40萬t/a 輕石腦油異構化裝置關鍵焊接技術
2015-04-23 05:15:02桑梓心于吉俊魏樂
金屬加工(熱加工) 2015年24期
桑梓心 于吉俊 魏樂
1. 工程概況及焊接特點
(1)工程概況 40萬t/a輕石腦油異構化裝置是業主新建的含硫原油加工配套工程的關鍵裝置之一,占地面積(以邊線為界)約4 000m2,項目投資3.8億元,其中鋼結構安裝總量475t,工藝管線12 000m,總焊接當量4.8萬寸。投產后年產油氣42.51萬t,操作彈性為60%~110%;裝置屬于甲類生產裝置,由烴分離部分、反應部分及公用工程三部分組成。原料為輕石腦油和PSA氫,主要工作介質為天然氣、煉廠氣、石腦油、解吸氣、氫氣、硫化氫及蒸汽等,主要產品為異構化油,副產品是釋放氣,工程全貌如圖1所示。
本裝置工藝管道材質主要有:20、20G、L245、UNS N04400及A312 TP304等。
(2)焊接特點 首先,蒙乃爾合金UNS N04400材質在常見裝置建設中很少出現,焊工缺乏對此類材質管道焊接的經驗,為了確保蒙乃爾合金UNS N04400材質管線的焊接質量,必須精心策劃和組織,否則很難達到一次焊接合格率98%的目標;其次,其他管道材質比較常見,焊工有焊接此類管道的豐富經驗,但是本裝置建設地點地處海邊,施工易受臺風、海風、海霧、下雨及高濕度天氣影響,需要制定相應的有針對性的焊接防護措施,這樣焊接合格率才能得到保證。
因此,項目部把蒙乃爾合金UNS N04400材質管道的焊接定為本項目關鍵焊接技術控制點,把雨天及高濕度天氣的焊接作為質量控制重點。
2. 關鍵焊接工藝及焊接質量控制
(1)關鍵焊接工藝 本裝置的關鍵焊接工藝主要體現在蒙乃爾合金UNS N04400材質管道的焊接上,焊接參數如表1所示。
蒙乃爾合金UNS N04400材質管道的焊接工藝主要從坡口打磨、焊口組對、焊接、焊后檢查幾方面進行控制。
第一,施焊前需用角向磨光機(φ≤100mm的管件,內表面用軸向磨光機)對坡口表面內外兩側表面20mm范圍內的油、漆、銹、垢及毛刺等對焊接有害雜物清除干凈,坡口不得有裂紋、夾層等缺陷,打磨好后用丙酮清洗坡口及兩側30mm區域。
第二,管道焊縫組對時,應使內壁平齊,其錯邊量應≤0.5mm。固定口組對應優先考慮仰焊部位的質量,主要是內壁錯邊量、間隙大小,錯邊量過大容易造成單邊未熔合,間隙過大容易造成底層凹陷,間隙過小容易造成未焊透,間隙應選擇大于焊絲0.5~1mm為宜。組對時嚴禁強力組對,以免產生附加應力。

圖1 裝置建成后全貌
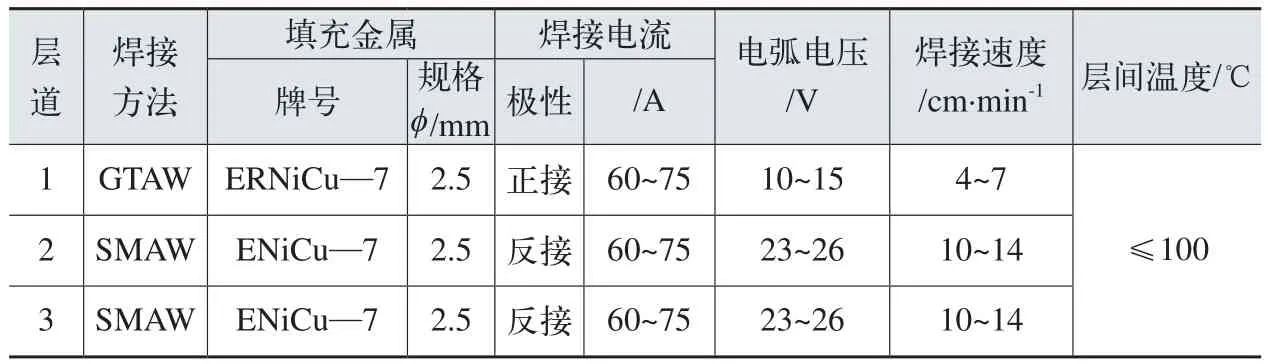
表1 焊接參數
第三,焊接時引弧必須在坡口內側進行,氬弧焊打底必須在管道內側進行充氬保護,避免打底焊縫出現氧化現象,填充和蓋面時,需根據打底層厚度確定是否需要背充氬進行保護,填充及蓋面收弧時要稍作停留,確保弧坑飽滿,并且每個收弧處均應該進行打磨,以清除收弧熱裂紋等缺陷,確認無缺陷后再繼續焊接。
(2)焊接質量控制 焊接質量控制主要從人、機、料、法、環五個環節進行控制。
第一,焊工必須持有特種設備焊接作業人員操作證,并且通過業主設置的焊工操作考試,取得上崗資格后方可施焊。焊工只能在合格項目對應的施焊范圍內作業,不得超越其范圍作業。
第二,在使用前認真檢查焊機狀態,避免焊機帶病作業,達到保證焊接質量的目的。
第三,焊接材料的選用,須嚴格按照焊接工程師技術交底時下發的焊接工藝指導卡進行選用,不許私自亂用焊材。焊材庫領用焊材時需填寫焊材領用卡,并經焊接工程師簽字認可后,焊材烘焙發放人員方可進行發放,從焊接材料的發放源頭杜絕焊材使用錯誤的情況。
第四,管道焊接工藝嚴格按照焊接工程師下發的焊接工藝卡執行,焊接參數必須依據焊接工藝卡的參數范圍進行選取,避免因焊接電流、電弧電壓等參數選取錯誤造成焊接質量隱患。
第五,焊接環境出現如下情況時,必須采取防風擋雨措施,否則禁止施焊:風速:氬弧焊>2m/s,焊條電弧焊>8m/s;下雨、大風、大霧時;空氣相對濕度>90%時。
雨天、高濕度天氣的焊接質量控制要求:焊接時使用防風擋雨棚,嚴禁冒雨施焊。使用質量良好的保溫筒,每次取用焊條后立即關閉好保溫筒,避免焊條吸收濕氣,嚴禁焊接時手握焊條。少量發放焊條,控制領用焊條到進行焊接的時間≤4h,宜控制在2~3h內。
施工準備及施工照片如圖2~7所示。
3. 焊接設備應用情況
由于受施工現場條件限制,無法采用機器人焊接和自動化焊接,我項目部在焊接蒙乃爾合金UNS N04400材質管道以及不銹鋼材質管道時,考慮到該類材質管道容易出現的焊接起弧收弧缺陷,特選用了ZX7—400STG高頻氬弧焊機,如圖8所示。其余材質管道焊接選用ZX7—500S普通焊機,如圖9所示。
現場選用ZX7—400STG焊機主要是綜合考慮了該焊機具有以下幾個特點:體積較小且重量輕,便于現場移動作業;具有高頻引弧功能;氬弧焊參數調節精度較高;具有提前送氣、滯后停氣、時間連續可調等特點。
而ZX7—500S用于普通材質管道焊接,主要是考慮到該焊機的具備以下幾個特點:控制面板設計優良,簡單易懂;數字顯示,焊接電流可調精度1A;引弧電流可以單獨調節,具有優異的引弧性能;具有多種安全防護功能。
4. 焊接材料應用情況

圖2 現場管道焊接

圖4 支管開孔,管臺打磨

圖3 關鍵焊接部位焊接專家現場進行指導
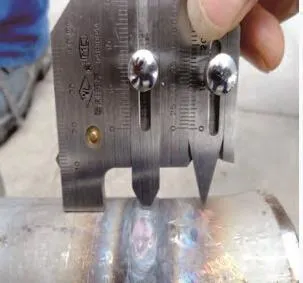
圖5 焊縫檢測

圖6 現場蒙乃爾合金焊接

圖7 蒙乃爾合金鋼焊縫成形

圖8

圖9
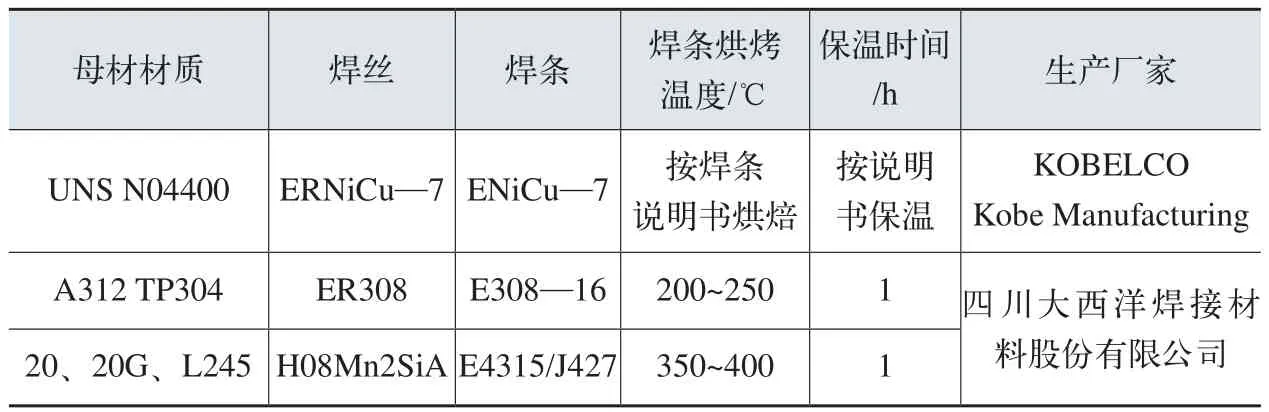
表2 焊材選用
項目部焊材選用情況如表2所示。依據多個項目的施工經驗,我們在蒙乃爾合金UNS N04400選用了日本進口的神戶制鋼所生產的焊絲和焊條。A312 TP304及20、20G、L245則選用了四川大西洋焊接材料股份有限公司生產的焊絲和焊條。
選用的上述焊材具有如下特點:第一,焊縫具有良好的抗裂性和力學性能。第二,容易引弧,焊條燃燒時電弧穩定性良好,容易進行焊接操作。第三,焊接熔池保護良好,容易獲得質量良好的焊縫接頭。第四,焊接工藝性良好,可全位置焊接。第五,較好的焊接生產率,飛濺少,渣殼易脫掉。第六,焊條燃燒時產生的有害煙塵相對較少。
5. 結語
(1)通過對關鍵焊接技術的重點關注,最終蒙乃爾合金UNS N04400管道焊縫總數12道,共進行RT檢測36張,合格36張,焊接一次合格率達到了100%,焊接質量達到了質量目標要求。
(2)A312 TP304及20、20G、L245材質管道焊接通過對人、機、料、法、環五個環節的嚴格控制, 焊縫RT檢測5925張,合格5896張,焊接一次合格率達到99.51%,焊接質量得到了業主的一致好評。
(3)裝置于2014年2月19日一次投產成功,至今管道運行狀況良好,產品質量合格。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
產品可靠性報告(2017年7期)2017-09-05 09:49:12
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
