中厚板粗絲雙絲雙弧埋弧焊船型角焊工藝研究
2015-04-23 05:31:20楊政鄭建明
金屬加工(熱加工) 2015年24期
關鍵詞:焊縫
楊政 鄭建明
目前角縫焊接,立板厚度12mm以上的全熔透角焊縫,大都采用開坡口焊。《鋼結構焊接規范》(GB20661—2011)規定:立板厚度>14mm,采用單邊坡口;立板厚度>25mm,采用雙邊坡口。有些廠家,對于角接全熔透焊縫,一般采用半自動火焰切割坡口, CO2氣體保護焊焊接打底焊、填充焊,背面碳弧氣刨清根、焊接,填充后再埋弧焊蓋面,此焊接方法效率低,UT檢測合格率不穩定。尤其當立板厚度在25mm以上時,焊接工作量大,成為焊接生產的的瓶頸,同時焊接成本較高,現場噪聲和粉塵大,施工環境差。為了提高焊接效率和焊接質量,縮短生產工期,降低生產成本,改善施工環境,我們進行了粗絲雙絲雙弧埋弧焊厚板角焊研究。
1. 雙絲埋弧焊工藝特點
雙絲焊采用前絲直流、后絲交流的焊接方式,前絲直流電弧具有較大的穿透力,起到增大熔深的作用,后絲起到增大焊道寬度和美觀焊縫成形的作用;直流正接電弧可以加大熔深,使用φ5~φ6mm的焊絲,強大的焊接電流也具有大熔深作用。
2. 焊接設備和材料
試驗采用林肯1500型雙絲雙電源焊機,為適應大多數工程的要求,試驗母材和焊絲選擇在建筑鋼結構行業中使用的常規牌號Q345C,板厚25mm、35mm,埋弧焊絲H10Mn2,前絲規格φ6.0mm(經試驗電流可調節到1 400A)、后絲規格φ5.0mm。考慮到大電流焊接時SJ301G焊劑脫渣性能和焊縫成形優于SJ101,因此綜合考慮決定選用SJ301G焊劑。
3.坡口形式及焊接參數
坡口形式對于焊縫根部質量至關重要,考慮到焊縫質量,焊接效率和成本,我們的目的就是不開坡口,形成無坡口的角焊縫。焊接參數如表1所示。
4. 焊絲與立板的角度
焊絲對準角部位置將影響熔深位置(即有效熔深),為測試船型焊接角度對熔深影響情況,我們進行了角度試驗。(1)立板角度為35°角焊
縫熔深焊接試驗 H型鋼焊接位置為船型位置,焊絲與構件角縫立板成35°夾角(見圖1),前絲偏離角縫底板邊緣5mm左右(如果離角縫底板距離過多并降低熔深,表面容易出現缺陷),焊后經過宏觀檢測,熔池偏離角縫立板,熔池最深處在角縫底板上。試驗結果顯示,有效熔深平均約為21mm。
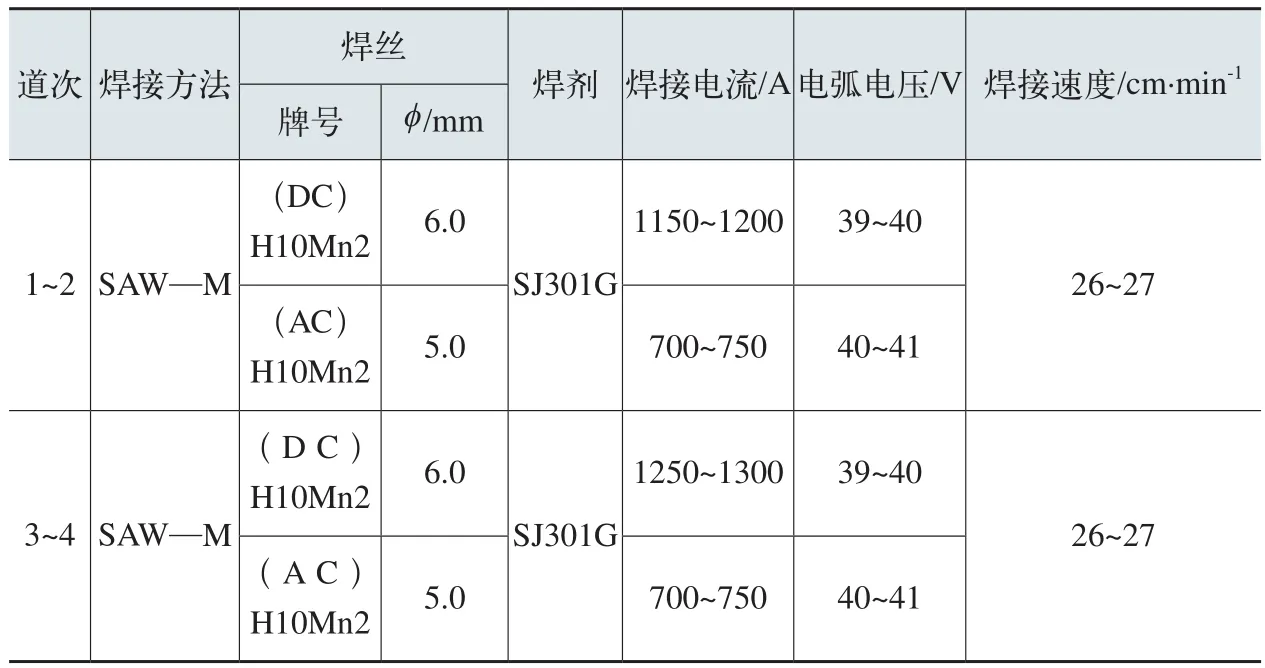
表1 焊接參數
(2)立板角度為25°角焊縫熔深焊接試驗 為了保證焊縫有效熔深,把角度調整到25°。在焊接試驗中發現把H型構件調整成25°角焊接時,定位輪會壓到焊劑,對焊縫成形有很大影響。經過幾次試驗比較,最后決定把定位輪長度加長15mm,改裝后長度為100mm,最終解決了這個問題。
在構件翼緣板下面加墊塊,使試件成25°(見圖2),前焊絲偏離角縫立板與角縫底板交接點約8mm(往角縫立板方向偏離,使電弧中心能穿透到角縫立板中間),后絲偏離角縫立板與角縫底板交接點約4mm。通過試驗結果顯示,熔深有效平均值約為28.5mm,比35°時熔深增加7mm,提高了33%。
5. 檢測結果
試板為十字形接頭,按上述焊接參數進行焊接,表面成形良好,經UT檢測合格,符合一級焊縫標準,按《鋼結構焊接規范》(GB20661—2011)規定工藝評定方法和要求,拉伸、低倍組織、沖擊檢測的結果均合格(見表2)。
6. 成本數據對比分析

圖1 35°角焊接示意
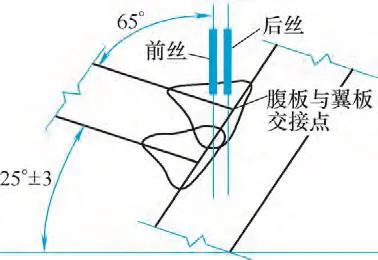
圖2 25°角焊接示意
我們按工藝要求的坡口角度,預估算新工藝不開坡口與開坡口焊接成本,新工藝不開坡口成本降低1/3~1/2(見表3),每米焊縫可降低成本50~100元。
7. 結語
對于角縫立板厚度22~30mm角接全熔透焊縫可以不用開坡口,GMAW焊接方法打底,不用氣刨清根,直接使用雙電雙絲埋弧焊,焊絲直徑前絲(DC)φ6.0mm焊絲、后絲(AC)選用φ5.0mm焊絲,成25°~35°傾斜,前焊絲偏離角縫立板與角縫底板交接點5~8mm,可以保證全熔透,焊接力學性能合格。當立板厚度超過30mm以后,建議采用25°度小角度。這種新焊接工藝方法效率高,成本低,節約能源。
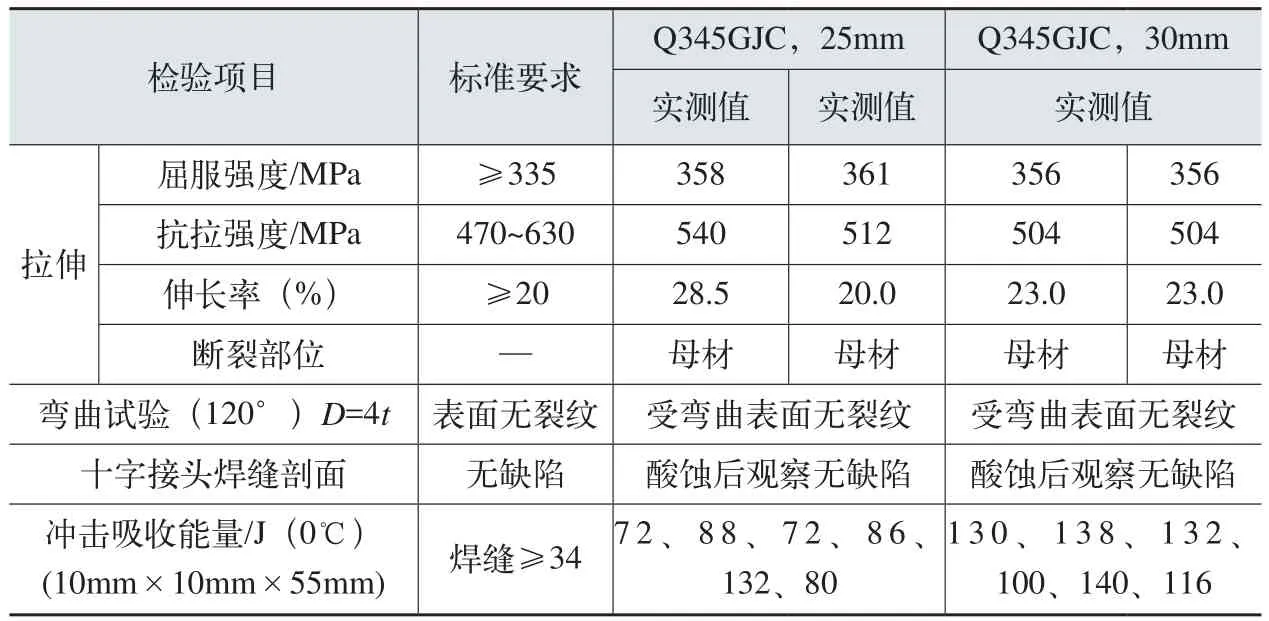
表2 檢測結果
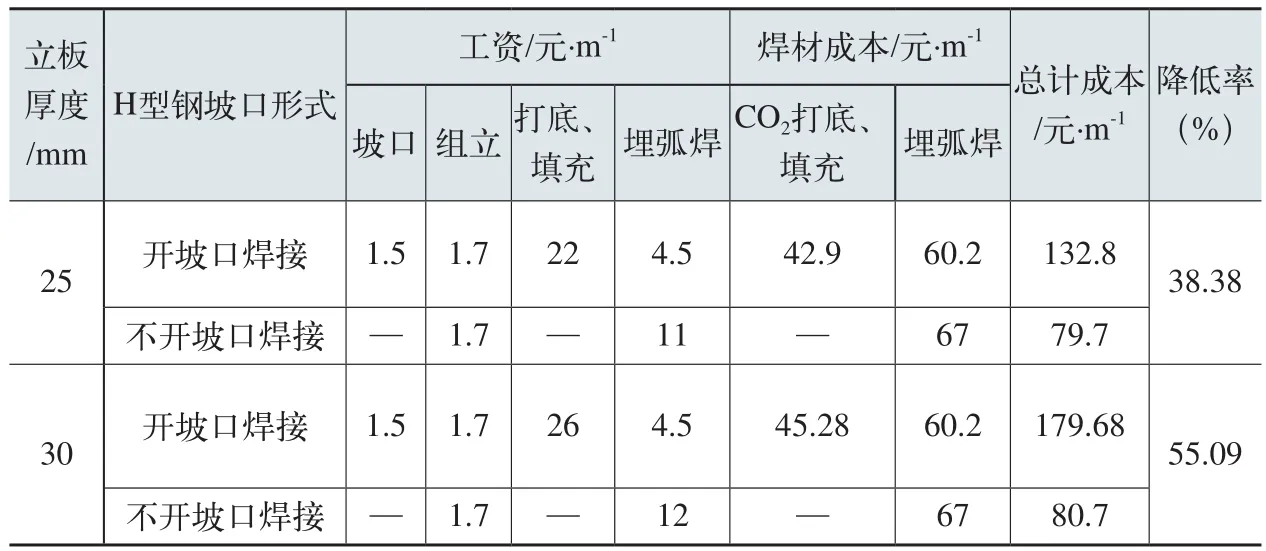
表3 開坡口和不開坡口焊接成本預估對比
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
