淺談高速鐵路鋼軌焊縫探傷標準化作業
2014-12-26 02:07:22馬占生彭明嘉
科技視界 2014年4期
馬占生 彭明嘉
(湖南高速鐵路職業技術學院,湖南 衡陽421001)
0 前言
中國已步入高鐵時代,高鐵中的鋼軌焊縫主要有接觸焊、鋁熱焊縫兩種。鋼軌焊縫處容易產生疲勞裂紋、夾雜、氣孔、光斑、灰斑、未焊合等缺陷,這些缺陷大大降低了焊縫的強度和韌性,極易造成斷軌。可見在高速鐵路焊縫探傷中踐行標準的作業方法,確保傷損不漏檢顯得尤為重要。
1 探傷人員標準化
焊縫探傷人員應具備鐵道部門無損檢測人員技術資格鑒定考核委員會頒發的Ⅱ級以上級別的技術資格證書,經專門的焊縫探傷技術培訓,合格后方可上崗。單機作業時,組成不少于7名人員作業組;雙機作業時,組成不少于9名作業人員作業組,組內持機操作、記錄、除銹打磨、防護人員相互協調相互配合。
2 探傷設備標準化
數字式通用探傷儀符合JB/T10061-1999標準,直(斜)探頭符合JB/T10062-1999標準,配備CSK-1A(IIW)標準試塊、CS-1-5靈敏度試塊、GHT-1、GHT-5對比試塊。還應配備耦合劑、除銹劑、除銹扁鏟、除銹刷、防護眼鏡、探傷專用錘、扳手、鋼尺、棉絲、小鏡等。
3 作業流程標準化
1)探傷準備(設備檢查、靈敏度檢驗、探頭測試)
2)場準備(除銹、打磨、涂油)
3)探傷(雙探頭掃查、單探頭掃查)
4)判定結果
4 探測方法標準化
第一步:雙探頭(串列式)掃查軌腰
焊縫兩側每側掃查兩次,共計四次。設備連接調試完畢后(探頭選擇2.5P12*12K0.8),將掃查架放在軌面上,標尺零刻度對準焊筋邊緣處,通過轉動掃查架旋鈕使探頭分開或合攏運動來探測軌腰投影區內的缺陷。然后將標尺零刻度從焊筋邊緣向內移動15mm,通過轉動掃查架旋鈕使探頭分開或合攏運動來探測軌腰投影區內的缺陷。將掃查架移動到焊縫另一側,重復以上步驟,正常情況下顯示屏上只有始波,如遇傷波報警時,掃查架探頭紅色標線對應的刻度即為傷損的深度,此法可有效發現垂直軌面的傷損(裂紋或未焊合)、軌底橫向裂紋和軌頭下顎圓弧處的傷損。
第二步:雙探頭(K型)掃查軌頭
掃查次數的確定:60Kg/m軌軌頭寬度T為73mm,若探頭聲束寬度d為10mm,探頭折射角β為45°,則掃查次數X≥1.15=1.15x73xsin45°/10=5.9,掃查次數取整數6次。入射點位置確定:YAn=(n-0.5)Ttanβ/X;YBn=[1-(n-0.5)1/X]Ttanβ,YA1=6mm,YA2=18mm,YA3=30mm,YA4=42mm,YA5=54mm,YA6=66mm,YB1=67mm,YB2=55mm,YB3=43mm,YB4=31mm,YB5=19mm,YB6=7mm
儀器(探頭選用2.5P8*12K1雙探頭)連接調試完畢后,在軌頭兩側進行相錯式K型掃查。A探頭置于YA6處,B探頭置于YB6處,兩探頭以同速做想錯運動(一個向前一個向后),焊縫無傷損,顯示屏上只有始波,若遇傷波報警時,A探頭距焊縫的距離,即為傷損在水平面上與軌頭A探頭一側的距離,此法可有效監測出軌頭內與軌面垂直的傷損,如下圖1所示。
第三步:雙探頭(K型)掃查軌底
儀器(探頭選用2.5P8*12K1雙探頭)連接調試完畢后,在軌底兩側進行相錯式K型掃查。掃查方式與K型掃查軌頭相同,只不過掃查次數和入射點位置要重新計算,此處不再贅述。
第四步:單探頭掃查軌頭
選用2.5P13*13K2.5的斜探頭,在軌頂面采用縱向移動和偏角縱向移動兩種方式掃查。
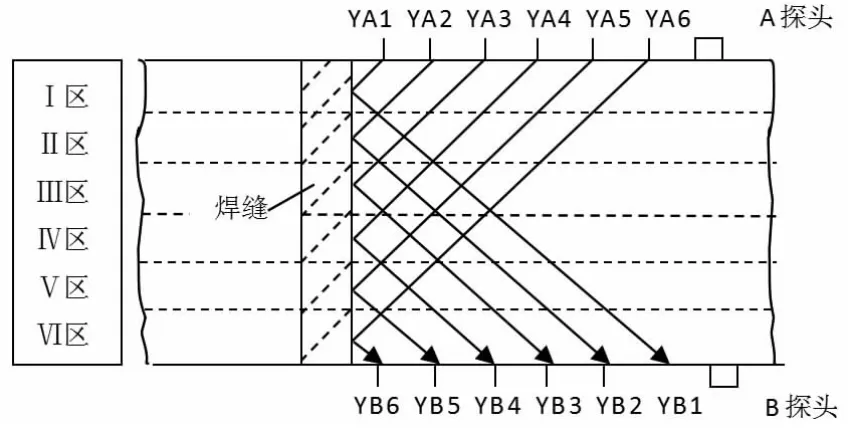
圖1 雙探頭(K型)掃查軌頭
縱向移動掃查(一次波掃查):以60Kg/m為例,探頭縱向中心距邊分為16mm,26mm,36mm,46mm,56mm處,縱向移動探頭,移動區域為距焊縫中心0-150mm。
偏角縱向移動掃查(二次波掃查):將探頭放在軌面中心線上,以15°偏角縱向移動探頭,一定區域為距焊縫中心約100-250mm,掃查次數為焊縫內外兩次共計四次。
第五步:單探頭掃查軌腰
選用2.5P13*13K1的斜探頭,在軌頂面中心采用偏角為0°縱向移動掃查,探頭移動區域為距焊縫中心200mm范圍,可檢測軌腰投影范圍內的體積型缺陷和軌底“月牙傷”。
第六步:單探頭掃查軌底角
將軌底角劃分6個探測區,使用2.5P8*12K2.5探頭,分別按不同的偏角和位置進行縱向移動探頭掃查,利用二次波探測焊縫上半部分,利用一、三次波探測焊縫下半部分。探頭入射點距軌底角邊分別是10mm、20mm、40mm,在 10mm處向外偏 10°掃查1區;向外偏0°掃查2區;在20mm處向外偏0°掃查3區;在40mm處向外偏15°掃查4區;向外偏8°掃查5區;向外偏0°掃查6區;
掃查方式見圖2掃查軌底角示意圖
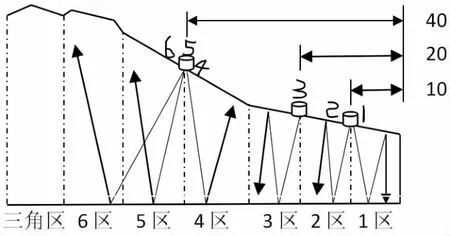
圖2 掃查軌底角示意圖
第七步:0°探頭掃查焊縫
選擇2.5P20的直探頭,對焊縫全寬進行掃查,縱向掃查范圍向焊縫兩側各延伸30mm,橫向掃查范圍以滿足軌頭寬度,能有效檢測出水平狀缺陷。
5 結語
高速鐵路線路基本上都是無縫線路,焊縫位置容易產生缺陷,是鐵路軌道的薄弱環節,且每100m一個接觸焊,每500m一個現場焊,焊縫數量多。本文簡要介紹了焊縫的標準作業方法,對現場作業具有一定的指導意義。
[1]鐵路職工崗位培訓教材編審委員會.鋼軌探傷工[M].北京:中國鐵道出版社,2011:165-185.
[2]中華人民共和國鐵道部.工務作業第21部分:鋼軌焊縫超聲波作業[Z].北京:2007-10-01.
猜你喜歡
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
學生天地(2020年17期)2020-08-25 09:28:54
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
故事大王(2016年7期)2016-09-22 17:30:08
設備管理與維修(2015年12期)2015-04-09 06:57:24
