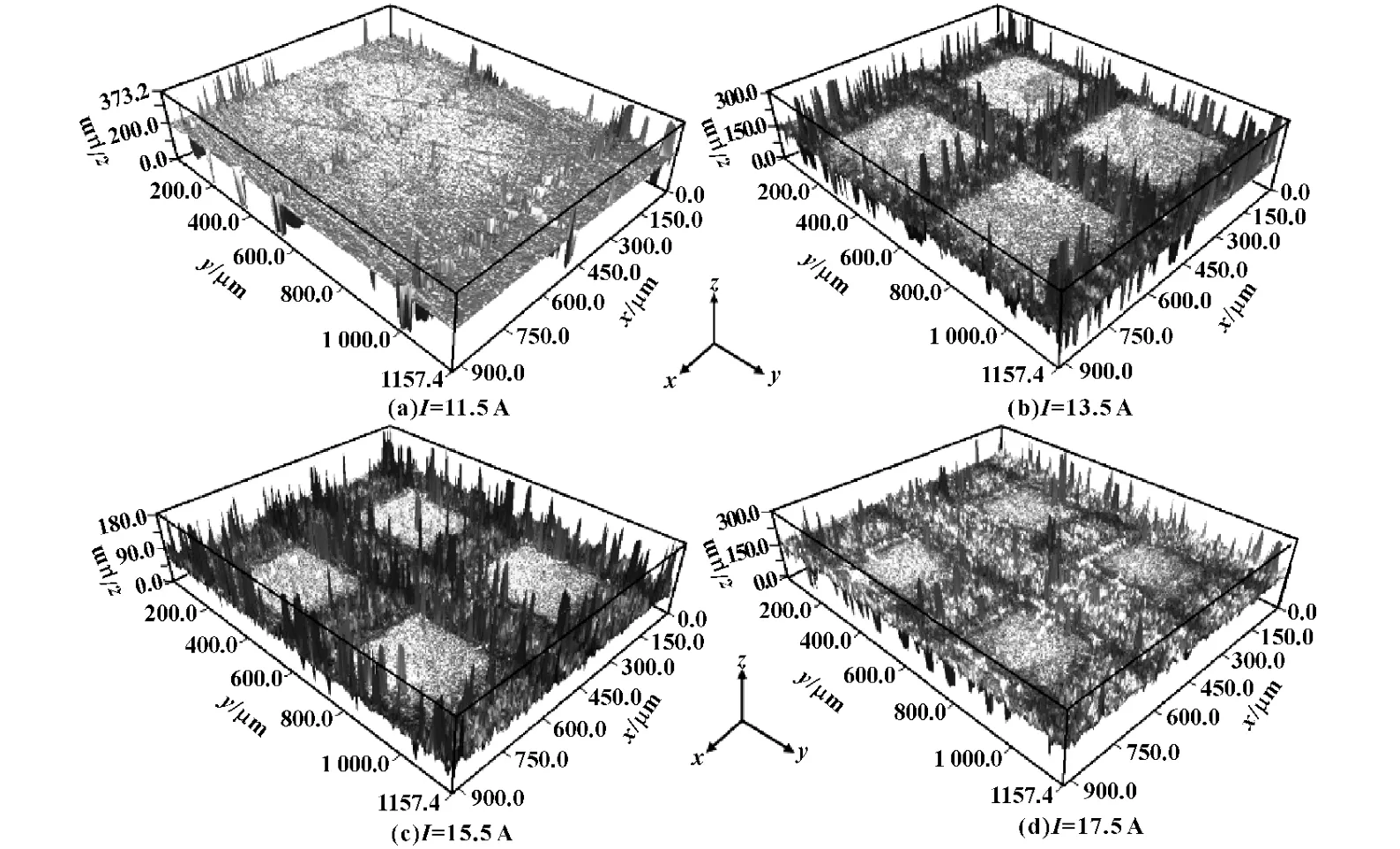
圖4 微溝槽深度測量
圖5所示分別為工作電流為11.5、13.5、15.5、17.5 A下,激光微造型后材料表面微溝槽深度測試結果。
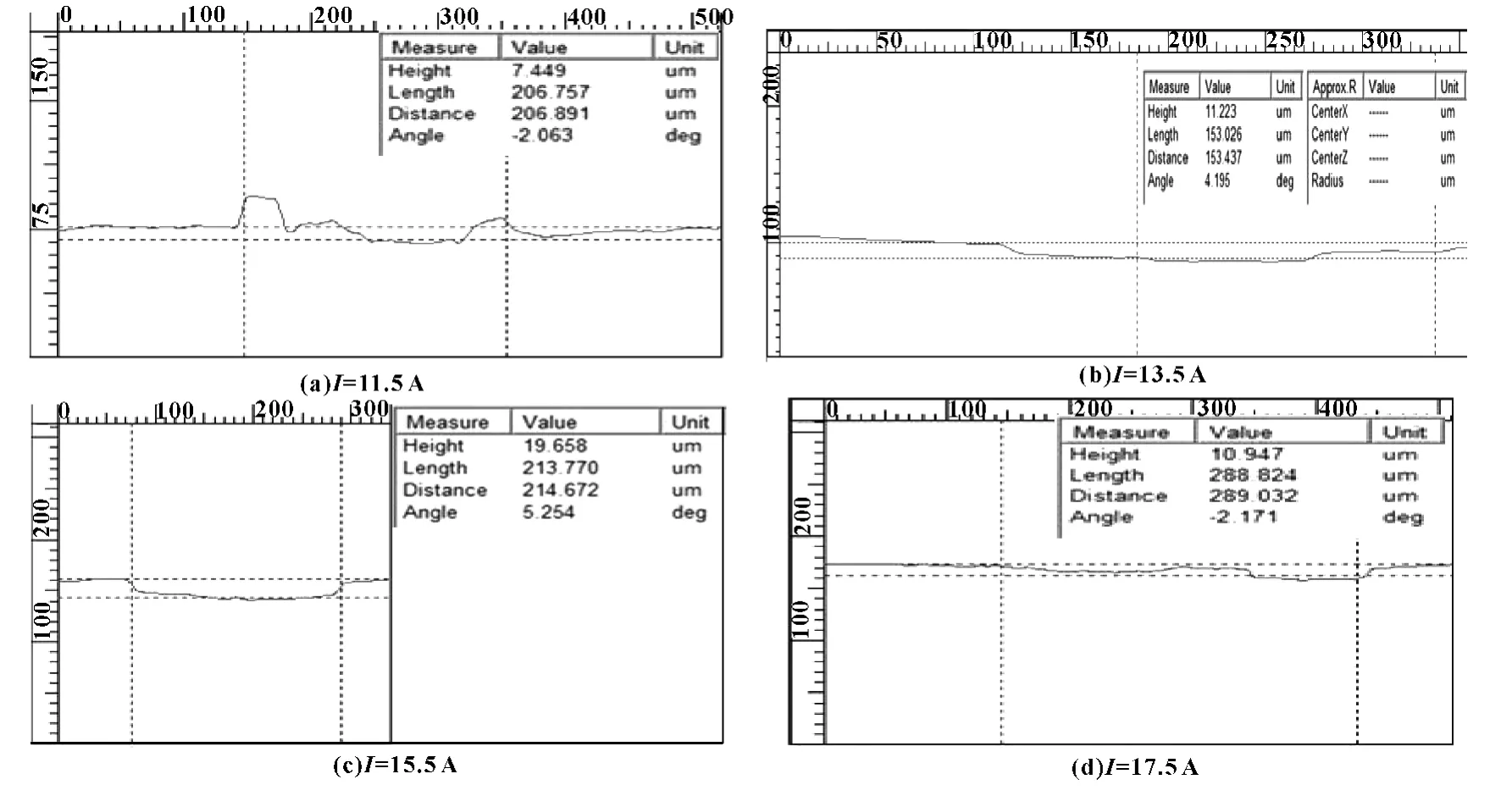
圖5 激光微造型后微溝槽深度
由圖可知,微溝槽深度隨著激光功率的增大呈先增大后減小趨勢。這是因為在激光能量較低時,表面熱流密度未達到臨界值,表層材料無法充分熔化,因此燒蝕的深度有限,如圖5(a)所示,但由圖發(fā)現,在微溝槽邊緣處,其高度會突然增加,分析可能原因是,金屬材料溫度的急劇上升產生了熱沖擊,使熔化的銅基合金液向邊緣流動,集聚在邊緣,使得高度上升。隨著激光能量的不斷增加,合金銅顆粒被不斷上升的溫度逐漸分解、汽化,材料去除量明顯增加,微溝槽深度也越來越大,當電流到達15.5 A時,微溝槽深度達到了19.658 μm,如圖5(c)所示。當激光能量繼續(xù)升高時,熔化的材料堆積在微溝槽表面,形成重鑄層。同時,不斷噴濺的熔融顆粒也阻礙了材料的進一步的去除,微造型深度隨之降低,粗糙度變大。另外,加熱溫度過大,晶粒粗化現象越嚴重,使得表層的微觀組織變得趨于復雜。因此,選擇合適的激光功率是獲得良好微造型表面質量的重要因素。
2.4 微溝槽寬度
圖6所示為激光微造型后微溝槽寬度隨激光工作電流的變化,圖中b為寬度。由圖可以發(fā)現當工作電流增加時,微溝槽的寬度隨之增加,但增加趨勢隨著電流的增大而逐漸平緩,并最終趨于205μm附近。說明材料對激光的吸收存在一個飽和值,當激光功率超越這個值時,繼續(xù)增大工作電流對微造型的效果不大。
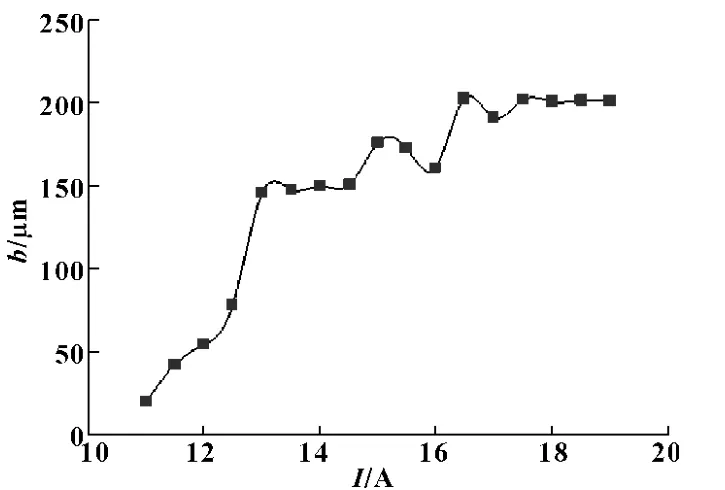
圖6 不同激光工作電流下微溝槽寬度
2.5 表面殘余應力
激光微造型雖然具有一般機械加工不具備的優(yōu)點,但是其急熱急冷的特性會導致熱擴散和熱膨脹等現象,進而產生較強的熱應力。而材料組織結構的轉變和溫度梯度最終會使材料內部出現殘余應力,它正是激光微造型表面出現微裂紋的主要原因之一[14]。為了使激光微造型工藝可控,必須控制微裂紋的產生,因此研究加工過程中的殘余應力分布就很有必要。文中采用X-350A型X射線應力測定儀測量不同工作電流下微造型件的殘余應力,如圖7所示。
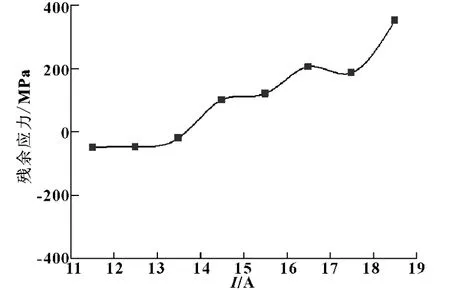
圖7 激光微造型后殘余應力測試圖
從圖7中可以看出,隨著激光能量的升高,激光微造型加工試樣后的殘余拉應力也隨之升高,而且升高趨勢較為明顯。當電流達到18.5 A時,殘余拉應力達到了350 MPa。而殘余拉應力的存在極易誘導工件表面出現微裂紋,在摩擦劇烈的環(huán)境下,會導致工件斷裂時效。可見激光微造型作為一種熱燒蝕,能量足夠高時會將銅合金試樣表面的殘余壓應力轉變?yōu)闅堄嗬瓚Γ瑢Σ牧系目鼓p能力及疲勞壽命有極其不利的影響。因此尋求合適的工藝參數對有效利用激光微造型在銅合金制造領域的應用具有重要作用。
3 結論
對ZCuSn10Zn2銅合金進行不同激光能量下微造型工藝試驗,得出以下結論:
(1)低能量下,激光無法在銅合金表面形成連續(xù)的微溝槽,導致粗糙度較大。隨著激光能量的升高,表面粗糙度降低并趨于穩(wěn)定。當激光能量過大時,由于晶粒粗化和熔融堆積等反而提高了表面粗糙度。
(2)微溝槽深度隨著激光功率的增大呈先增大后減小趨勢。微溝槽寬度隨工作電流的增大而增大,且增勢趨于平緩。選擇合適的激光功率是獲得良好微造型表面質量的重要因素。
(3)激光微造型后銅合金表面出現殘余拉應力,且殘余拉應力隨激光能量的增大而增大。
[1]馮在強,王自東,王強松,等.新型鑄造錫青銅合金的微觀組織和性能[J].材料熱處理學報,2011,32(10):96-99.
[2]范明,王強松,王自東,等.鐵和鈷對ZCuSn10Zn2組織和性能的影響[J].鑄造,2009,58(3):270-272.
[3]胡耀紅,劉建平,陳力格,等.硫酸鹽三價鉻鍍鉻工藝[J].電鍍與涂飾,2006,25(l):43-45.
[4]張勇,陳會平.鍍鉻活塞環(huán)表面層工作應力及剝離的數值分析[J].內燃機工程,2005,27(6):77-81.
[5]劉洪喜,蔣業(yè)華,周榮,等.TC4合金表面全方位離子注入Ag的耐摩擦磨損和抗腐蝕性能[J].稀有金屬材料與工程,2009,38(12):2126-2130.
[6]張國順.現代激光制造技術[M].北京:化學工業(yè)出版社,2006.
[7]SAKATA F Y,SANTOA M E,MIYAKAWA W,et al.Influence of Laser Surface Texturing on Surface Microstructure and Mechanical Properties of Adhesive Joined Steel Sheets[J].Surface Engineering,2009,25(3):180-186.
[8]LEONE C,GENNA S,CAPRINO G,et al.AISI 304 Stainless Steel Marking by a Q-switched Diode Pumped Nd:YAG laser[J].Journal of Materials Processing Technology,2010,210(10):1297-1303.
[9]CHRISTOPHE V,GUY M,THIERRY B,et al.Control of the Quality of Laser Surface Texturing[J].Microsystem Technologies,2008,14(9/11):1553-1557.
[10]WANG Tao,HUANG Weifeng,LIU Xiangfeng,et al.Experimental Study of Two-phase Mechanical Face Seals with Laser Surface Texturing[J].Tribology International,2014,72:90-97.
[11]錢良存,洪煒寧,邵陸壽,等.18CrMnTi鋼表面激光微造型的仿生工藝[J].農業(yè)工程學報,2011,27(7):246-250.
[12]AUEZHAN Amanov,RYO Tsuboi,HIRONOBU Oe,et al.The Influence of Bulges Produced by Laser Surface Texturing on the Sliding Friction and Wear Behavior[J].Tribology International,2013,60:216-223.
[13]COSTIL S,LAMRAOUI A,LANGLADE C,et al.Surface Modifications Induced by Pulsed-laser Texturing—Influence of Laser Impact on the Surface Properties[J].Applied Surface Science,2014,288:542-549.
[14]AKARQPU R,LI B Q,SEGALL A.A Thermal Stress and Failure Model for Laser Cutting and Forming Operations[J].Journal of Failure Analysis and Prevention,2004,4(5):51-62.
猜你喜歡
西北工業(yè)大學學報(2022年2期)2022-05-11 07:50:12
輪胎工業(yè)(2021年10期)2021-12-24 17:23:35
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
輪胎工業(yè)(2020年9期)2020-03-01 18:58:44
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
中國機械工程(2018年14期)2018-09-22 01:14:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
江西理工大學學報(2015年3期)2015-12-22 05:26:21