KY-310牙輪鉆PLC控制系統(tǒng)的改進
2015-01-20 00:51:32段書發(fā)白學勇李紅剛
現代礦業(yè)
2015年12期
段書發(fā) 白學勇 李紅剛
(河鋼集團礦業(yè)公司司家營北區(qū)分公司)
KY-310牙輪鉆PLC控制系統(tǒng)的改進
段書發(fā) 白學勇 李紅剛
(河鋼集團礦業(yè)公司司家營北區(qū)分公司)
司家營北區(qū)分公司所使用的牙輪鉆由于作業(yè)環(huán)境惡劣,設備通訊故障率高、維修困難,同時通訊線路的老化破損也影響其控制系統(tǒng)的穩(wěn)定運轉,不利于生產的正常進行。通過分析牙輪鉆機各主機構電氣控制原理,對其PLC控制系統(tǒng)硬件和軟件進行部分技術改進。改進方案實踐結果表明,PLC控制系統(tǒng)部分改進可明顯降低設備故障率,減少維修時間,提高設備效率,達到了節(jié)約成本的目的。
牙輪鉆 PLC逆變器
牙輪鉆穿孔是礦山生產流程的第一道工序。司家營北區(qū)分公司采用南昌凱馬公司生產的KY-310型牙輪鉆機,其中5臺牙輪鉆機主機構的逆變器與西門子PLC(S7-300)之間是通過Profibus-DP現場總線控制技術來實現通訊,最終完成PLC對各機構驅動單元的控制。由于礦山環(huán)境惡劣,粉塵大、震動強,設備通訊故障率較高且維修困難。加之現場晝夜溫差較大,濕度變化較快,加快了設備通訊線路老化破損,信號等容易受到干擾,給系統(tǒng)穩(wěn)定運轉帶來很大影響。鑒于現場環(huán)境特點和設備運轉情況,在滿足設備安全生產的基礎上,本著降低故障率、減少備件和維修成本的原則,對其中一臺牙輪鉆機主機構的電氣控制進行部分改進。
1 牙輪鉆機各主機構驅動工作原理
牙輪鉆機各主機構電氣控制原理見圖1。
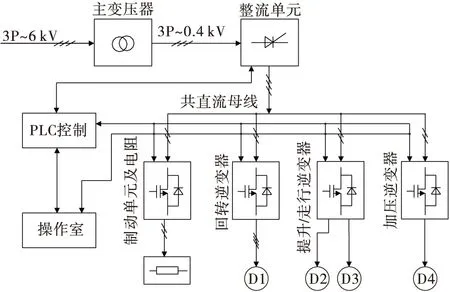
圖1 牙輪鉆機各主機構電氣原理示意
登錄APP查看全文
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年11期)2018-08-04 03:25:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
工業(yè)設計(2016年12期)2016-04-16 02:52:00
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
