某產(chǎn)品零件成品熱處理表面質(zhì)量研究與應(yīng)用
2014-12-31 11:49:30錢曉亮王連義朱序趙國偉朱曉英于正偉于春龍徐宇航
精密成形工程 2014年2期
錢曉亮,王連義,朱序,趙國偉,朱曉英,于正偉,于春龍,徐宇航
(北方華安工業(yè)集團有限公司,齊齊哈爾 161046)
某產(chǎn)品零件因其型面復雜、溝槽多,力學性能要求高,所以采用可控氣氛工藝方式進行成品熱處理[1—3]。原熱處理工藝流程為:淬火加熱→油淬→堿水洗(三堿溶液)→熱水洗→抽檢硬度→回火加熱→檢硬度,但在連續(xù)幾年生產(chǎn)過程中,成品熱處理后零件表面存在殘留物,造成下道磷化處理工序表面質(zhì)量不合格,零件80%需要進行反復表面退漆、打磨處理,既增加了生產(chǎn)成本又拖延了生產(chǎn)進度,成為制約產(chǎn)品加工進度的瓶頸,因此,提高該零件成品熱處理后表面質(zhì)量,是公司迫切需要解決關(guān)鍵問題之一。為解決這一問題,查找影響熱處理后表面質(zhì)量的關(guān)鍵要因,經(jīng)過多次摸索試驗、小批量生產(chǎn)試驗,最終確定熱處理工藝流程為:淬火加熱→油淬→堿水洗(MT-29清洗劑)→一次熱水洗→二次熱水洗→檢硬度→回火加熱→檢硬度,該零件經(jīng)熱處理后,進行磷化、電泳涂漆處理,其表面質(zhì)量全部滿產(chǎn)品要求。
1 試驗
1.1 銑油與冷卻液
某產(chǎn)品零件熱處理之前的工序為銑槽,銑槽采用銑油和冷卻液。人為對熱處理前零件浸入銑油和冷卻液中,試驗料各4件,驗證銑油和冷卻液對零件熱處理后表面質(zhì)量的影響情況。
為進一步驗證,試驗1爐(66件),在熱處理前增加一道堿水洗,堿水洗過程見后述。
1.2 清洗劑
1.2.1 自配三堿清洗劑
堿液質(zhì)量濃度要求[4—6]:NaOH 為40 ~50 g/L;Na2CO3為20~30 g/L;Na3PO4為50~70 g/L。
對生產(chǎn)用三堿清洗劑溶液進行分析,NaOH,Na2CO3,Na3PO4質(zhì)量濃度分別為 44,24,55 g/L,質(zhì)量濃度滿足工藝規(guī)定的要求。
清洗機五段工藝計時器分別定時為:浸泡5 min,擺動 5 min,撇油 5 min,噴淋 5 min,烘干 5 min。
1.2.2 MT-29專用清洗劑
MT-29為工業(yè)清洗劑高壓噴射清洗金屬零部件表面油污而特制專用清洗劑[7—8]。數(shù)量:15桶,20 kg/桶,采用普通自來水稀釋,稀釋比例為1∶(10~15),堿度采用pH試紙測定,要求pH值≥13。
清洗機五段工藝計時器分別定時為:浸泡5 min,擺動 5 min,撇油 5 min,噴淋 5 min,烘干5 min。
1.3 熱水洗
1.3.1 一次熱水洗
熱水槽自制,溫度要求:70~90℃,清洗時間要求:≥5 min。
規(guī)范要求:將料筐用吊車吊至水槽中,料筐要在水槽中上下移動,移動次數(shù)不少于10,確保零件表面無殘留堿液后吊出,然后用風槍將零件表面吹干。每次清洗后,人工將水槽中水面上浮油清理干凈,確保在下次清洗過程中,水保持清澈。
1.3.2 二次熱水洗
采用2個熱水槽,連續(xù)清洗,清洗溫度、時間及工藝規(guī)范與一次清洗相同。
2 試驗結(jié)果及分析[9—12]
2.1 銑油與冷卻液對零件熱處理后表面質(zhì)量的影響
將8件試驗料與正常料一同進行熱處理試驗。試驗結(jié)果與正常零件(未涂抹銑油和冷卻劑)相比,表面質(zhì)量基本一致。
為了驗證因上道工序使用銑油和冷卻劑對零件熱處理后表面質(zhì)量帶來的影響,在熱處理前增加一道清洗工序。清洗后檢查外觀,零件表面干凈,試驗1爐共66件,清洗后再裝入淬火爐加熱。熱處理后觀察其表面質(zhì)量,仍存在殘留物。說明銑油和冷卻液對零件成品熱處理后的表面質(zhì)量影響很小。
2.2 清洗劑對零件熱處理后表面質(zhì)量的影響
2.2.1 三堿清洗劑
采用三堿清洗劑清洗零件,回火后表面質(zhì)量不佳,其表面存在白色異物和油污,見圖1,經(jīng)分析為堿性物質(zhì)。這是由于在清洗過程中,三堿液附著在零件表面,水洗時未洗掉三堿液,回火加熱后固化在零件表面所致。
2.2.2 MT-29專用清洗劑
采用MT-29清洗劑清洗零件,回火后表面光亮發(fā)藍,干凈無異物油污(見圖2)。MT-29清洗劑的清洗效果明顯優(yōu)于三堿清洗劑,去油污能力強。

圖1 三堿清洗劑清洗后的表面質(zhì)量Fig.1 Surface quality after cleaning with the three alkali cleaning agent

圖2 MT-29清洗劑清洗后的表面質(zhì)量Fig.2 Surface quality after cleaning with the MT-29 agent
2.3 熱水洗對零件熱處理后表面質(zhì)量的影響
2.3.1 一次熱水洗
零件采用一次熱水洗效果不佳,表面仍有異物。清洗幾次后,熱水槽中堿液濃度逐漸增大,清洗效果不好。經(jīng)風槍吹干后,裝入回火爐進行回火加熱,致使部分零件表面存在白色堿性殘留物,影響下道磷化處理后的表面質(zhì)量。所以在生產(chǎn)過程中,應(yīng)及時清理或定期更換熱水,確保熱水清澈[13—15]。
2.3.2 二次熱水洗
在后續(xù)小批量試驗中,將零件熱水洗工序由一次熱水洗更改為連續(xù)兩次熱水洗,再用風槍吹干裝入回火爐加熱。經(jīng)回火后,對整框零件進行表面檢查,表面質(zhì)量較好。
2.4 零件磷化、電泳涂漆質(zhì)量
圖3a、圖4a為工藝更改前零件磷化和電泳涂漆質(zhì)量,原工藝流程為:淬火加熱→油淬→堿水洗(三堿溶液)→熱水洗→抽檢硬度→回火加熱→檢硬度。圖3b、圖4b為工藝更改后零件磷化和電泳涂漆質(zhì)量,工藝流程為:淬火加熱→油淬→堿水洗(MT-29清洗劑)→一次熱水洗→二次熱水洗→檢硬度→回火加熱→檢硬度。
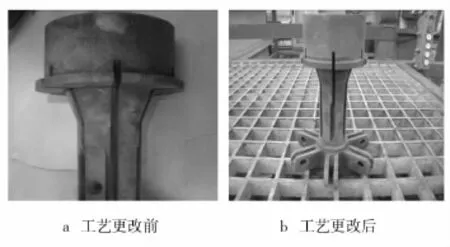
圖3 工藝更改前后的磷化質(zhì)量Fig.3 Phosphating quality before and after process optimization
3 結(jié)論
1)熱處理前,零件加工用的洗油和冷卻液對零件成品熱處理后表面質(zhì)量基本沒有影響。
2)利用三堿配置的清洗劑,不適用于零件成品熱處理后表面的清洗,易結(jié)晶,對自動化清洗設(shè)備管路腐蝕嚴重。
3)堿水洗后采用熱水洗,能有效提高零件成品熱處理后的表面質(zhì)量,但熱水槽中的熱水必須做好定期清理。
4)零件熱處理工藝流程固化為:淬火加熱→油淬→堿水洗(MT-29清洗劑)→一次熱水洗→二次熱水洗→檢硬度→回火加熱→檢硬度。
5)更改工藝后,成品熱處理生產(chǎn)線上零件表面質(zhì)量一次通過率為100%,無需打磨、返修處理。
[1]朱曉英,莊明輝,王連義,等.30CrMnSiA尾桿可控氣氛熱處理工藝研究與應(yīng)用[J].新技術(shù)新工藝,2010(11):90—91.
ZHU Xiao-ying,ZHUANG Ming-hui,WANG Lianyi,et al.Research and Application of 30CrMnSiA Controlled Furnace inside Atmosphere HeatTreatment Process[J].New Technology & New Process,2010(11):90—91.
[2]BUROKAS V,MARTUSIENE A,BIKULCIUS G.The Influence of Hexametaphosphate on Formation of Zinc Phosphate Coatings for Deep Drawing of Steel Tubes[J].Surface and Coatings Technology,1998,102(3):233—236.
[3]SHOEIB M.Influence of Ethoxylate Surface on Zinc Phosphate Coating[J].Metal Finishing,1997,95(9):62,65—68.
[4]GORECKI G.Improved Iron Phosphate Corrosion Resistance by Modification with Metal Ions[J].Metal Finishing,1995,93(3):36—39.
[5]BETHENCOURT M,BOTANA F J,MARCOS M,et al.Inhibitor Properties of"Green"Pigments for Paints[J].Prog Org Coat,2003,46(4):280—287.
[6]譚旭翔,王鳳平.表面調(diào)整劑在常溫磷化中的作用[J].應(yīng)用化工,2006,35(9):700—705.
TAN Xu-xiang,WANG Feng-ping.Pre-dip in the Normal Temperature Phosphorization[J].Applied Chemical Industry,2006,35(9):700—705.
[7]余取民,李榮喜,盧紅梅.鋼鐵表面免水洗鋅系磷化膜的常溫制備與性能表征[J].中南大學學報,2008,39(5):940—945.
YU Qu-min,LI Rong-xi,LU Hong-mei.Preparation and Characterization of Zinc Phosphating Film on Surface of Steel without Washing at Room Temperature[J].J Cent South Univ(Science and Technology),2008,39(5):940—945.
[8]曹陽.液體表面調(diào)整劑的研究[D].武漢:武漢材料保護研究所,2004.
CAO Yang.Liquid Surface Conditioner for Phosphating[D].Wuhan:Wuhan Research Institute of Materials Protection,2004.
[9]李紅玲,張圣麟,楊玉萍.環(huán)保型磷化促進劑的研究進展[J].表面技術(shù),2010,39(2):87—89.
LI Hong-ling,ZHANG Sheng-lin,YANG Yu-ping.Research and Development of Environmentally-friendly Phosphating Accelerator[J].Surface Technology,2010,39(2):87—89.
[10]趙丹.表面調(diào)整劑對磷化成膜影響的研究[J].干燥技術(shù)與設(shè)備,2010,8(5):229—234.
ZHAO Dan.The Study of Pre-dip Influence on the Quality of Phosphating Film[J].Drying Technology& Equipment,2010,8(5):229—234.
[11]KRAMER L S.Process and Composition for Zinc Phosphate Coating:EP,0315059[P].1991.
[12]歐陽君君,周莉.免水洗常溫熱鍍鋅表面磷化技術(shù)研究[J].表面技術(shù),2012,41(3):89—91.
OUYANG Jun-jun,ZHOU Li.Stuy on Hot Galvanized Surface Phosphating Technology[J].Surface Technology,2012,41(3):89—91.
[13]GORECKI G.Improved Iron Phosphate Corrosion Resistance by Modification with Metal Ions[J].Metal Finishing,1995(3):36—39.
[14]薛杰,李淑貞,王云飛,等.水洗工藝對磷化質(zhì)量的影響[J].上海涂料,2012,52(2):17—18.
XUE Jie,LI Shu-zhen,WANG Yun-fei,et al.The Influence of Washing Technology on the Phosphating Quality[J].Shanghai Coatings,2012,52(2):17—18.
[15]ZUBERLEWICZ M,GNOT W.Mechanisms of Non-toxic Anti-corrosive Pigments in Organic Waterborne Coatings[J].Prog Org Coat,2004(4):358—371.
