包含復(fù)合機(jī)構(gòu)的6R機(jī)器人誤差補(bǔ)償算法與實(shí)驗(yàn)研究
2015-04-19 02:03:21田應(yīng)仲聶杰聰張雯君
機(jī)械制造 2015年11期
關(guān)鍵詞:模型
□ 田應(yīng)仲 □ 聶杰聰 □ 張雯君 □ 李 龍
1.上海大學(xué)機(jī)電工程與自動化學(xué)院 上海 200072
2.上海大學(xué)上海市智能制造及機(jī)器人重點(diǎn)實(shí)驗(yàn)室 上海 200072
工業(yè)機(jī)器人精度是國內(nèi)外研究的重要技術(shù),是衡量其性能的重要指標(biāo)之一,ISO 9283(工業(yè)機(jī)器人:性能標(biāo)準(zhǔn)和測量方法)描述了評價工業(yè)機(jī)器人精度的標(biāo)準(zhǔn):重復(fù)定位精度、位姿精度以及軌跡精度[1]。其中,位姿精度和軌跡精度統(tǒng)稱為絕對定位精度,它是機(jī)器人實(shí)際運(yùn)動與期望運(yùn)動之間的偏差。重復(fù)定位精度是機(jī)器人在重復(fù)執(zhí)行同一期望運(yùn)動時,其實(shí)際運(yùn)動之間的相互離散程度。現(xiàn)階段的工業(yè)機(jī)器人根據(jù)關(guān)節(jié)、構(gòu)型、負(fù)載的不同,重復(fù)定位精度控制范圍為±0.01~2 mm,絕對定位精度控制范圍為±0.1~100 mm[2],即絕對定位精度遠(yuǎn)低于重復(fù)定位精度,難以滿足工業(yè)發(fā)展的要求。因此,提高機(jī)器人絕對精度指標(biāo)是目前急需解決的問題。目前機(jī)器人的標(biāo)定方法通常分為運(yùn)動學(xué)標(biāo)定和非運(yùn)動學(xué)標(biāo)定,有研究結(jié)果表明,幾乎95%的機(jī)器人定位誤差是由自身運(yùn)動學(xué)參數(shù)誤差造成的。因此,采用基于運(yùn)動學(xué)建模的方法,辨識出運(yùn)動學(xué)參數(shù)并對機(jī)器人進(jìn)行補(bǔ)償,這將極大提高機(jī)器人的定位精度。
我國對機(jī)器人的誤差補(bǔ)償算法研究較晚,研究手段較少,目前,國內(nèi)研究的誤差補(bǔ)償算法絕大多數(shù)是針對普通6R型工業(yè)機(jī)器人,而對包含復(fù)合機(jī)構(gòu)的6R工業(yè)機(jī)器人的誤差補(bǔ)償算法研究極少。蔡鶴皋等[3]采用MDH模型推導(dǎo)出了具有通用性的串聯(lián)機(jī)器人幾何參數(shù)識別公式,并對RMA-I型機(jī)器人進(jìn)行誤差補(bǔ)償后使其精度提高了一個數(shù)量級。南小海[4]利用MDH推導(dǎo)了Reis RV-16型串聯(lián)機(jī)器人的實(shí)際幾何參數(shù)識別公式,采用最小二乘法成功辨識出了運(yùn)動學(xué)參數(shù)誤差,補(bǔ)償后大大地提高了機(jī)器人的位置精度。
筆者先推導(dǎo)機(jī)器人運(yùn)動學(xué)誤差模型及參數(shù)辨識方法,針對包含復(fù)合機(jī)構(gòu)的川崎ZX165U型6R工業(yè)機(jī)器人,分析其機(jī)構(gòu)特點(diǎn)及其MDH模型參數(shù)形式,利用高精度的激光跟蹤儀為測量設(shè)備,采用改進(jìn)的最小二乘法對參數(shù)進(jìn)行辨識,利用辨識出來的參數(shù)修改機(jī)器人的運(yùn)動學(xué)正解模型,從而達(dá)到誤差補(bǔ)償?shù)哪康模瑯O大地提高了機(jī)器人的位置定位精度。
1 機(jī)器人運(yùn)動學(xué)建模及參數(shù)辨識
根據(jù)經(jīng)典的D-H模型,每個連桿可由4個參數(shù)(即扭角 αi-1,連桿長度 ai-1,連桿偏距 di和關(guān)節(jié)角 θi)來描述,但是,當(dāng)相鄰兩關(guān)節(jié)軸線平行時,D-H模型違背了模型應(yīng)具備連續(xù)性的準(zhǔn)則,因?yàn)榇藭r機(jī)器人幾何尺寸的微小變化,會導(dǎo)致模型參數(shù)發(fā)生跳變,模型存在奇異性,導(dǎo)致無法辨識連桿參數(shù)。Hayati等[5]針對轉(zhuǎn)動關(guān)節(jié)提出MDH模型,在原有的D-H模型上,引入附加轉(zhuǎn)動項(xiàng) Rot(y,βi)來避免奇異性,即建立 MDH 模型,該模型對應(yīng)的齊次變換矩陣可表示為:

用矩陣表示為:
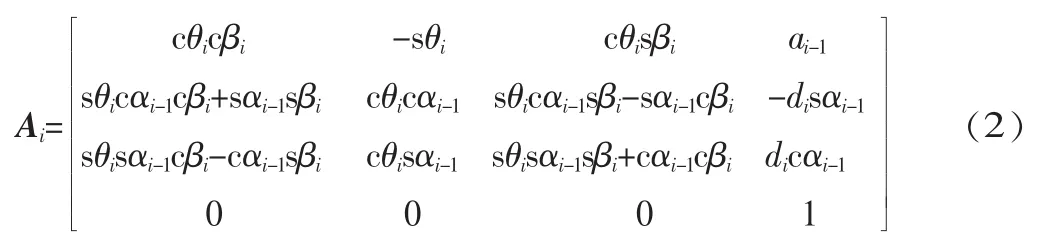
式中:s和c分別為sin和cos的縮寫,當(dāng)兩相鄰關(guān)節(jié)軸線 Zi-1與 Zi不平行時,βi=0。
對于n關(guān)節(jié)機(jī)器人,從機(jī)器人基座到末端執(zhí)行器的坐標(biāo)轉(zhuǎn)換,即按照上述步驟依次進(jìn)行坐標(biāo)系的轉(zhuǎn)換,將各個連桿的齊次變換矩陣依次相乘,得:

用P來表示機(jī)器人末端基于自身基坐標(biāo)系的理論位置,則:

在機(jī)器人裝配過程中會產(chǎn)生一些誤差,如:進(jìn)行機(jī)械校零時,由于角度編碼器到達(dá)的零位無法與機(jī)器人的名義零位相一致,產(chǎn)生了零位誤差Δθi;由加工和裝配過程中而造成的長度誤差Δdi和Δai;由機(jī)器人相鄰的兩軸線間存在平行度或者垂直度的誤差而導(dǎo)致的角度誤差Δαi和前面提到的Δβi,因此實(shí)際位置P′可表示為:

由于這些誤差都比較小,可以簡化為線性方程:

式(7)為機(jī)器人位置定位誤差公式,可轉(zhuǎn)化為:
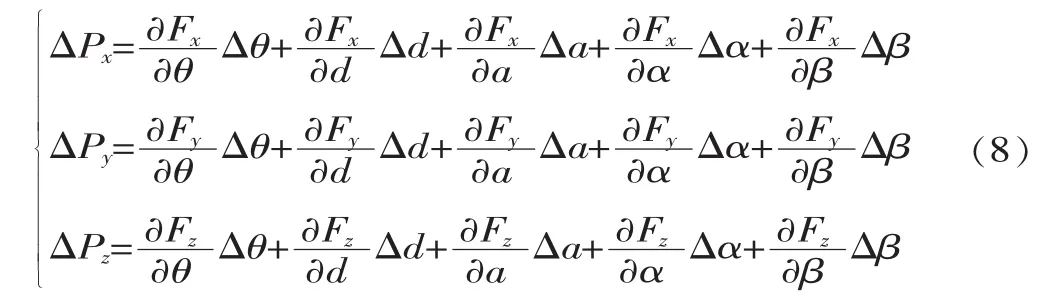
在式(8)中僅考慮位置誤差,6關(guān)節(jié)機(jī)器人n個測量點(diǎn)的方程寫成矩陣形式:
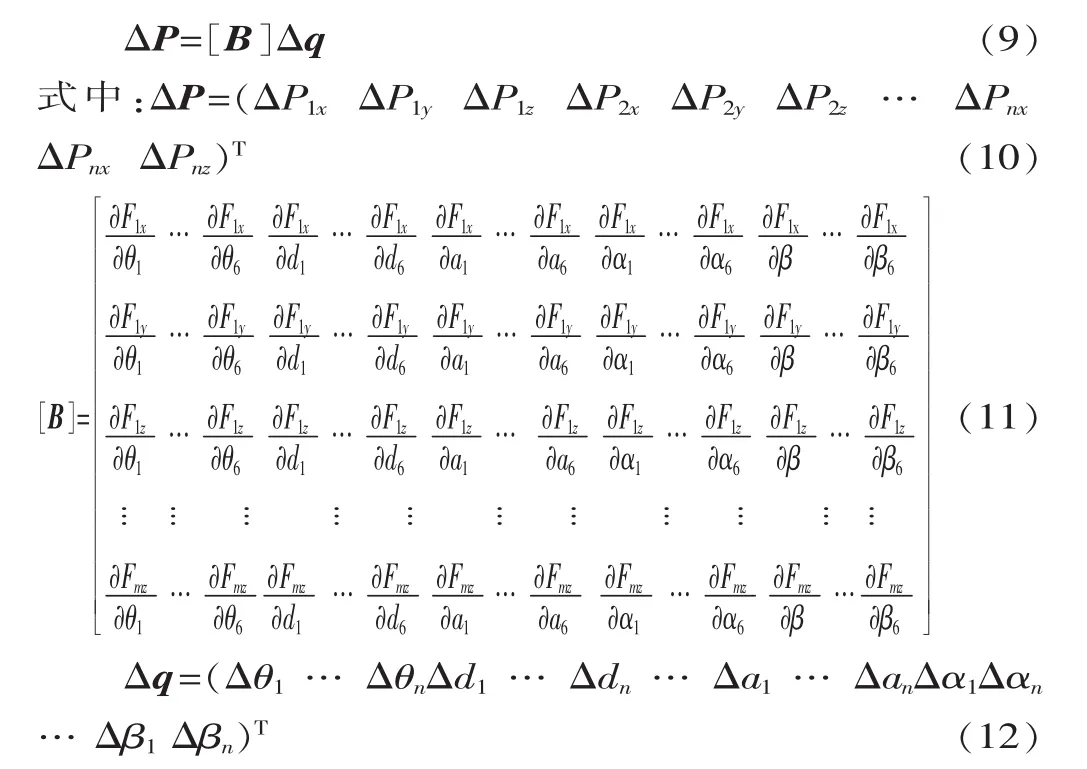
式(9)的正則方程為:

若[B]的列線性獨(dú)立,則Δq的最小二乘解為:

式(14)中的Δq即為運(yùn)動學(xué)參數(shù)的近似解,將求得的Δq值補(bǔ)償?shù)綑C(jī)器人的連桿參數(shù)上,得到新的連桿參數(shù),再用新的連桿參數(shù)重新求解,多次迭代,直到ΔPx、ΔPy、ΔPz足夠小,從而達(dá)到誤差補(bǔ)償、提高機(jī)器人定位精度的目的。
連桿參數(shù)誤差補(bǔ)償算法可以歸納為:①列出機(jī)器人的名義連桿參數(shù);②根據(jù)名義參數(shù)和測量的數(shù)據(jù),建立機(jī)器人運(yùn)動學(xué)誤差方程;③用最小二乘法解運(yùn)動學(xué)誤差方程,得到參數(shù)誤差Δq;④根據(jù)得到的Δq,補(bǔ)償連桿參數(shù)值;⑤轉(zhuǎn)向②,直到 ΔPx、ΔPy、ΔPz都小于某一最小值;⑥連桿參數(shù)誤差即為名義值與經(jīng)過多次迭代最后所得的值之差。
2 誤差補(bǔ)償實(shí)例
目前,ABB、KUKA等大公司在碼垛和搬運(yùn)機(jī)器人中,大多采用抗沖擊能力強(qiáng)的鉸鏈?zhǔn)剿倪B桿結(jié)構(gòu),該結(jié)構(gòu)增加了整個臂部的剛度,為重型負(fù)載的設(shè)計(jì)要求提供了結(jié)構(gòu)上的可行性。該四連桿結(jié)構(gòu)具有行程放大功能,即以較小的驅(qū)動行程實(shí)現(xiàn)機(jī)器人末端較大的工作行程,從而可以滿足碼垛作業(yè)對大工作空間的性能要求[6]。川崎公司生產(chǎn)的ZX165U型機(jī)器人同樣包含了鉸鏈?zhǔn)剿倪B桿結(jié)構(gòu)(見2.1節(jié)介紹),筆者采用ZX165U型機(jī)器人為實(shí)例,對其進(jìn)行誤差補(bǔ)償,驗(yàn)證上述補(bǔ)償算法的有效性。
2.1 ZX165U型機(jī)器人簡介
ZX165型機(jī)器人是一種大型通用工業(yè)機(jī)器人,該機(jī)器人在碼垛時,能夠保證整個末端(物體)平行移動而只需要最少的關(guān)節(jié)電機(jī)參與運(yùn)作(JT2),節(jié)省資源,并且由于其底座阻尼器的作用,使整個運(yùn)動過程速度穩(wěn)定,更能保證物體的安全。圖1所示的機(jī)器人的6個軸均是旋轉(zhuǎn)軸,關(guān)節(jié) 1(JT1)、關(guān)節(jié) 4(JT4)、關(guān)節(jié) 5(JT5)和關(guān)節(jié)6(JT6)都是與一般的串聯(lián)機(jī)器人相同的。而關(guān)節(jié)2(JT2)與關(guān)節(jié)3(JT3)之間在結(jié)構(gòu)上是通過鉸鏈?zhǔn)剿倪B桿結(jié)構(gòu)加上三角形結(jié)構(gòu)來耦合的,正是因?yàn)槭褂昧诉@種復(fù)合機(jī)構(gòu),使其能以低能耗實(shí)現(xiàn)手臂向后翻,就是因?yàn)榇藱C(jī)構(gòu)使它的運(yùn)動規(guī)律與簡單的串聯(lián)機(jī)器人有所不同,也給D-H坐標(biāo)系的建立和桿件參數(shù)的確定帶來了困難。
把ZX165U型機(jī)器人簡化成如圖2所示結(jié)構(gòu)簡圖,當(dāng)機(jī)器人只有 JT2 運(yùn)動時,連桿(3、4、5、6)始終作平移運(yùn)動。
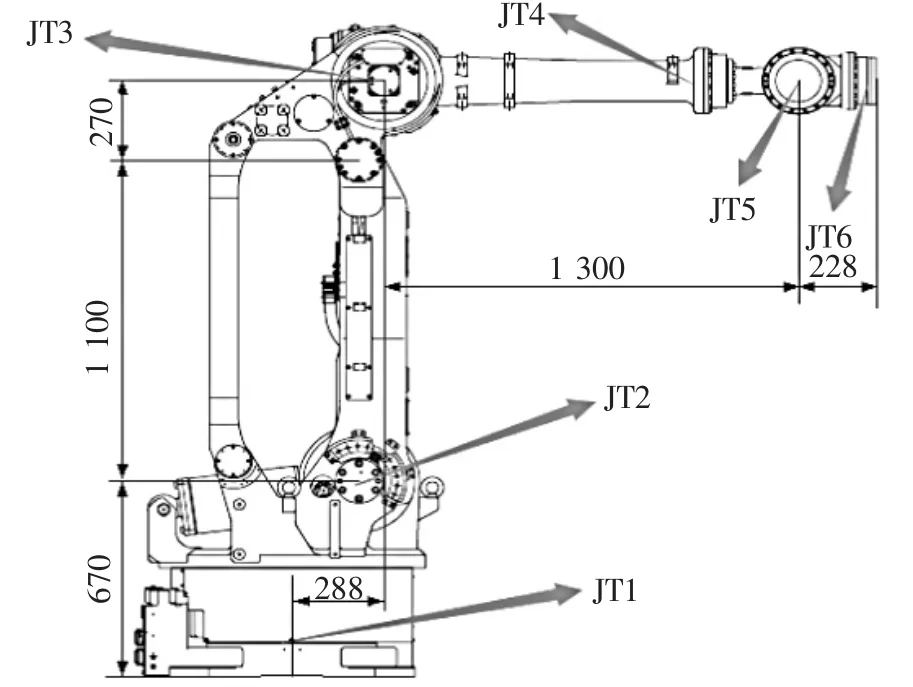
▲圖1 ZX165U型機(jī)器人結(jié)構(gòu)圖
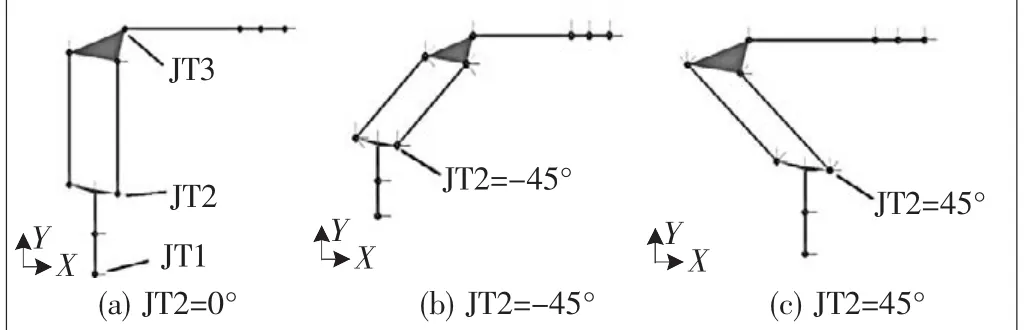
▲圖2 當(dāng)只有關(guān)節(jié)2運(yùn)動時,機(jī)器人末端的運(yùn)動狀態(tài)
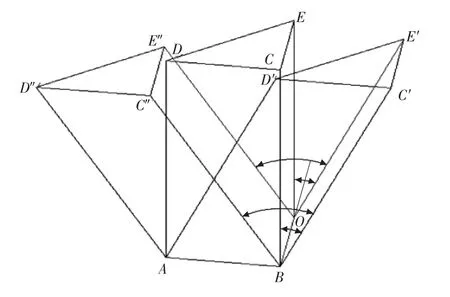
▲圖3 混合鉸鏈結(jié)構(gòu)
將JT2和JT3處的平行四邊形結(jié)構(gòu)以及三角形結(jié)構(gòu)的混合結(jié)構(gòu)進(jìn)行單獨(dú)分析,如圖3所示,可以確定JT3 的虛擬旋轉(zhuǎn)中心為點(diǎn) O, 得到∠C″BC′=∠E″OE′,∠CBC′=∠EOE′,得出虛擬中心O的轉(zhuǎn)角與關(guān)節(jié)2的轉(zhuǎn)角相等的結(jié)論,所以可用O點(diǎn)作為等效關(guān)節(jié)2。而連桿2的長度為OE的長度,即為CB的長度。另外,關(guān)節(jié)3處的轉(zhuǎn)角因平行四邊形關(guān)節(jié)有一個補(bǔ)償,可知關(guān)節(jié)3轉(zhuǎn)角為θ3+θ2。上述這些在之后建立的D-H坐標(biāo)系以及D-H參數(shù)中都需考慮。
2.2 ZX165U型機(jī)器人運(yùn)動學(xué)方程
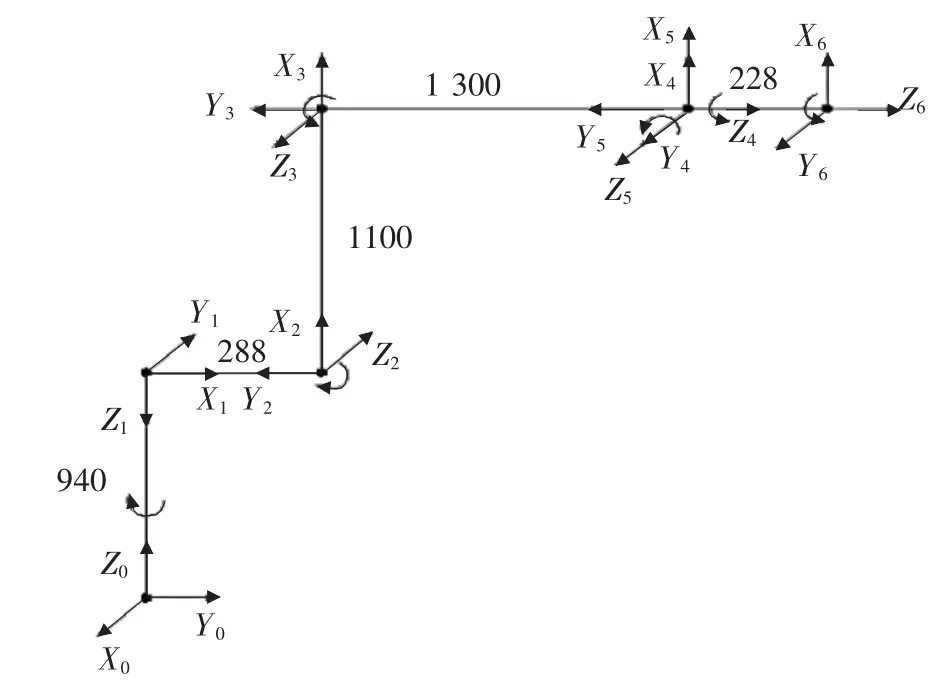
根據(jù)2.1節(jié)對ZX165U型機(jī)器人進(jìn)行分析,建立其連桿坐標(biāo)系,如圖4所示,可以看出,相鄰關(guān)節(jié)軸線中只有JT2和JT3軸線在理論上相互平行,MDH名義連桿參數(shù)見表1。
由式(3)可知,末端法蘭中心點(diǎn)相對于機(jī)器人基坐標(biāo)系的轉(zhuǎn)換矩陣為:

3 誤差補(bǔ)償實(shí)驗(yàn)及數(shù)據(jù)分析

表1 MDH名義連桿參數(shù)
本實(shí)驗(yàn)用Leica激光跟蹤儀作為測量裝備。首先,用激光跟蹤儀構(gòu)造機(jī)器人的基坐標(biāo)系,步驟如下。
1)用示教器把機(jī)器人調(diào)整至初始位置 (JT1=-90°、JT2=-90°、JT3=0°、JT4=0°、JT5=0°、JT6=0°), 并將靶球放在機(jī)器人末端執(zhí)行器上的某一固定點(diǎn)。
2)旋轉(zhuǎn)軸1,其它軸的角度保持不變,每隔10°用激光跟蹤儀測量機(jī)器人末端執(zhí)行器上固定點(diǎn)的坐標(biāo)值,根據(jù)這些坐標(biāo)點(diǎn)擬合出一個圓1。
3)旋轉(zhuǎn)軸2,其它軸的角度保持不變,每隔10°用激光跟蹤儀測量機(jī)器人末端執(zhí)行器上固定點(diǎn)的坐標(biāo)值,根據(jù)這些坐標(biāo)點(diǎn)擬合出一個平面2。
4)用激光跟蹤儀測量基座所在的平面A。
5)根據(jù)圓1的法線和平面A的交點(diǎn)作為原點(diǎn),平面2和平面A的交線作為Y軸,圓1的法線作為Z軸,根據(jù)右手定則定出X軸,結(jié)合激光跟蹤儀自帶軟件,可建立ZX165U型機(jī)器人的虛擬基坐標(biāo)系。
建立機(jī)器人的基坐標(biāo)系之后,用激光跟蹤儀在機(jī)器人包絡(luò)空間內(nèi)測量95個點(diǎn),為避免誤差補(bǔ)償陷入局部最優(yōu),測量點(diǎn)均勻分布在整個工作空間,ZX165U型機(jī)器人需要辨識的模型參數(shù)共25個。采集完數(shù)據(jù)后,用其中34個點(diǎn)建立誤差方程,按照前述方法用34個點(diǎn)來建立誤差方程是充足的,其余61個點(diǎn)作為驗(yàn)證。
應(yīng)用本文第1節(jié)的補(bǔ)償算法,用MATLAB作為計(jì)算工具,得到MDH模型連桿參數(shù)誤差,見表2。
利用表2得出的連桿參數(shù)誤差對機(jī)器人名義連桿參數(shù)進(jìn)行補(bǔ)償,對用于建立誤差方程的34個標(biāo)定集補(bǔ)償前后位置誤差變化情況如圖5所示,對用于驗(yàn)證結(jié)果的61個驗(yàn)證集補(bǔ)償前后位置誤差變化情況如圖6所示。對位置誤差進(jìn)行數(shù)據(jù)整理,從表3可知,經(jīng)過連桿參數(shù)誤差補(bǔ)償后,標(biāo)定集位置誤差均值從11.440 9 mm降到了0.237 8 mm,提高了97.92%,均方差從2.477 3 mm降到了0.157 4 mm,提高了93.65%;檢驗(yàn)集位置誤差均值從10.624 8 mm降到了0.368 7 mm,提高了96.53%,均方差從2.288 5 mm降到了0.204 6 mm,提高了91.06%,機(jī)器人誤差補(bǔ)償效果非常顯著,說明了上述補(bǔ)償算法的準(zhǔn)確性。
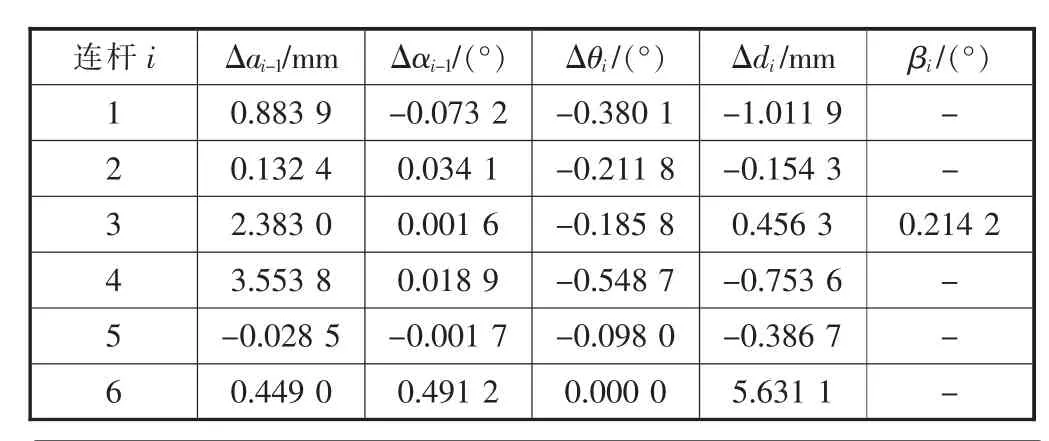
表2 MDH模型連桿參數(shù)誤差
▲圖4 ZX165U型機(jī)器人D-H模型
4 結(jié)論
提出了一種機(jī)器人位置誤差補(bǔ)償方法,首先對機(jī)器人進(jìn)行運(yùn)動學(xué)建模,并列出運(yùn)動學(xué)誤差方程,再通過最小二乘法辨識出所需的連桿參數(shù),并予以補(bǔ)償;此方法還考慮了相鄰兩關(guān)節(jié)間平行時引起的奇異性問題,并采用MDH方法消除其奇異性。以川崎公司生產(chǎn)的包含復(fù)合機(jī)構(gòu)的ZX165U型機(jī)器人為實(shí)例,對其進(jìn)行誤差補(bǔ)償,補(bǔ)償后大大提高了機(jī)器人的絕對定位精度。
但機(jī)器人誤差補(bǔ)償是一項(xiàng)非常復(fù)雜的工作,筆者僅從運(yùn)動學(xué)誤差模型方面考慮提高其絕對位置定位精度,而對機(jī)器人桿件彈性變形、齒輪傳動誤差、關(guān)節(jié)間隙等因素尚未考慮進(jìn)去,所以,要更進(jìn)一步提高機(jī)器人的位置精度,還要依賴更完整的誤差辨識模型。
[1]ISO 9283, Manipulating Industrial Robots-Performance Criteria and Related test Methods[S].
[2]Vatchara Lertpiriyasuwat.Real-time Estimation of Endeffector Position and Orientation for Manufacturing Robots[D].USA:Universtity of Washington, 2000.
[3]蔡鶴皋,張超群,吳偉國.機(jī)器人實(shí)際幾何參數(shù)識別與仿真[J].中國機(jī)械工程, 1998, 9(10):11-14.
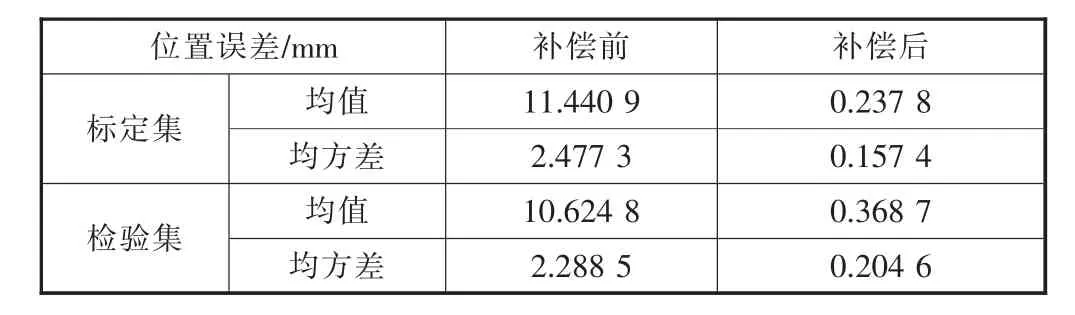
表3 標(biāo)定集與檢驗(yàn)集補(bǔ)償前后數(shù)據(jù)分析
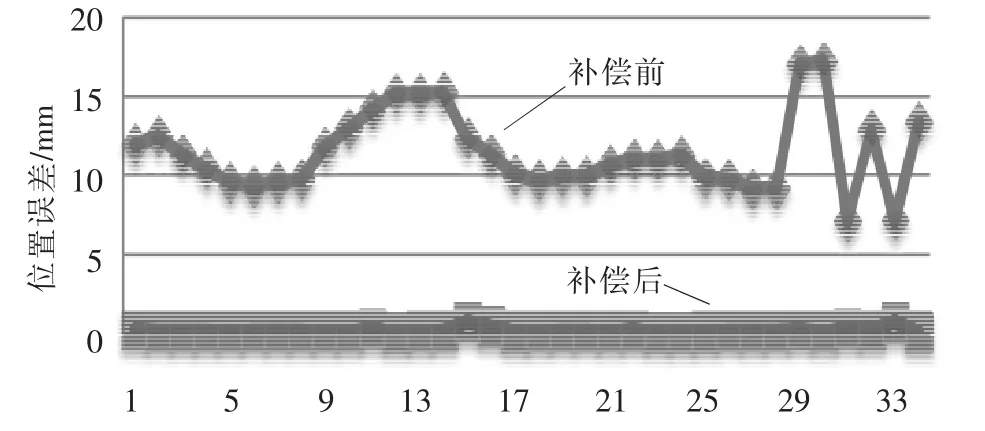
▲圖5 標(biāo)定集補(bǔ)償前后位置誤差對比
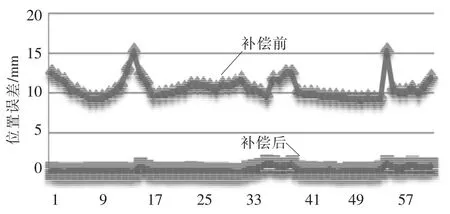
▲圖6 檢驗(yàn)集補(bǔ)償前后位置誤差對比
[4]南小海.6R型工業(yè)機(jī)器人標(biāo)定算法與實(shí)驗(yàn)研究[D].武漢:華中科技大學(xué),2008.
[5]HayatiS A.RobotArm GeometricalLink Parameter Estimation[C].Proeeedings of the 22nd IEEE Conference on Decision and Control,Pasadena,California,1983.
[6]李躍.重載碼垛機(jī)器人機(jī)構(gòu)設(shè)計(jì)及其運(yùn)動控制研究[D].綿陽:西南科技大學(xué),2013.
[7]任永杰,邾繼貴,楊學(xué)友,等.利用激光跟蹤儀對機(jī)器人進(jìn)行標(biāo)定的方法[J].機(jī)械工程學(xué)報,2007,43(9):195-200.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網(wǎng)絡(luò)安全與數(shù)據(jù)管理(2022年1期)2022-08-29 03:15:20
導(dǎo)航定位學(xué)報(2022年4期)2022-08-15 08:27:00
中學(xué)生數(shù)理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀(jì)智能(數(shù)學(xué)備考)(2021年9期)2021-11-24 01:14:36
成都醫(yī)學(xué)院學(xué)報(2021年2期)2021-07-19 08:35:14
新世紀(jì)智能(數(shù)學(xué)備考)(2020年9期)2021-01-04 00:25:14
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(2020年2期)2020-06-02 11:29:24
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
