宏程序?qū)崿F(xiàn)的數(shù)控車多件加工
2014-12-25 08:30:06劉海嬰
機(jī)械工程師 2014年11期
劉海嬰
(江蘇省靖江中等專業(yè)學(xué)校,江蘇靖江214500)
0 引言
宏程序是利用變量編寫的程序,其中變量一般使用局部變量或公共變量。筆者之前所寫的《宏程序?qū)崿F(xiàn)的數(shù)控車多件加工》[1],就是利用公共變量編寫的宏程序,在本文中,仍然以擋圈零件為例,利用系統(tǒng)變量,重新編寫宏程序?qū)崿F(xiàn)一次裝夾加工多個(gè)零件。
1 問題的提出
如圖1擋圈零件,采用外圓直徑φ38 mm、內(nèi)孔直徑φ28 mm的管料毛坯。加工次序?yàn)椋河叶塑囃鈭A-外倒角-端面-內(nèi)倒角-內(nèi)孔-切斷,掉頭左端車端面-倒角。右端加工時(shí)采用的刀具為:外圓車刀、內(nèi)孔鏜刀、切斷刀。其中外圓車刀和內(nèi)孔鏜刀刀尖圓弧半徑R=0.4 mm,切斷刀刀寬3 mm。加工中,管料一次裝夾后加工多件,如果采用公共變量編程,雖然程序比較簡潔,一次裝夾加工件數(shù)調(diào)整也很方便,但是如果加入系統(tǒng)變量,程序會(huì)更加簡潔明了。
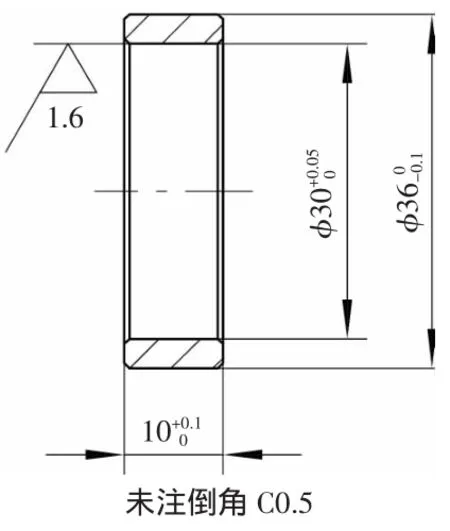
圖1 擋圈零件
2 程序的編制(以GSK980TDb系統(tǒng)為例)
1)思路:刀具補(bǔ)償系統(tǒng)變量是系統(tǒng)寄存刀具位置的變量,一般程序執(zhí)行中該變量不發(fā)生變化,因而刀具運(yùn)行軌跡相對于工件不發(fā)生變化。擋圈零件要能多件加工,必須每把刀在加工完畢1個(gè)零件后Z向刀具補(bǔ)償系統(tǒng)變量變化一定的數(shù)值,從而刀具運(yùn)行軌跡能沿Z向移動(dòng)一定距離進(jìn)行加工。
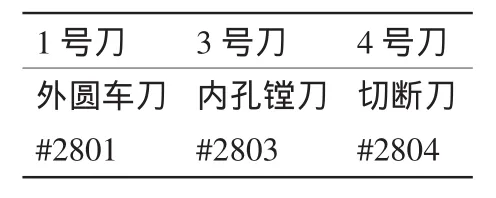
表1 刀具對應(yīng)的系統(tǒng)變量
2)刀具及對應(yīng)的系統(tǒng)變量(表1)。
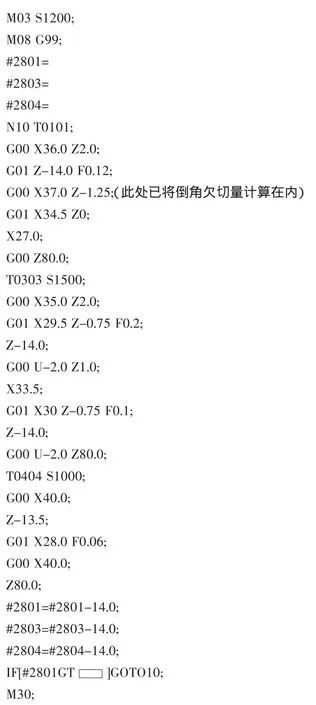
3)程序:
O0001;
3 說明
系統(tǒng)變量#2801、#2803、#2804的具體值必須在3把刀對刀結(jié)束后將對刀界面中對應(yīng)數(shù)值填入。如圖2,假如1號(hào)刀對刀結(jié)束后顯示Z向刀具補(bǔ)償系統(tǒng)變量值為-395.833,則在程序中#2801賦值為#2801=-395.833,其余#2803、#2804同樣操作后賦值。程序最后方框內(nèi)數(shù)值可根據(jù)具體加工個(gè)數(shù)算得,比如每次裝夾加工4個(gè),則該數(shù)值為-395.833-(14×3),也即填入-437.833。
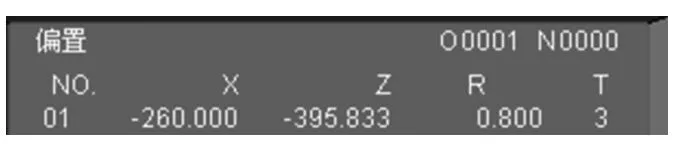
圖2
4 結(jié)語
結(jié)合系統(tǒng)變量編寫類似零件的加工程序,程序編制會(huì)更加方便、簡潔,編寫過程中只要先編制單件加工的程序,然后加入系統(tǒng)變量即可,操作工人也容易理解;一次裝夾調(diào)整加工零件件數(shù)也很方便,這種編程方法實(shí)用性很強(qiáng),已經(jīng)在生產(chǎn)中通過驗(yàn)證。
[1] 劉海嬰.宏程序?qū)崿F(xiàn)的數(shù)控車多條件加工[J].機(jī)械工程師,2013(1):27-28.
[2] 朱明松.數(shù)控車床編程與操作項(xiàng)目教程[M].北京:機(jī)械工業(yè)出版社,2011.
[3] 韓鴻鸞.數(shù)控加工工藝學(xué)[M].北京:中國勞動(dòng)社會(huì)保障出版社,2005.
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
人大建設(shè)(2019年12期)2019-05-21 02:55:44
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
中山大學(xué)法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
環(huán)球時(shí)報(bào)(2017-03-30)2017-03-30 06:44:45