某新建輥底式光亮爐的技術特點及進步
2015-04-17 12:27:36楊為國王旭午夏克東徐元甲徐福昌
鋼管 2015年4期
楊為國,王旭午,夏克東,吳 松,徐元甲,徐福昌
(煙臺寶鋼鋼管有限責任公司,山東 煙臺 264002)
為滿足大直徑、高合金高壓鍋爐管的熱處理要求,煙臺寶鋼鋼管有限責任公司(簡稱煙臺寶鋼)建設了一組輥底式光亮爐,包括1 座正火爐和1 座回火爐。按照煙臺寶鋼的產品大綱特點及熱處理工藝要求,在當時還沒有成熟的類似機組能參考的情況下,煙臺寶鋼公司與德國LOI 公司進行反復討論研究,確定了該輥底式光亮爐的設計方案,特別是對鋼管在正火爐中的運行模式進行了創新設計[1-3]。本文主要分析煙臺寶鋼新建輥底式光亮爐的結構、技術特點及先進性。
1 產品大綱特點及熱處理工藝要求
輥底式光亮爐設計年產能為4.5 萬t,主要鋼種有15CrMo、12Cr1MoV、12Cr2Mo、P5、P91、P92、P122、P23 及13Cr 等,產品規格為Φ180 ~457 mm×10~50 mm,單支鋼管質量≤6 t,每米鋼管質量≤0.5 t。熱處理工藝要求:正火溫度為650~1 080℃,最高達1 100 ℃;回火溫度為550~850 ℃,極差為±5 ℃。天然氣作燃料,其熱值為35 321 kJ/m3(標準條件下:即1 個標準大氣壓,溫度0 ℃,相對濕度0)。鋼管出爐溫度≤200 ℃,熱處理后鋼管直度不降低且無再生氧化鐵皮產生。
2 輥底式正火光亮爐設計
2.1 設計思路
2.1.1 存在的問題
一般高壓鍋爐管的熱處理制度要求:鋼管在爐內被加熱到AC1,保溫一定時間,完成完全奧氏體化轉變[4-6]。一般鋼材需加熱至960 ℃以上,高鉻鐵素體鋼T91 要求在1 050 ℃左右。高鉻鋼在完成奧氏體轉變后,要求以一定的冷卻速度進行冷卻,使之轉變為馬氏體;再經750~780 ℃回火處理,使組織轉變為回火馬氏體[7-12]。由于煙臺寶鋼生產的主要產品為大直徑厚壁鋼管,因此設計輥底式光亮爐時必須解決好以下幾個問題。
(1) 厚壁鋼管的加熱。與薄壁鋼管相比,厚壁鋼管必須用更長的時間加熱,使壁厚中部與外表面溫度一致,確保加熱的均勻性。由于厚壁鋼管加熱時間較長,鋼管表面容易氧化,設計時采取純N2(99.99%)保護的微氧化加熱,并且在爐內氣氛中加入少量H2(3%~5%),從而化合掉鋼管表面熱軋氧化皮層內的分子量級氧,達到鋼管在高溫下無氧化反應的效果。
(2) 厚壁鋼管的冷卻。如果冷卻速度過慢,將會導致鋼管金相組織中出現先共析鐵素體,從而影響其機械性能;因此,要設計具有足夠冷卻強度的裝置,保證鋼管以設定的冷卻速度冷卻。
(3) 鋼管熱處理后的彎曲。保證鋼管長度方向上均勻加熱及均勻冷卻是保證鋼管出爐后不產生彎曲的主要因素,在設計過程中要控制這些因素。
2.1.2 解決的措施
為解決好以上問題,采取了如下措施:
(1) 采用鋼管加熱計算數學模型,跟蹤鋼管在加熱爐內運行的所有數據,包括其性能;將正火爐最高溫度設計到1 100 ℃,以滿足所有鋼種的熱處理要求。
(2) 采用鋼管冷卻控制計算模型,根據鋼管材料及規格進行模擬計算和設計,并與設定的冷卻曲線自動比較,根據偏差數值來自動修正和調節噴淋冷卻運行參數,確保鋼管的冷卻速度,進而保證其組織的轉變,保證產品的性能。這是正火爐設計的核心技術之一。
(3) 采用鋼管在爐內連續運行和全長節拍式運行兩種方式處理不同壁厚的鋼管。對薄壁鋼管采用連續運行方式,對大直徑厚壁(≥30 mm)鋼管采取爐內節拍式運行方式,既滿足不同規格、材質鋼管的工藝要求,又達到節能降耗的目的。
2.2 正火爐總體結構
正火爐由入口輥臺、入口真空室、入口通道、正火爐、速冷段、緩冷段、出口真空室、出口輥臺等組成,如圖1 所示。

圖1 正火爐總體結構布置示意
在正火爐的入口端設有1 個入口真空室(真空鎖氣室),以防外界空氣進入爐內。整條生產線中,正火爐部分溫度最高,而入口真空室緊靠正火爐進料端,如果此處氣氛控制不好極易造成鋼管的氧化。為避免外界空氣進入爐膛,保證爐內氣氛,入口真空室配備有真空鎖氣門及隔熱附件。鋼管快速進入真空室后,其前后兩道真空鎖氣門關閉;真空泵將真空室抽至設定的真空狀態,通入保護氣體;抽出的廢氣進入煙囪,從煙囪排出。上述過程完成后,加熱爐側的真空鎖氣門打開,鋼管快速進入爐前入口通道。真空室門通過齒輪電機打開、關閉及壓緊。爐門的壓緊通過1 個特殊的壓緊框實現。當爐門向下運動時,室門的導向輪帶動卡爪并使之進入壓緊框導槽,從而使壓緊框將室門推壓到門框的斜面上。壓緊框包括1 個精密的框架及密封,因而可使爐門與門框緊密壓緊。使用該結構,室門的升降、壓緊僅需1 個傳動機構即可實現。入口真空室室門的設計屬于德國LOI 公司專利技術。
入口通道的作用是保證鋼管快速離開真空鎖氣室,并對鋼管進行預熱處理。入口通道有1 個單獨的傳動站,由變頻電機驅動,運動特點是快進、慢出。鋼管進入入口通道后,以工藝要求的速度進入加熱爐。
加熱爐的主要作用是按照分區控制的方式,將鋼管加熱到熱處理制度規定的溫度,并實現其保溫、均溫。加熱爐爐膛結構如圖2 所示,采用先進的套管式自身預熱輻射管燒嘴,外管由高鎳鉻合金管制成,輻射管上下橫置安裝在爐輥和被加熱鋼管的上、下部,易于更換和維修;內管為柔性組合式高溫陶瓷管。每套燒嘴都裝有自動點火和火焰監測系統,并配有截止閥和開/關電磁閥組,加熱系統每個區由雙支熱電偶、PLC 的溫控軟件及燒嘴控制器構成爐溫的連續自動控制系統,可以連續穩定地調節加熱爐供熱量,保證爐料溫度的精確控制及能源的經濟利用。加熱爐加熱采用脈沖式燃燒控制,空氣與天然氣的比例始終保持在最佳狀態,可以連續穩定地調節加熱爐供熱量。
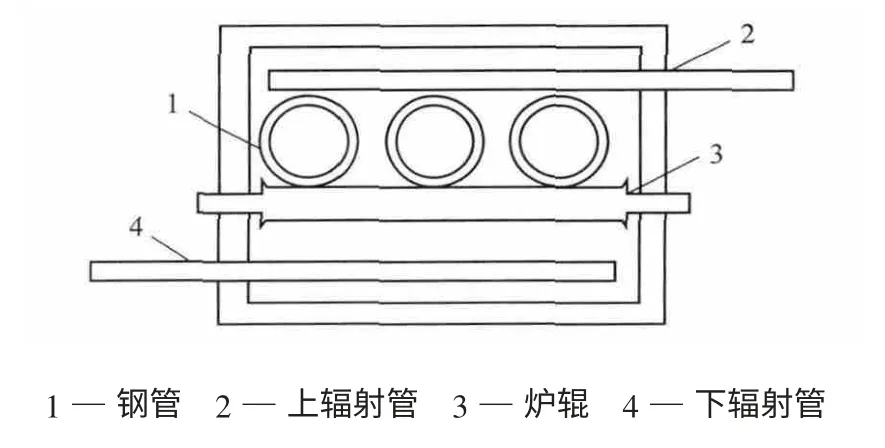
圖2 加熱爐爐膛結構示意
速冷段由5 組密封式噴流冷卻單元JECO 組成,冷卻介質為N2。該噴流冷卻單元包括氣/水冷式熱交換器、變頻調速低轉數大流量的循環風機、上下噴流系統、水循環系統、出水溫度遠程測量報警、流量調節閥組等。安裝在堅固的鋼結構上,鋼結構為氣密焊接。保護氣流通過熱交換器和循環風機進入輥道上下的噴流系統。高速氣流穿過爐料,帶走鋼管熱量,達到快速冷卻的效果。根據生產工藝以及鋼管材質的不同,可對氣流量和氣流噴出速度進行調節。
密封式噴流冷卻單元JECO 采用了目前德國最新的數模優化設計,實現鋼管智能化冷卻控制。
緩冷段的作用是保證鋼管快速離開噴冷段。該段有1 個單獨的傳動站,由變頻電機驅動,運動特點是快進、快出。
出口真空室的作用是防止外界空氣進入爐內,其室門材質為碳鋼。鋼管快速進入出口真空室后,其前道隔離門關閉;接著后道隔離門處氣幕打開,后道隔離門打開,鋼管快速駛出出口真空室;后道隔離門關閉,后道隔離門處氣幕關閉。根據室內的氧含量分析結果來控制啟動隔離室內N2置換。隔離門通過齒輪電機實現打開、關閉。
2.3 工藝流程
連續運行模式主要適用于Φ250 mm×30 mm 以下壁厚的鋼管熱處理。鋼管經入口輥臺快速進入入口真空室后,入口真空室進行抽真空、充N2;接著鋼管快速進入入口通道,在入口通道內保持一定的距離進入加熱爐;鋼管在加熱爐內以相同的速度前進,完成加熱、均溫、調溫出爐的熱處理過程。熱處理完成后,鋼管進入冷卻段內根據不同冷卻模式,通過數學模型的計算數據控制完成冷卻過程,鋼管離開冷卻段的溫度低于200 ℃,接著進入出口真空室。鋼管在出口真空室過渡之后,出口真空室出口門處的氣幕打開,出口真空室出口門打開,鋼管快速離開出口真空室進入下料出口輥臺;出口真空室出口門關閉,出口真空室出口門處的氣幕停止,出口真空室氮氣置換閥門開啟。根據檢測到出口真空室內的氧含量來調節和控制N2的流量和開閉,出口真空室N2置換完成后,等待下一批鋼管進入。
節拍式運行模式主要針對Φ250 mm×30 mm 以上壁厚的鋼管熱處理。鋼管在上料入口輥臺上快速進入入口真空室。鋼管在入口真空室內進行抽真空、充N2過程,然后快速進入入口通道內。入口通道內的鋼管快速運行至加熱爐內,爐子設計為3個驅動組,鋼管在爐內按節拍時間擺動加熱,擺動加熱距離為1 個爐輥的周長。當鋼管在爐內完成加熱、保溫所要求的節拍時間后,爐內端部閘門打開,鋼管快速進入噴流冷卻段,爐內端部閘門關閉,鋼管在噴冷段內擺動運行。鋼管在噴冷段內根據不同的、可供選擇的冷卻模式,通過數學模型的計算數據控制完成鋼管快速冷卻過程。鋼管出冷卻段的溫度低于200 ℃。鋼管在冷卻段完成一個節拍的冷卻時間之后,出口真空室入口門打開,鋼管快速進入出口真空室。隨后的工藝流程與連續運行模式的相同。
2.4 主要參數
輥底式正火光亮爐的主要參數如下。爐膛高度 520 mm爐膛寬度 2 000 mm爐輥有效寬度 1 750 mm入口輥臺長度 約13 990 mm入口真空室(含真空室門)長度約14 900 mm入口通道長度 約14 520 mm加熱爐外形長度 約45 240 mm速冷段長度 約14 400 mm緩冷段長度 約13 000 mm出口真空室(含出口隔離室門)長度約14 400 mm出口輥臺長度 約13 990 mm
設備總長度 約145 000 mm包括管道的設備寬度 約4 500 mm
設備總高度 約6 000 mm
3 輥底式回火光亮爐設計
3.1 總體結構
回火爐的總體結構與正火爐的相似,由入口輥臺、入口真空室、入口通道、回火爐、緩冷段、出口密封箱、出口輥臺等組成,其布置如圖3 所示。

圖3 回火爐總體結構布置
3.2 工藝流程
鋼管經上料入口輥臺快速進入入口真空室,在入口真空室內進行抽真空、充N2;然后鋼管快速進入入口通道,在入口通道內保持一定的距離連續進入回火爐。鋼管在回火爐內以相同的速度前進,完成加熱、均溫、調溫出爐的熱處理過程。接著在緩冷段內根據不同的可供選擇的冷卻模式完成工藝要求的冷卻過程。冷卻后的鋼管通過出口密封箱快速進入下料出口輥臺。
3.3 主要參數
輥底式回火光亮爐的主要參數如下。
爐膛高度 520 mm
爐膛寬度 1 770 mm
爐輥有效寬度 1 520 mm
入口輥臺長度 約12 130 mm
入口真空室(含真空室門)長度 約14 900 mm
入口通道長度 約14 520 mm
回火爐外形長度 約39 000 mm
緩冷段長度 約51 000 mm
出口密封箱長度 約2 500 mm
出口輥臺長度 約11 510 mm
設備總長度 約145 000 mm
包括管道的設備寬度 約4 000 mm
設備總高度 約4 000 mm
4 生產實踐
10Cr9Mo1VNbN/SA 335 P91 是應用在超臨界、超超臨界電站鍋爐上的關鍵材料,其幾何尺寸及性能要求較高[7-9,13-14]。現以Φ273 mm×28.6 mm規格P91 鋼管為例,以說明該輥底式光亮爐的生產實踐情況。
4.1 熱處理工藝
正火工藝:溫度1 060 ℃,保溫25 min,空冷;回火工藝:溫度760 ℃,保溫90 min,空冷。
4.2 淬火硬度檢驗
對淬火后的P91 鋼管進行四象限硬度試驗分析,每象限內、中、外各測3 點,取平均值,其硬度檢測結果見表1。試驗結果表明:P91 鋼管淬火后的硬度極差最大不超過1 HRC,說明淬火均勻。
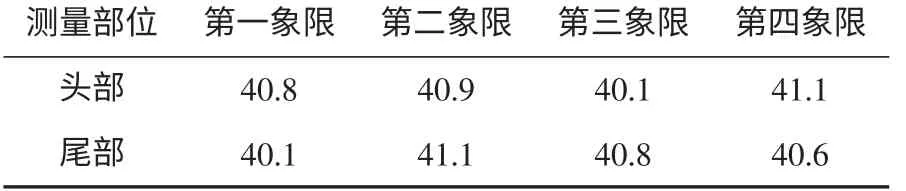
表1 P91 鋼管淬火后的硬度檢測平均值 HRC
4.3 淬火組織分析
P91 鋼管淬火后的金相組織如圖4 所示。從圖4 可以看出:P91 鋼管的淬火組織比較均勻,均為淬火低碳板條馬氏體,晶粒度為7.0~8.5 級。
4.4 回火組織分析
P91 鋼管回火后的金相組織如圖5 所示。鋼管回火后組織均勻,均為回火索氏體,脫碳層 ∧0.1 mm,晶粒度為7.5~8.5 級(標準要求≥4 級,極差≤3 級[13])。
4.5 室溫拉伸試驗
對P91 鋼管進行室溫拉伸試驗,試樣規格為Φ10 mm,標距為50 mm,結果見表2。從表2 可以看出:P91 鋼管經光亮爐處理后的性能比較均勻。
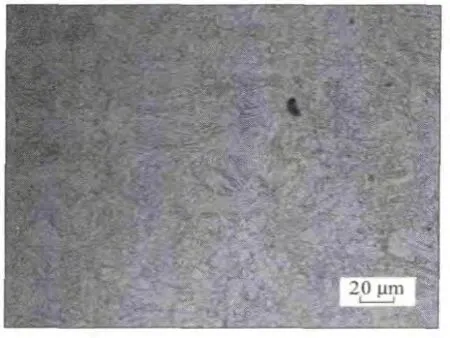
圖4 P91 鋼管淬火后的金相組織

表2 P91 鋼管的室溫拉伸試驗結果
4.6 室溫沖擊試驗
對P91 鋼管進行沖擊試驗,試驗溫度為20 ℃,結果顯示P91 鋼管的橫向沖擊值為189~221 J,遠遠高于GB 5310—2008 標準[13]要求的橫向沖擊功≥27 J,且非常穩定。
4.7 硬度試驗
對完成熱處理后的P91 鋼管進行硬度試驗,結果見表3。從表3 可以看出:熱處理后的P91 鋼管,其布氏、洛氏、維氏3 種硬度值都在合格范圍內,且各象限硬度值都比較均勻。
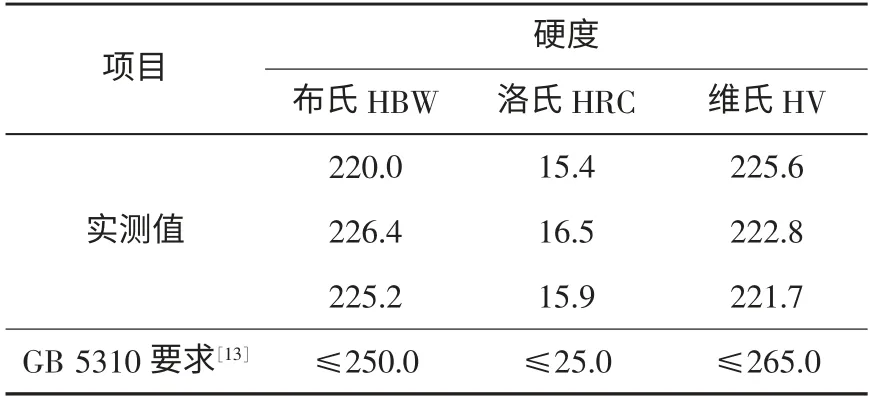
表3 P91 鋼管的硬度試驗結果
4.8 高溫性能
經寶山鋼鐵股份有限公司研究院檢驗P91 鋼管的高溫性能,其瞬時高溫強度及高溫持久蠕變強度均滿足GB 5310—2008 標準[13]要求。
4.9 氧化及彎曲
觀察熱處理后P91 鋼管表面狀態,基本上保持了進爐前的狀態。進爐前,鋼管的內、外壁沒有脫碳現象,如圖6(a)~(b)所示;熱處理后,鋼管的內、外壁同樣沒有脫碳現象,也沒有再生氧化鐵皮生成,如圖6(c)~(d)所示。對鋼管熱處理前后的彎曲度進行了測量,結果顯示彎曲度沒有變化。
但需要特別注意的是:鋼管進爐前的氧化鐵皮必須清理干凈,否則氧化鐵皮脫落后堆積在爐底很難清理。另外,鋼管出爐后由200 ℃冷卻到室溫仍需要較長的時間,在繼續冷卻過程中有時會發生彎曲現象。如果在冷卻臺架上設計幾個旋轉冷卻工位,對消除鋼管出爐后的彎曲現象是非常有利的。
5 結 語
目前,煙臺寶鋼的輥底式光亮爐是國內生產能力較大的輥底式光亮爐之一,其緊緊圍繞著生產大直徑、厚壁、高合金高壓鍋爐管產品,采取了一系列技術進步措施,主要有:①正火爐前后帶有真空室,加熱爐采用輻射管加熱,并增加了保護氣氛,防止了鋼管的氧化;②加熱爐采用鋼管加熱計算數學模型,跟蹤鋼管在加熱爐內運行的所有數據,包括其性能;③采用鋼管冷卻控制計算模型,在線對需要處理的鋼管材料及規格進行離線模擬計算和設計,并與設定的冷卻曲線自動比較,根據偏差數值自動修正和調節噴冷運行參數,確保鋼管的冷卻速度,進而保證鋼管組織的轉變,保證產品的性能;④采用鋼管在爐內連續運行和全長節拍式運行兩種方式處理不同壁厚的鋼管,既滿足了不同規格、材質鋼管的不同工藝冷卻(快冷、緩冷)要求,又實現了節能降耗的目的。
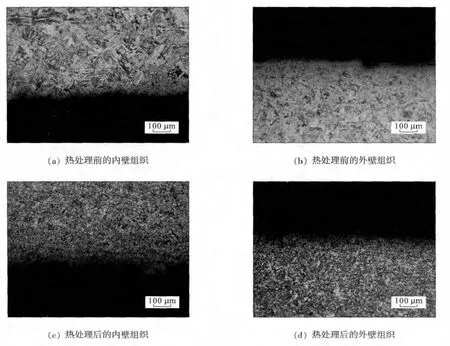
圖6 P91 鋼管熱處理前后組織狀態
生產實踐證明:煙臺寶鋼所生產的高壓鍋爐管組織均勻,性能合格且穩定,幾乎沒有氧化和彎曲現象,說明新建的輥底式光亮爐所采取的技術進步措施是成功有效的,可為同類熱處理機組的建設提供借鑒。
[1] 馬利民,趙淑珍. 引進的連續輥底式光亮熱處理爐簡介[J]. 焊管,1999,22(6):32-35.
[2] 花皚. 輥底式光亮退火爐[J]. 工業加熱,2007,36(4):56.
[3] 王偉勛,林強,葉德良,等. 輥底式光亮退火爐綜合節能改造[J]. 廣東化工,2012,39(1):127.
[4] 潘峰,顏云峰,徐寶順,等. 高壓鍋爐管用T22 鋼的熱處理研究[J]. 鋼管,2010,39(1):60-66.
[5] 畢金華,劉志才. 12Cr1MoV 高壓鍋爐管試制及熱處理工藝試驗[J]. 天津冶金,2013(5):16-18.
[6] 黃軍,武文斐,王寶峰,等. 無縫鋼管淬火感應加熱過程的數值模擬[J]. 鋼管,2010,39(5):66-69.
[7] 郭元蓉,吳紅. P91 無縫鋼管國產化研究進展[J]. 鋼管,2008,37(1):22-27.
[8] 蘇俊,張錚,李進. P91 高壓鍋爐管的開發[J]. 鋼管,2008,37(4):33-37.
[9] 郭元蓉,陳雨,詹勇,等. P91 熱軋無縫鋼管中δ 鐵素體的研究[J]. 鋼管,2011,40(5):17-20
[10] 時曉飛,宋延沛,程相振,等. 熱處理工藝對高碳高鉻鋼組織和性能的影響[J].鑄造,2013,62(6):537-540.
[11] 束國剛,薛飛,范長信,等. 國產P91 鋼的熱處理工藝優化研究[J]. 中國電力,2013,36(8):20-23.
[12] 彭潤平,劉玉梅. P91 鋼熱處理工藝的對比試驗淺析[J]. 科技與企業,2013(12):324-325.
[13] 中華人民共和國國家質量監督檢驗檢疫總局,中國國家標準化管理委員會. GB 5310—2008 高壓鍋爐用無縫鋼管[S]. 北京:中國標準出版社,2008.
[14] 王起江,夏克東,楊為國,等. 電站鍋爐用SA-335 P91 無縫鋼管的研制[J]. 寶鋼技術,2013(3):13-17,28.
