高強(qiáng)度薄板吊臂的焊接與應(yīng)用
2015-04-23 04:23:16張?chǎng)?/span>
金屬加工(熱加工)
2015年16期
關(guān)鍵詞:焊縫
張?chǎng)?/p>
由于技術(shù)的不斷進(jìn)步,所以在很多領(lǐng)域?yàn)檫_(dá)到最大的利用率,輕量化設(shè)計(jì)的作用越來越重要。輕量化一方面可以節(jié)省材料,另一方面可以在運(yùn)動(dòng)結(jié)構(gòu)的動(dòng)力系統(tǒng)中節(jié)省能源。為達(dá)到降低隨車起重機(jī)的總質(zhì)量,最大限度的提高貨運(yùn)汽車的載重質(zhì)量,隨車起重設(shè)備的輕量化設(shè)計(jì)越來越受到重視。其中主要結(jié)構(gòu)部件采用高強(qiáng)度薄板進(jìn)行減重為目前最為切實(shí)可靠的途徑,而重中之重則是高強(qiáng)度薄板吊臂的焊接。
我公司生產(chǎn)的QYS-2Ⅱ型隨車起重機(jī)在改進(jìn)設(shè)計(jì)中,進(jìn)行了強(qiáng)度校核以及三維建模有限元分析,在滿足使用要求的前提下吊臂臂體采用3mm的TQ460MCD低合金高強(qiáng)度鋼板進(jìn)行減重,代替原設(shè)計(jì)采用的4mm普通鋼板(其中部分臂體結(jié)構(gòu)見圖1)。
1. 工藝分析
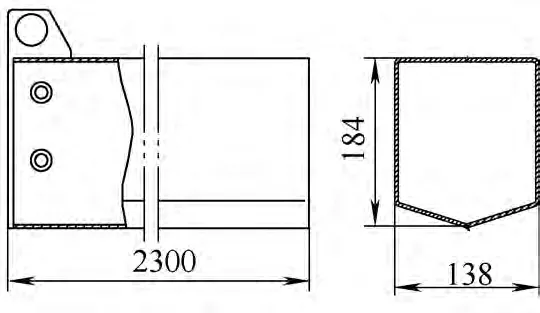
圖1
TQ460MCD為低合金高強(qiáng)度鋼板,并且我們所選取的鋼板厚度較薄,焊接過程中易產(chǎn)生焊接裂紋和熱影響區(qū)性能的脆化,同時(shí)焊后易產(chǎn)生焊接變形。為了防止冷裂紋,要采取相應(yīng)的焊前預(yù)熱和焊后保溫措施。預(yù)熱采用火焰加熱法,預(yù)熱溫度控制在100~150℃,為了縮小焊接熱影響區(qū)的脆化區(qū),主要是限制焊接熱能量的輸入,在保證焊縫熔合的前提下,選用合適的焊接熱輸入,從而減少殘余應(yīng)力。焊后采用石棉被將臂體保溫,防止冷卻速度過快,產(chǎn)生變形或焊縫裂紋。
2. 板材前期處理
板材在軋制、運(yùn)輸、裝卸和堆放過程中,由于自重、支撐不當(dāng)或裝卸條件不良及其他原因,可能會(huì)產(chǎn)生彎曲、扭曲、波浪及表面不平等變形,給尺寸的度量、劃線、剪裁及后續(xù)焊接帶來困難,影響成形零件的尺寸和幾何形狀偏差,因此在板材下料投產(chǎn)前,要先進(jìn)行拋丸除銹,然后在平板矯正機(jī)上進(jìn)行平整,使板料原有的變形減小。……
登錄APP查看全文
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
燕山大學(xué)學(xué)報(bào)(2014年2期)2014-03-11 15:28:16
