土耳其熱卷箱裝配工藝
2014-12-26 02:07:06張昊華
科技視界 2014年4期
江 華 張昊華
(常州寶菱重工機械有限公司,江蘇 常州 213000)
土耳其熱卷箱為多輥系設備,其結構復雜、要求精度高,而且熱卷箱裝配在我廠尚屬首例,國內也僅僅是第二臺,可供借鑒經驗過少,見圖1,熱卷箱由升降輥、彎曲輥(包含上彎曲輥和下彎曲輥)、成形輥、№.1托輥、推棍、№.2、№.3托輥、穩定器、開卷臂、保溫蓋、側導裝置以及夾送輥組成。下面將其裝配過程及測量調整方法簡單介紹如下。
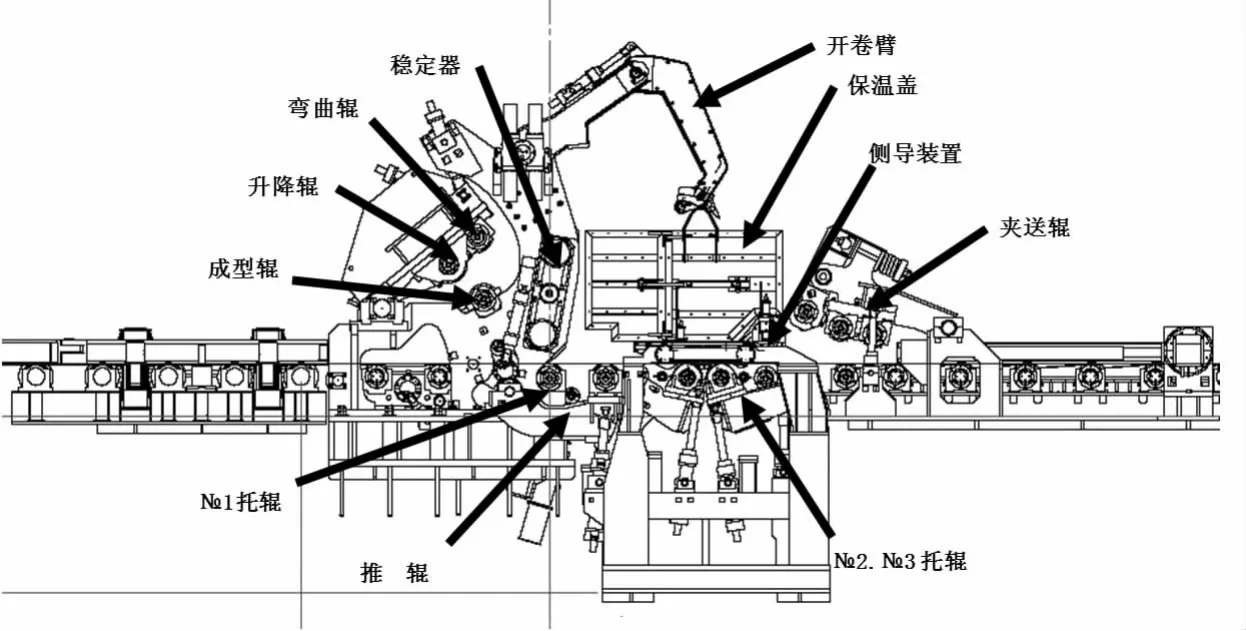
圖1 熱卷箱結構
1 熱卷箱本體裝配
(1)根據圖紙要求擺放熱卷箱底座,并且按照要求所規定點找正水平度≤0.10mm/m。
(2)分別在底座上工作側機架和驅動側機架,保證中心尺寸3380mm,內側橫梁面相距3260mm(橫梁長32600-0.15),安裝時工作側支架應向外側錯離一個螺絲孔的位置,以便于以后升降輥框架的裝配。裝配各橫梁和基準框架并調整至尺寸精度,其各結合面間隙≤0.10mm。
(3)分別組裝成型輥組件、成型輥框架裝置和下彎曲輥組件,安裝所需墊塊等,分別安裝在本體機架上至各項精度要求。組裝升降輥組件和升降輥框架裝置,并安裝在本體機架至各項精度要求。組裝上彎曲輥組件和上彎曲輥框架裝置,在本體上安裝耳軸,將上彎曲輥框架裝置裝在本體機架上調整至各項精度要求。
(4)組裝穩定器,調整至最大開口2265mm,最小開口655mm。
(5)按裝配圖安裝升降輥、彎曲輥、成形輥、穩定器裝置噴淋管。組裝鎖定裝置及其它零件至技術要求,接通液壓管道。安裝各組裝置的限位開關支架。
(6)按動作圖要求分別對升降輥、彎曲輥、成形輥裝置進行調試動作,對穩定器裝置進行行程調試。
2 №.1、№.2.、№.3托輥總稱裝配
由于機架本體和№.1托輥分開裝配,需要制作工裝支架代替№.1托輥支點。
(1)根據№.2、№.3托輥底座地面尺寸和圖紙要求擺放墊塊和可調墊鐵,高度≥260mm,并找正調整水平度使之達到標準。擺放№2.№3托輥底座以熱卷箱本體底座安裝底座安裝基準及中心線為基準,找正兩底座安裝基準面及對稱中心線,其地面與熱卷箱本體底座表面高度差為2090mm。
(2)組裝№.2托輥組件,調整兩輥平行度≤0.20mm/m,水平度≤0.10mm/m,并裝入托輥底座,裝配油缸等零件。組裝№.1、№.3托輥組件,并裝入托輥底座,調整3組輥子相互平行度≤0.20mm/m,水平度0.10mm/m。
(3)按圖紙要求安裝№.1、№.2.、№.3托輥噴淋管。
(4)組裝側導裝置組件,并裝入托輥底座,調整其最大開口尺寸至2200mm,最小開口尺寸至750mm。安裝側導側導保溫蓋裝置組件,并安裝在側導裝置上,按圖組裝鎖緊裝置及其他零件至技術要求,接通液壓管道。安裝各裝置限位開關支架。按動作圖要求分別對№.1、№.2.、№.3托輥組件和側導裝置組件進行動作調試,調試完畢后按圖要求焊接各斜鐵及擋塊。
3 開卷臂、保溫蓋裝置裝配
(1)組裝開卷臂裝置,開卷臂刀片裝置,并將兩部分組裝。把開卷臂裝置裝在本體機架上,按要求分別保證尺寸1534±1和810.5±1,并裝配兩支液壓馬達及其他零件調整其至技術要求。安裝開卷臂裝置接近開關支架,按動作圖要求調整上下開卷臂動作角度。
(2)組裝驅動側保溫蓋、入口保溫蓋、底部保溫蓋,并分別裝配到本體機架上。
4 夾送輥裝配
(1)根據№.3托輥位置調整夾送輥下框架,并按圖紙要求擺放等高墊、斜楔及可調墊鐵,找正水平度達到標準。組裝下夾送輥并安裝到下框架上,調整其水平度≤0.10mm/m。
(2)由于裝配現場無夾送輥上框架支點,因此將上框架與夾送輥分體裝配。組裝止動輥、兩個上夾送輥,并安裝到上框架上,調整兩輥平行度≤0.20mm/m,水平度≤0.10mm/m,裝配油缸等零件。
(3)按裝配圖安裝夾送輥裝置噴淋管。組裝鎖定裝置及其它零件至技術要求,接通液壓管道。安裝各組裝置的限位開關支架。
5 調試與測量
(1)由于熱卷箱裝配分兩體裝配,原規定測量13根輥子在安裝和動作后的位置高度、水平度、平行度不能實現,需要分兩部分測量調整。見圖2。
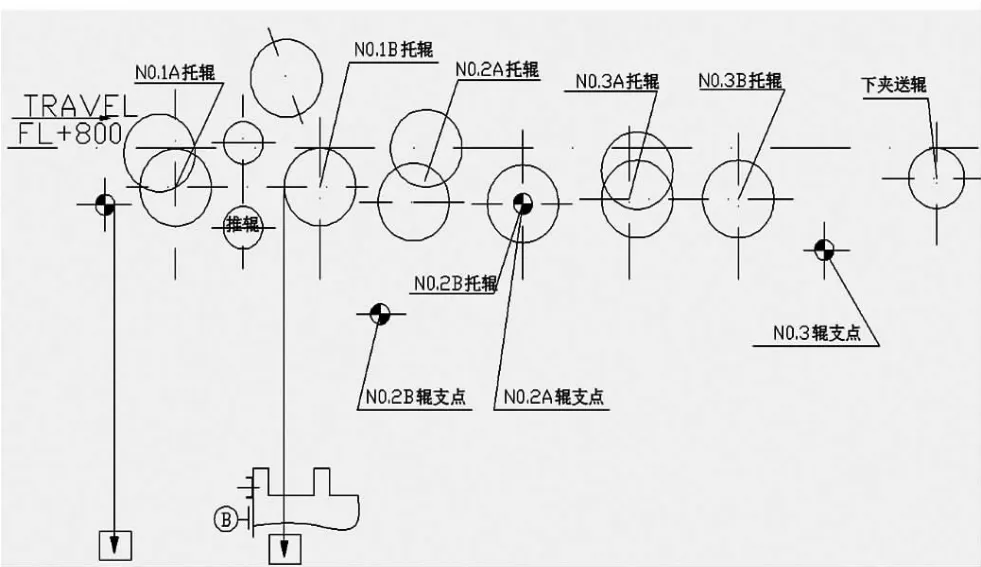
圖2 No.1、No.2、No.3托輥與夾送輥位置示意圖
圖中使用心軸代替№.1托輥支點,原成形輥與№.1A托輥之間的數據只能通過心軸過渡測量。
(2)分別測量下彎曲輥和下夾送輥中心與迴轉平面的垂直度a·b/L≤0.05mm/m,并調至要求。
(3)分別按檢查規定項目測量穩定器裝置和側導裝置的莊配距離的組合尺寸。
(4)測量 13 根棍子起動力矩,應≤3Kgf·m。
(5)按測量要求檢查所有油缸(22只)空載時全行程和工作行程。
6 結論
由于裝配前圖紙消化仔細,各項工作準備充分,預先提出可能發生的問題,并找到了切實可行的解決方案。裝配過程中嚴格按照技術要求施工,整個熱卷箱裝配任務僅用了2個月就全部完成,比預計工期提前15天左右,檢驗各項數值均控制在公差以內,得到了日本專家的高度贊揚。
