珠海歌劇院工程焊接工藝及技術(shù)
2015-12-08 08:36:50闕子雄杜冰冰王濤
金屬加工(熱加工) 2015年24期
闕子雄 杜冰冰 王濤
珠海歌劇院工程焊接工藝及技術(shù)
闕子雄 杜冰冰 王濤
1. 工程概況及焊接特點
(1)工程概況 珠海歌劇院工程主要由大劇場、小劇場以及中部大天窗三部分組成。大、小劇場主體結(jié)構(gòu)為框架——剪力墻結(jié)構(gòu),兩組貝殼形體為空間鋼桁架結(jié)構(gòu)。每組貝殼形體由兩片對稱的貝殼狀鋼架通過中部聯(lián)系桁架連為一體。
以大劇場為例,單片貝殼狀鋼架高度為60m,寬約80m,由徑向桁架、環(huán)向系桿組成,鋼架外表面呈平滑曲面。其中徑向桁架為平面弧形桁架,由箱形構(gòu)件構(gòu)成,高6~8m,材質(zhì)為Q345B(板厚≤35mm)和Q390GJC(板厚>35mm);環(huán)向系桿為箱型彎扭構(gòu)件,材質(zhì)為Q345B。小劇場鋼結(jié)構(gòu)特征則基本類似(見圖1)。
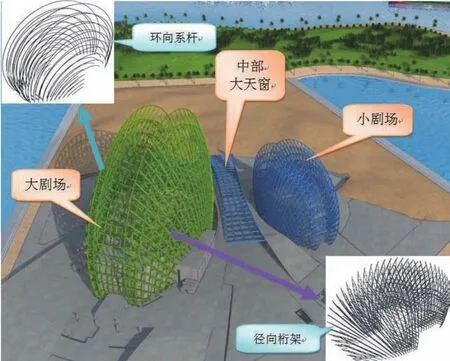
圖1 大劇場局部示意
(2)焊接特點 本工程彎弧、彎扭類構(gòu)件占比達80%,構(gòu)件造型復(fù)雜,結(jié)構(gòu)受力特殊,貝殼狀鋼架為全焊接結(jié)構(gòu),因此焊接量大,焊接要求高。
焊接難點一:箱形構(gòu)件的縱向和橫向焊縫均采用全熔透焊縫,焊縫質(zhì)量為一級,支座和節(jié)點處的所有連接焊縫為一級焊縫,焊縫質(zhì)量整體要求高。
焊接難點二:實際生產(chǎn)中,存在節(jié)點部位加勁肋數(shù)量多、徑向桁架弦桿彎弧構(gòu)件與牛腿側(cè)壁間夾角較小、空間全位置施焊等情況,如何控制焊接變形及焊后降低焊接殘余應(yīng)力等是焊接工藝的難點。
2. 焊接設(shè)備及焊接材料的選擇及應(yīng)用情況
選用擺動式氣體保護焊自動焊接小車設(shè)備,型號為HK—8SS—W(見圖2),此設(shè)備經(jīng)過改進可以沿著曲面行走,主要用于彎扭箱型構(gòu)件平焊位置的打底焊接和填充焊接。
選用半自動氣體保護焊設(shè)備,此種設(shè)備具備輕便靈活的特點,主要用于小夾角位置、立焊和仰焊等。
選用弧形小車埋弧焊設(shè)備(見圖3),此種設(shè)備經(jīng)過改進后可以沿曲面行走,具備埋弧焊高速焊接成形美觀的特點,主要用于彎扭箱體構(gòu)件的蓋面焊接。
焊接材料的選擇如表1所示。
3. 彎扭構(gòu)件關(guān)鍵焊接工藝及焊接技術(shù)
(1)坡口加工 彎扭板件的
坡口在無模成形前先采用機械加工的方式加工(見圖4),坡口角度以30°為最佳,過大的坡口會增加熔敷金屬,造成焊接變形過大。異型板件采取火焰切割坡口,坡口面應(yīng)去除淬硬層,避免焊接接頭晶粒粗大和脆硬現(xiàn)象。

圖2 擺動式氣體保護焊自動焊接小車

圖3 弧形小車埋弧焊

圖4 機械加工坡口
(2)焊前準(zhǔn)備和焊接環(huán)境焊接前應(yīng)清理焊接區(qū)域內(nèi)的水分、油污及氧化皮等影響焊接質(zhì)量的物質(zhì),并打磨露出良好金屬光澤(見圖5)。

圖5 坡口打磨
天氣氣溫≤-10℃時必須停工或搭制保溫房,一般作業(yè)氣溫應(yīng)≥0℃。氣體保護焊作業(yè)時風(fēng)速若≥2m/s,必須搭制防風(fēng)棚才能進行施焊。
(3)預(yù)熱、層間溫度及焊后處理 預(yù)熱方式采用火焰及電加熱器兩種方式,最低預(yù)熱要求應(yīng)符合表2要求。

表1

表2
層間溫度控制在最低預(yù)熱溫度與250℃之間。預(yù)熱焊接部位焊后應(yīng)立即采用保溫棉覆蓋使焊道緩冷。
(4)焊接參數(shù)的選擇 選用原則:采用小的熱輸入焊接,如表3所示。
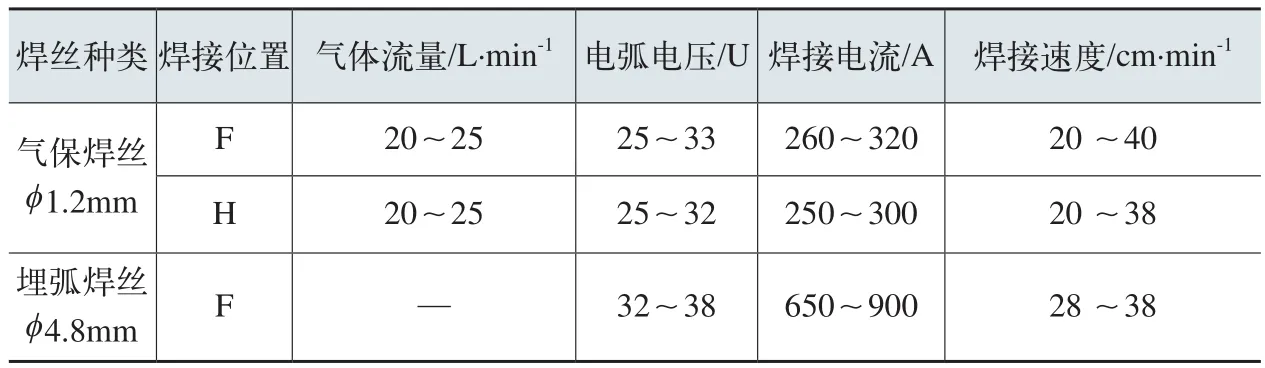
表3
(5)焊接工藝操作要點 在焊道中引熄弧時,引熄弧位置應(yīng)錯開25mm以上。引弧應(yīng)采用回焊手法,熄弧應(yīng)填滿弧坑。焊接時應(yīng)采用多層多道焊接,嚴(yán)禁寬幅擺動焊接(擺幅寬度限制為20mm)。蓋面焊接時應(yīng)充分填滿弧坑、焊道(包括引、熄弧板部位)。GMAW焊接中電弧終止處的焊坑,在重新起弧前清除焊渣等,并確認(rèn)焊縫無焊接缺陷。進行多層焊接時,須清除前一道焊縫的焊渣以及焊道內(nèi)的飛濺、雜物后才能實施下道焊接。可用錘擊的方式減小焊接應(yīng)力,但打底焊縫及蓋面焊縫不可采用錘擊。直線焊接時應(yīng)注意保持焊接速度均勻,避免焊縫凹凸不平。定位點焊:焊縫長度為40~60mm,間距為300~500mm,焊腳尺寸為4~6mm。
4. 焊接變形的控制
彎扭構(gòu)件主要以中薄板箱形為主,構(gòu)件外形屬細長桿類,箱體焊接的主要變形有撓曲(正彎)、側(cè)彎、角變形及扭曲變形
等,必須在組裝、焊接時加以控制。根據(jù)工廠對以往工程的制作經(jīng)驗,對于此類結(jié)構(gòu)的變形,主要通過以下的方法進行控制。
(1)焊接方法 以擺動式CO2氣體保護焊自動焊接小車設(shè)備為主,從而實現(xiàn)自動化焊接,最大程度上保障焊接質(zhì)量。施焊時采用短路過渡技術(shù),控制焊接變形。
(2)焊接順序 彎扭構(gòu)件主體焊縫焊接順序為:從中間向兩邊,采取分段退焊法施焊。彎扭構(gòu)件主要以中薄板箱形為主,外形屬細長桿件,頭三道主體焊縫必須在胎架上有剛性固定的情況下焊接(橫焊位置焊接見圖6),施焊時由兩名焊工同時在兩側(cè)對稱進行。然后可以將構(gòu)件翻轉(zhuǎn)到水平位置采用自動焊接小車進行填充和蓋面,焊接完畢后必須回胎檢測矯正。

圖6 主體焊縫焊接
牛腿與彎扭本體施焊順序為:先對稱施焊牛腿腹板與彎扭本體腹板焊縫,再對稱施焊牛腿翼板與本體翼板對接焊縫(見圖7)。

圖7 牛腿焊接
節(jié)點處隔板與翼腹板焊縫施焊順序為:先對稱施焊隔板與腹板焊縫,再施焊隔板與上翼板焊縫,最后施焊隔板與下翼板焊縫。
(3)合理的組焊順序 采取“化整為零,集零為整”的分部裝配法進行裝配、焊接。如彎扭構(gòu)件分解為彎扭本體和牛腿分別裝配、焊接成形,矯正合格后,再進行總裝、焊接(見圖8、圖9)。通過此種方法,可以把焊接應(yīng)力分散到各部件中,焊接應(yīng)力大為降低,將焊接變形的不利影響控制到最小。

圖8 牛腿單獨組焊

圖9 牛腿與主體整體組裝
(4)剛性支撐 箱體內(nèi)部設(shè)置隔板以及角部定位器(見圖10),外部設(shè)置馬板、弓形夾緊器等(見圖11),除了保證裝配精度,還可起到剛性支撐作用,控制焊接變形。
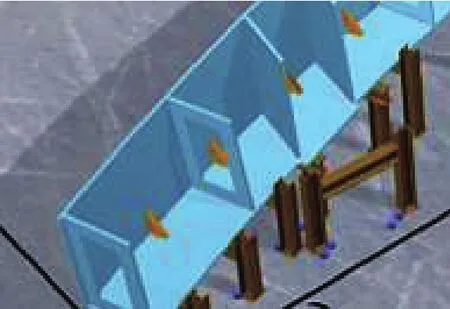
圖10 隔板以及角部定位器

圖11 弓形夾緊器
5. 焊縫質(zhì)量檢測
焊縫外觀檢測:焊縫需保持均勻,不得有裂紋、未熔合、夾渣、咬邊和氣孔等缺陷。外觀質(zhì)量檢查標(biāo)準(zhǔn)應(yīng)符合GB50205—2001《鋼結(jié)構(gòu)工程施工質(zhì)量驗收規(guī)范》。
超聲波無損檢測:全熔透一級焊縫按焊縫條數(shù)及長度進行100%UT檢測,內(nèi)部缺陷評定等級不低于《鋼焊縫手工超聲波探傷方法和探傷結(jié)果的分級》(GB11345—1989)標(biāo)準(zhǔn)規(guī)定的BⅡ級。
6. 結(jié)語
彎扭構(gòu)件的制作精度是珠海歌劇院工程施工的關(guān)鍵,焊接工藝和焊接變形的有效控制又是保證彎扭構(gòu)件制作精度的關(guān)鍵。珠海歌劇院構(gòu)件的成功制作和安裝是鋼結(jié)構(gòu)制作智慧和經(jīng)驗的結(jié)晶,也是全國優(yōu)秀焊接工程的又一經(jīng)典力作。
20151219
闕子雄等,浙江精工鋼構(gòu)集團有限公司。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
