多管還原爐爐前行走小車常見故障處理
2015-01-01 02:18:10付紹軍
設備管理與維修 2015年1期
關鍵詞:故障
付紹軍
(金堆城鉬業股份有限公司 西安)
一、設備介紹
多管還原爐是公司2002年從美國Harper公司成套引進的500 t/a鉬粉生產線,用于鉬粉二次還原的主要工藝裝備。設備由爐體、爐管、燃燒系統、加料系統、進料系統、出料系統及翻料系統組成。裝置共有18根爐管,原料二氧化鉬由加料系統裝入料舟,通過進料系統從爐管進料端被推入爐管,在爐管內進行高溫氫氣還原后逐漸被推出到出料端。出料系統在爐管出料端將料舟勾出,通過傳送皮帶送至翻料系統,將還原后的鉬粉從料舟中清出并收集。
進出料系統均布置一套爐前行走小車,兩套小車配置相同,分別用于承載相應執行機構完成進料和出料動作。爐前小車控制架構如圖1所示。
爐前小車電機由步進電機驅動。步進電機通過兩套齒輪副同時驅動編碼器和小車傳動橫梁,傳動橫梁兩側兩個齒輪與固定在軌道下方的齒條嚙合傳動,驅動小車運行。傳動路線簡圖如圖2所示。
二、故障現象及處理
1.小車運行不平穩
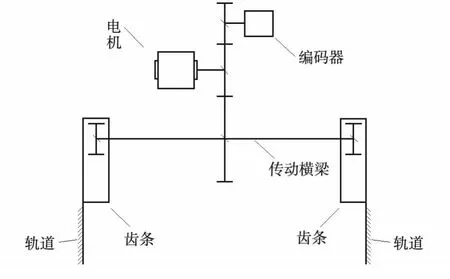
圖2 爐前小車傳動路線簡圖
小車運行不平穩,遲緩、抖動、時走時停,但最終能運行到指定位移。因為小車最終可以到達指定位移,可以判斷檢測回路沒有問題。首先應在小車運行時檢查步進電機驅動器中STEP燈閃爍頻率是否恒定。若STEP燈閃爍頻率恒定,則應檢查驅動器至電機的接線,判斷是否存在傳輸過程中丟脈沖的情況,對線纜在搖動狀態下進行連通性測試和絕緣測試。若以上檢查均無問題,則考慮機械上運行阻力不均勻,在電機掉電狀態盤動小車,調整兩個軌道下方壓緊螺栓預緊力,清理軌道上方拋灑鉬粉。若步進電機驅動器輸出異常,則應檢查運動控制器工作狀態,故障是否在進出料端同時存在。若僅一側出現故障,則基本可排除運動控制器故障,重點檢查運動控制器與步進電機驅動器之間接線以及步進電機驅動器自身是否存在故障,必要時使用替換法進行排除。
2.小車只很短位移即保護掉電
小車不能上電運行,強行上電復位后僅走很短位移即保護掉電。以上故障的發生有兩種可能,一是小車過載,二是電機與小車之間接線,或電機端子接線處有短路或端子接錯。針對過載同樣可通過電機掉電手動盤動小車判斷,一般是由于小車軌道下方壓緊螺栓是否擰太緊導致齒輪嚙合太緊導致傳動阻力變大。針對接線或線路問題,可對線路進行測試,同時對照圖紙對電機接線端子進行復核,由于端子間距較小,重點檢查端子之間線路是否有粘連。
3.小車實際運行位移與指定位移偏差較大
小車每次實際運行位移與指定位移偏差較大,但解碼器顯示值與設定值吻合。首先判斷是機械故障還是電氣故障。簡單的判斷方法是將電機齒輪與編碼器齒輪脫開,將編碼器摘出,尋找一參照點正轉指定圈數,然后反轉指定圈數。若反轉指定圈數后解碼器顯示值與起初顯示值一致,則為機械故障。此時應重點檢查電機齒輪與編碼器是否嚙合充分,編碼器齒輪與軸的連接是否松動,鍵連接是否牢固,電機齒輪與小車從動輪嚙合是否充分,小車從動輪與小車橫軸連接是否松動,小車主動輪與軌道齒條嚙合是否充分,壓緊螺栓是否太松,是否有滾齒現象發生,以上齒輪是否完整,是否有打齒現象發生。
若按照上述方法盤動編碼器齒輪后解碼器顯示值不能復位,則為電氣故障,電氣單元存在丟脈沖的情況。根據以往經驗,復測解碼器交流供電電壓是否110 V,直流供電電壓是否為24 V,特別注意不能將-24 V與地直接連通。采用替換法,根據替換的難易程度及出現問題的概率大小,首先用備件更換編碼器,若故障依舊,則更換解碼器,若故障仍依舊,則直接利用備用線纜進行試驗。根據以往經驗,由于電磁干擾的存在,即便連通性測試和絕緣測試均合格的線纜,也會出現丟脈沖的情況,分析認為主要原因是屏蔽電纜內三組雙絞線中,有一組或者以上的屏蔽層發生了破損或斷裂,使得脈沖傳輸過程中丟失。由于采用的是增量式編碼器,如果脈沖丟失,直接導致解碼器顯示值與真實值不匹配。
4.小車發生跑車現象
小車在進舟或出舟動作未結束時,異常運行,發生跑車現象。多數情況下,該癥狀起初出現在個別管,隨后出現故障的管數逐步增多。出現此種情況,主要是由于小車上的執行機構(如進料小車上的爐門氣缸、推舟氣缸,出料小車上的爐門氣缸、出舟機械手)動作時,小車在反作用力的作用下發生晃動。正常情況下,小車在此過程中由步進電機的保持轉矩(上電不運行狀態下的自鎖力)鎖死。但由于長期運行磨損,小車與軌道之間齒輪副的齒側間隙變大,或者壓緊螺栓松動,導致齒輪嚙合松動錯齒,小車車架與軌道不垂直成微小角度,根據力的分解原理,此時執行機構動作時有沿著軌道的分力出現,克服電機保持轉矩帶動電機轉動,電機傳到給編碼器及解碼器,最終傳遞給PLC。PLC根據位移變化誤認為進料或出料過程已經結束,進而發出指令傳遞到小車出現誤動作。這是由機械故障引起的電氣系統誤動作。解決方法不能簡單將小車目標位移范圍放大,因為這樣會直接引起氣缸撞爐管等事故發生,而應從源頭出發,對磨損嚴重齒側間隙大的齒輪副進行成套更換,對小車與軌道嚙合的齒輪副利用壓緊螺栓進行調整,經常利用經緯儀對軌道與爐管、小車與軌道垂直度進行測量,杜絕進料與出料機構動作過程中反作用力沿小車軌道分力的出現。
5.小車行走運行動作紊亂
兩臺爐前行走小車運行均出現故障,不動作或動作紊亂、故障隨機出現。此故障一般伴隨著出料端勾舟機械手驅動同時發生故障。根據歷史經驗最大可能為運動控制器的輸入輸出模塊EVM32發生故障,內部接口卡發生損壞,可逐個對兩個數字量接口卡、一個模擬量接口卡進行更換排查。在此情況下PLC與運動控制器的通訊出現故障,故障變得隨機而不穩定。
若以上排查仍不能解決問題,則有可能為PLC的總線通信出現故障,此時一般從PLC運行狀態指示燈上可以很容易發現紅色報警信息。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
