我國氣體保護碳鋼實芯焊絲發展歷程與國外的差距
2015-04-23 05:15:06劉紅軍趙鈺樊志勤楊國華楊曉冬趙凱張鵬杜奇鋒
金屬加工(熱加工) 2015年24期
劉紅軍 趙鈺 樊志勤 楊國華 楊曉冬 趙凱 張鵬 杜奇鋒
1. 國內外氣保護碳鋼實芯焊絲發展情況。
20世紀五六十年代,從冶金角度解決了CO2氣體保護焊的脫氧問題后,才使CO2氣體保護焊進入了工業應用階段,同一時期還實現了Ar+CO2和Ar+O2等混合氣體保護焊。發展至今,美國氣保護實芯焊絲約占其焊材總量的31%,日本為38.2%,歐洲達到70%左右,韓國為33.9%。如美國AWSA5.18—2005標準中列出6種不同用途碳鋼焊絲,日本JISZ3312—1999標準包含7種碳鋼焊絲,用戶可根據不同產品的技術要求、焊接條件、適用性等因素,更科學合理的選用焊絲,以更好地滿足焊接生產要求,顯著提高焊接制造業的技術水平,使得這些工業先進國家的焊接高效化與自動化率達到80%以上。
我國的氣體保護實芯焊絲的研制與開發始于50年代,但始終停留在研究階段。80年代初期,我國針對當時A3、Q345等主要結構用鋼焊絲一般采用仿蘇聯的H08Mn2SiA碳鋼焊絲產品,在引進焊絲制造設備、技術及軟件的基礎上,如:1983年當時的天津焊絲廠從德國、意大利引進國內首條實芯焊絲生產線,已實現部分自給,但因焊絲質量不穩定,實芯焊絲處于供不應求的局面。80年代中期,我國對大型金屬結構企業進行技術改造,引進國外先進焊接技術和設備及焊接材料,積極推廣氣體保護焊方法,從先進工業國家進口國際上通用的ER70S—6類碳鋼實芯焊絲(如美國ER70S—6、日本KC—50、德國K—52、荷蘭PZ6000等焊絲)。ER70S—6類焊絲的推廣應用,顯著提高了我國大型金屬結構企業的焊接工藝水平,促進了國內焊絲制造行業的技術進步,推動了我國焊接技術的發展。因此,1992年在四川大西洋公司制訂我國GB/T8110—1995標準時,基本上參照了美國AWS標準,所以我國ER50—6焊絲與美國ER70S—6焊絲相當。當時根據國內用戶還普遍使用H08Mn2SiA焊絲的實際情況,在標準中保留了H08Mn2SiA焊絲,把它更名為ER49—1焊絲。
近十幾年來,我國氣保護實芯焊絲的發展突飛猛進,焊絲生產企業由十幾家發展到目前的200多家,具有一定規模的企業有5家(天津大橋、天津金橋、山東索力得、林肯電氣、常州華通)。目前已從德國、瑞典、加拿大、日本等國家及臺灣地區引進各種生產設備50套,國產或自行研制的設備400余條,年成產能力達到200萬t左右。2013年氣保護實芯焊絲產量為165萬t,占其焊材總量的35%左右。在GB/T8110—2008標準中列出6種碳鋼焊絲,其中ER50—6焊絲品種占焊絲總量的80%左右,ER49—1焊絲部分企業生產,而有特殊要求的ER50—G類焊絲只有少數幾家企業生產(如林肯電氣和安泰科技適用于大電流高效率低飛濺的JM—58和AT—MG50焊絲,大西洋和金獅公司用于風電新能源等產品的在-40℃下,要求沖擊值≥47J的CHW—50C3和ER50—3B焊絲等),其他碳鋼焊絲品種焊材企業基本不生產。由此可見,我國現有碳鋼實芯焊絲的品種,已遠不能滿足當前焊接生產的快速發展要求。
2. ER49—1焊絲與ER50—6焊絲對比試驗分析
(1)焊絲化學成分 依照GB/T8110—2008標準,ER49—1焊絲和ER50—6焊絲化學成分如表1所示。
從表1看出,ER50—6焊絲與ER49—1焊絲比較,錳元素含量較低,硅元素含量較高,Mn/Si在1.6%~1.8%之間,一般碳鋼焊絲采用錳硅聯合脫氧,要求Mn/Si≈2.0%為宜,而ER49—1焊絲錳元素含量偏高,Mn/Si在2.2%~2.8%之間。由此可見,ER50—6焊絲因化學成分設計合理,可得到純潔、性能良好的焊縫。另外,ER50—6焊絲的硫、磷元素含量控制較嚴,這對保證焊絲在制造中的拉撥和焊絲熔敷金屬的力學性能均有利。
(2)焊絲的加工制造及成本 由于ER50—6焊絲成分設計合理,其拉撥性能良好,國際上通常使用φ5.5mm盤條,對于焊絲φ0.8mm以上的成品焊絲,不需要進行中間退火處理,一次連續拉撥完成,生產效率較高。而我國的ER49—1焊絲的加工制造則使用φ6.5mm的盤條拉撥,當焊絲拉撥到φ4.0~φ4.5mm時,因冷作硬化,拉撥非常困難,必需進行中間退火處理。
ER49—1焊絲進行中間退火熱處理,首先焊絲要增加約400元/t的生產成本;其次由于退火處理工藝波動,導致焊絲軟硬不均,使焊絲本身抗拉強度降低或升高,翹距增大,影響正常送絲。再者熱處理產生的氧化皮清理不干凈,影響鍍銅結合力,焊絲經過送絲輪時掉銅屑,堵塞導絲管,不能正常送絲。這些均不同程度影響著焊接工藝性能。而ER50—6焊絲制造不進行中間退火處理,有效地避免了上述問題的產生,焊絲產品質量比較穩定。
(3)焊絲熔敷金屬力學性能 選擇同一焊絲生產企業的ER49—1和ER50—6(φ1.2mm)焊絲,試板材料Q235(厚20mm),按GB/T8110—2008標準做焊絲熔敷金屬力學性能試驗,試驗結果如表2所示。
從表2看出,由于ER49—1焊絲成分設計不合理,在CO2氣體保護下焊接,焊絲熔敷金屬抗拉強度偏高(接近60kg級焊絲),ER50—6焊絲熔敷金屬強度適中,其塑韌性(尤其是低溫沖擊韌性)明顯優于ER49—1焊絲,所以ER50—6焊絲可用于在低溫下工作結構件的焊接。但是,上述兩種焊絲當采用單一CO2氣體保護時,會產生焊接飛濺大,焊縫成形凸起等問題,不適用于焊縫外觀質量要求高,承受疲勞載荷金屬結構件的焊接。
由于ER49—1焊絲錳元素含量相對較高,所以該焊絲具有良好的抗氣孔性能,焊絲熔敷金屬抗拉強度高于ER50—6焊絲,一般在壓力容器生產中,當采用ER50—6焊絲施焊Q345R鋼材退火后,常出現焊接接頭抗拉強度偏低,而改用ER49—1焊絲可滿足產品技術要求。
3. ER50—6焊絲保護氣體的合理選擇
在國外用戶可根據保護氣體的種類選用焊絲。如在美國當選用CO2氣體保護時,使用ER70S—6焊絲,當選用混合氣體保護時,則使用ER70S—2焊絲,這樣可以更科學合理地選擇焊材,提高焊接工藝水平。而在我國因受焊絲品種的限制,不論選擇哪種保護氣體種類,用戶只得使用ER50—6焊絲,這樣的保護氣體與焊絲的匹配極不合理。
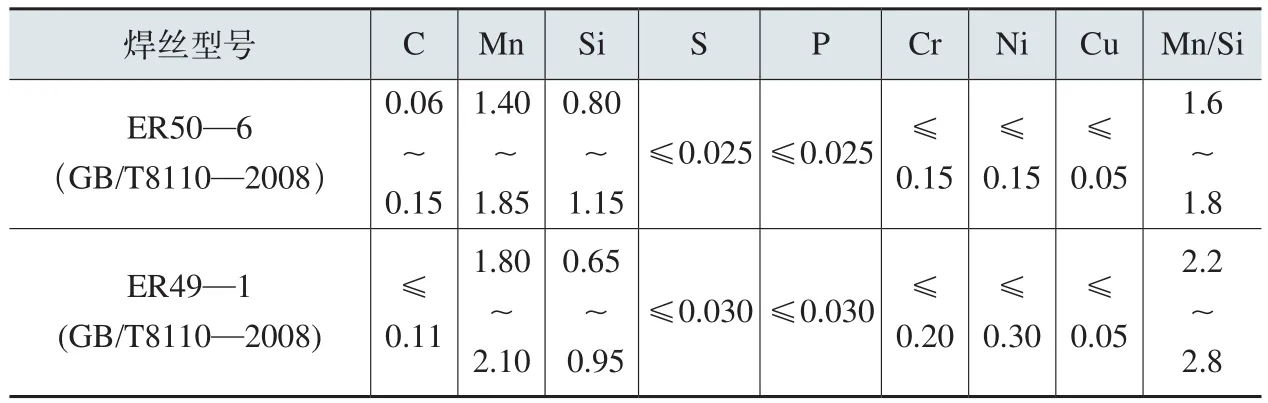
表1 ER49—1與ER50—6焊絲化學成分(質量分數) (%)
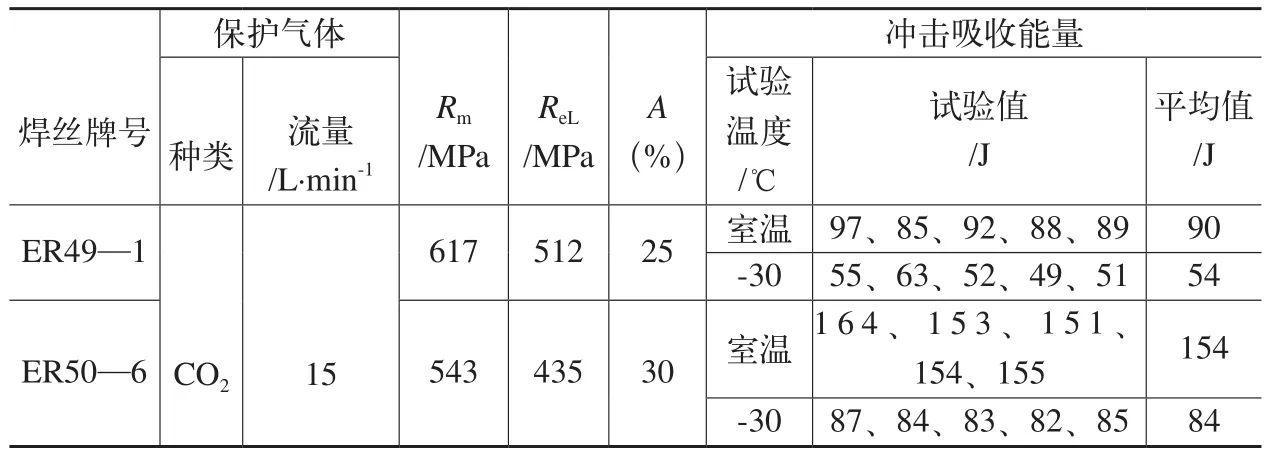
表2 ER49—1和ER50—6焊絲熔敷金屬力學性能
選用同一焊絲生產企業的ER50—6(φ1.2mm)焊絲,試板材料Q235(厚20mm),選擇不同種類的保護氣體,依照GB/T8110—2008標準,進行焊絲熔敷金屬力學性能試驗,試驗結果如表3所示。
從表3可看出,ER50—6焊絲在CO2氧化性氣體保護下施焊,化學元素有一定燒損,熔敷金屬抗拉強度和屈服強度適中,伸長率較高,-30℃沖擊值為84J,焊絲的熔敷金屬綜合力學性能良好。而ER50—6焊絲采用混合氣體(惰性氣體)保護施焊,化學元素燒損少,焊絲的熔敷金屬抗拉強度偏高(接近60kg級焊絲),不僅伸長率較低,而且在施焊時對工件表面質量要求高,焊縫容易產生氣孔等缺陷。尤其是在壓力容器焊接生產中,焊縫射線探傷一次合格率較低。試驗與生產實際表明,ER50—6焊絲不適用于混合氣體保護焊。
4. ER50—G焊絲
ER50—G焊絲是用戶根據產品的特殊技術要求,與焊絲生產企業協商確定焊絲化學成分,熔敷金屬力學性能。如風電新能源產品,常要求在-40℃沖擊值>47J,而GB/T8100—2008標準中,碳鋼焊絲熔敷金屬沖擊韌性的最低溫度為-30℃,不能滿足產品技術要求。我國一些焊絲生產企業研制開發出ER50—G類焊絲(如金獅公司的ER50—3B、大西洋公司的CHW—50C3),供用戶選用。
試驗分別選用同一廠家的ER50—3B和ER50—6焊絲,試板材質Q235(厚20mm),分別對試板進行焊接,焊后經X射線探傷檢查,按GB/T8110—2008標準進行試驗,試驗結果列于表4中。
從表4可看出,ER50—3B與ER50—6比較,含有一定量的Ni元素,眾所周知,Ni元素可提高材料低溫沖擊韌性,另外焊絲含C量低,S和P元素含量控制嚴格,焊絲熔敷金屬的抗拉強度適中,其塑性與-40℃低溫沖擊韌性顯著優于ER50—6焊絲。可用于-40℃下工作結構件的焊接。
5. 國外碳鋼焊絲概況
美國AWSA5.18—2005標準列出6種碳鋼焊絲,日本JISZ3312—1999標準含概7種碳鋼焊絲,供用戶選擇。可根據不同焊接結構的技術要求、焊接條件、適用范圍等因素,科學合理地選用焊絲,以達到產品的技術要求。
(1)美國ER70S—2和日本YGW15混合氣體保護焊絲 我國混合氣體保護焊使用的保護氣體,一般是80%Ar+20%CO2,屬于惰性氣體保護,施焊時對鋼板表面要求高,焊縫容易產生氣孔等缺陷。從表5中看出美國ER70S—2和日本YGW15焊絲與ER70S—6焊絲比較,除焊絲的錳、硅含量較低外,還添加了鋯、鈦和鉛等脫氧劑,焊接時對鋼板表面銹、雜質不太敏感,因此在富氬混合氣體保護焊時,應優先選用ER70S—2(相當于我國的ER50—2焊絲)和YGW15焊絲。
在實際生產中,當采用混合氣體保護使用ER50—2焊絲施焊時,一是可以提高焊縫探傷檢查的一次合格率,確保焊縫質量。二是焊接時飛濺小,焊縫成形美觀,特別適用于對焊縫外觀質量要求高,承受疲勞載荷金屬結構件的焊接。
(2)日本用于大電流高效低飛濺的YGW11焊絲 由表6看出,日本YGW11焊絲化學成分,與ER50—6焊絲比較,含有0.16%~0.22%的鈦元素,在采用較大焊接電流施焊時,可減少焊接飛濺30%~50%,同時可獲得良好的焊縫成形,已成為日本在CO2氣保護焊中用的最多的焊絲。日本YGW11相當于我國的ER50—G焊絲,林肯電氣的JM—58和安泰科技的AT—MG58焊絲與YGW11焊絲相當。
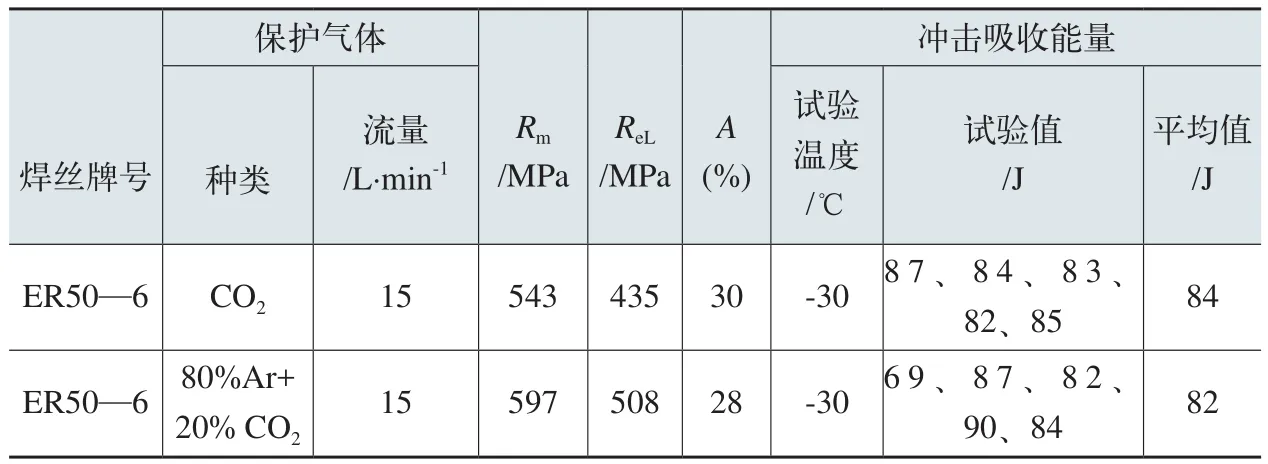
表3 ER50—6焊絲不同種類保護氣體熔敷金屬力學性能對比
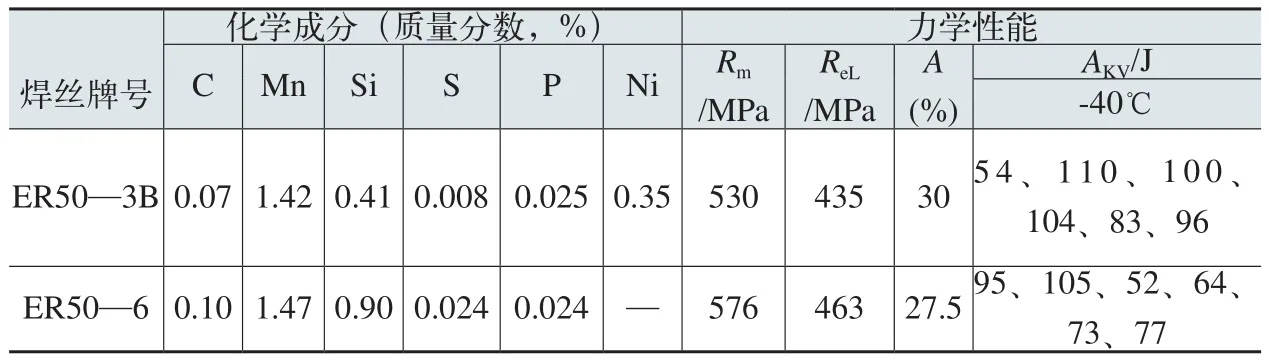
表4 ER50—3B與ER50—6焊絲化學成分,熔敷金屬力學性能
(3)日本適用于厚板焊接的YGW18焊絲 表7表明日本YGW18焊絲的錳元素含量高于ER50—6焊絲,在較大熱輸入和較高的層間溫度下施焊,焊絲熔敷金屬的抗拉強度仍大于540MPa,沖擊值大于70J,特別適用厚板焊接結構件的焊接。
(4)適用于薄板小電流的YGW12和ER70S—3焊絲 由表8得到:YGW12與YGW11焊絲化學成分相比,錳元素含量較低,美國ER70S—3焊絲中錳和硅元素含量低于ER70S—6焊絲。在焊接低碳鋼時,因焊接的熔深較小,氣泡容易浮出,焊縫產生氣孔的傾向有所減少。由此可見,YGW12和ER70S—3(相當于我國的ER50—3焊絲)焊絲適用于薄板,小電流焊接。
6. 結語
我國氣體保護實芯焊絲經過近十年的快速發展,取得了可喜的進步。2013年全國氣體保護實芯焊絲產量為165萬t,約占其焊材總量的35%,其中ER50—6碳鋼焊絲占焊絲總量的80%左右。縱觀國內外氣體保護焊碳鋼實芯焊絲的發展,我國與日本、美國等工業發達國家相比,還有一定差距。目前國內碳鋼實芯焊接的生產能力已高于市場需求量的30%以上,出現競相壓價銷售的局面,焊絲品種單一不能滿足焊絲生產需求的局面仍未突破。而適用于大電流高效率低飛濺、富氬混合氣體保護、厚板、薄板以及風電新能源和壓力容器等產品的碳鋼焊絲,因化學成分不同,批量少,國內鋼廠不愿供貨,用戶只能選用價格昂貴的進口產品或改變焊接工藝方法。這就需要鋼廠與焊接界同仁共同努力,盡快生產出高質量、多品種的碳鋼實芯焊絲產品,進一步推動我國焊接技術與生產的不斷發展。
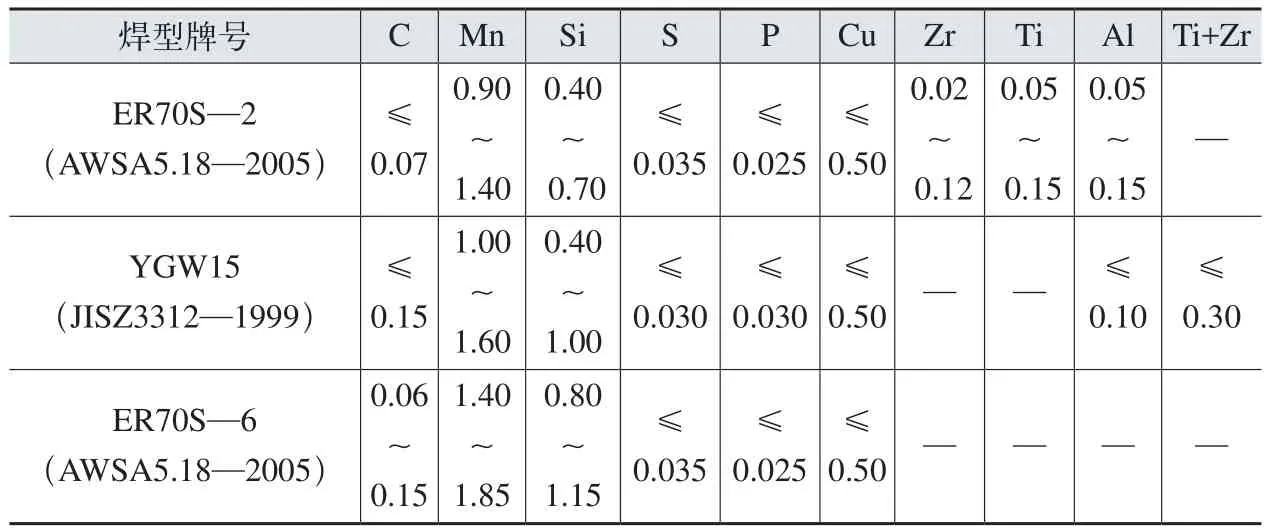
表5 ER70S—2、 YGW15和ER70S—6焊絲化學成分 (質量分數) (%)
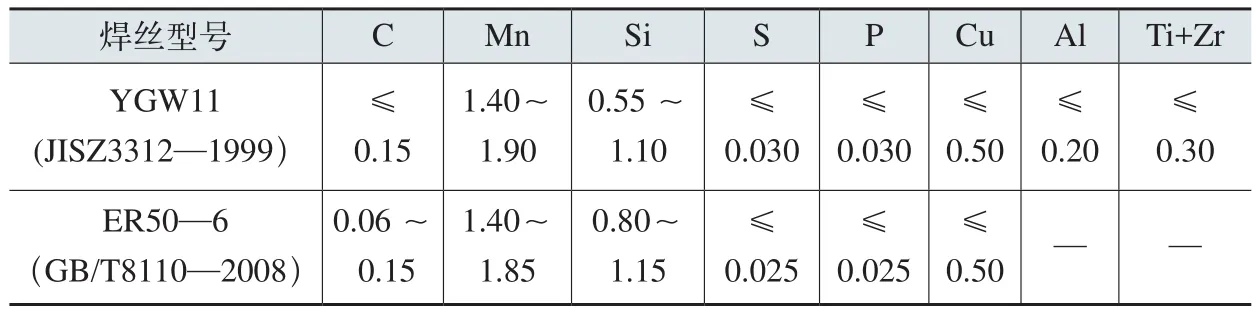
表6 日本YGW11與ER50—6焊絲化學成分(質量分數) (%)
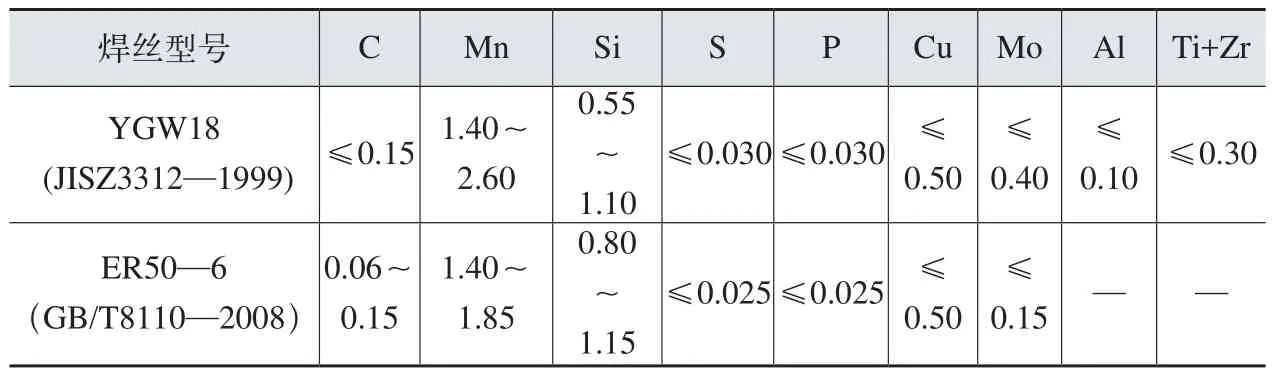
表7 YGW18與ER50—6焊絲化學成分(質量分數) (%)
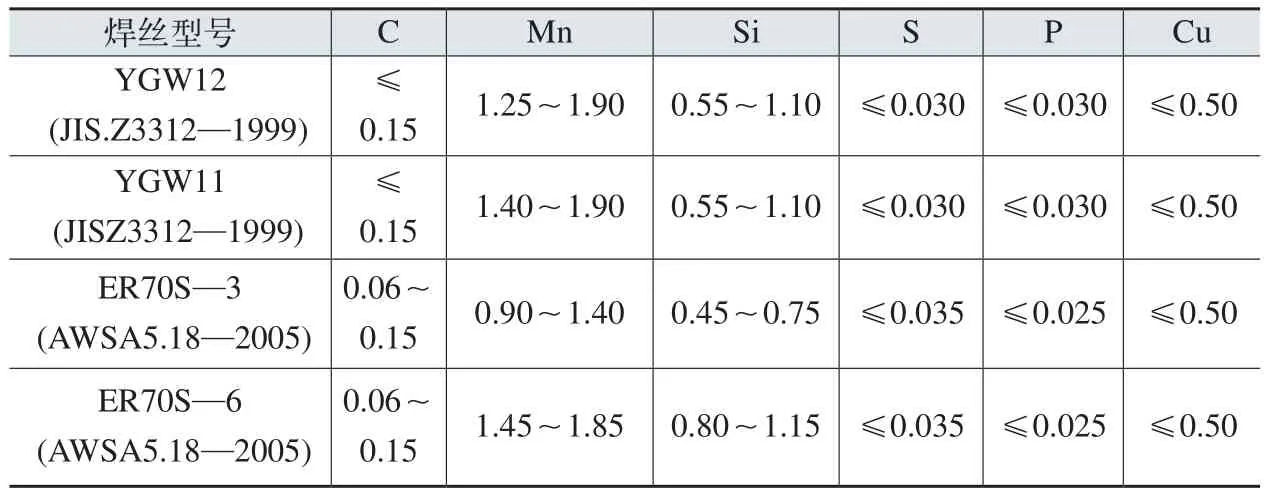
表8 四種焊絲的化學成分(質量分數) (%)
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
中國軍轉民(2017年6期)2018-01-31 02:22:28
制造業自動化(2017年2期)2017-03-20 14:26:13
焊接(2015年9期)2015-07-18 11:03:53
設備管理與維修(2015年12期)2015-04-09 06:57:24
