安鋼焊接氣瓶用鋼帶HP295生產實踐
2014-12-22 06:20:20曹二轉李娜劉偉云吳靜管劉輝
河南冶金 2014年2期
關鍵詞:工藝
曹二轉 李娜 劉偉云 吳靜 管劉輝
( 安陽鋼鐵集團有限責任公司)
0 前言
焊接氣瓶使用環境溫度一般為- 40 ℃ ~60 ℃、試驗壓力為3.2 MPa、用于存儲和輸送易燃易爆液體或氣體( 如液氮、液氧、液氬、石油液化氣及乙炔氣體等) ,焊接氣瓶用鋼作為專用材料,主要通過沖壓和焊接工藝,生產成焊接氣瓶,所以要求焊接氣瓶用鋼具備良好的沖壓成型性,較高的強度和韌性指標、低的屈強比以及良好焊接性能,以滿足使用要求。安鋼2009年在150 t 轉爐冶煉—1780 mm熱連軋機組開始生產HP295 鋼帶,幾年來的生產實踐表明,其煉鋼、連鑄及軋鋼工藝穩定合理可行,產品質量穩定,對公司調整產品結構和增強市場競爭力起到了較大作用。
1 工藝路線
焊接氣瓶用鋼生產工藝路線為:150 t 轉爐→LF精煉爐→雙流板坯連鑄→加熱→粗軋→精軋→冷卻→卷取→入庫。
2 技術要求
2.1 焊接氣瓶用鋼化學成分
按照GB 6653 -2008《焊接氣瓶用鋼板和鋼帶》要求,鋼的化學成分應滿足表1。

表1 HP295 化學成分(質量分數) %
標準允許設計過程中碳含量比規定最大碳含量每降低0.01%,錳含量則允許比規定最大錳含量提高0.05%,但最大錳含量不允許超過1.20%,對于厚度≥6 mm 的鋼板或鋼帶,允許ω( Si) ≤0.35%。
2.2 力學性能要求
焊接氣瓶鋼帶HP295 力學性能見表2。

表2 HP295 拉伸性能
2.3 夏比沖擊
大于等于6 mm 的鋼帶應進行夏比V 型缺口沖擊試驗,沖擊性能指標應符合表3 的規定。
2.4 晶粒度
晶粒度作為判定依據。要求卷板晶粒度不小于6 級,晶粒度不均勻性應在三個級別范圍內。

表3 沖擊功
3 生產工藝控制
3.1 成分設計
碳是鋼中主要的強化元素,但會影響成型性能和焊接性能,為了保證HP295 的強度、成型性和焊接性能,將碳含量控制在了0.14% ~0.17%; 硅易使鋼中形成帶狀組織,使橫向性能低于縱向性能。硅在鋼板沖壓成型過程中容易引起裂紋,因此控制目標為0.07%以下; 錳是弱碳化物形成元素,在增加強度的同時,通過細化晶粒可有效提高鋼的韌性,但在一定程度上會增加屈強比,因此控制在0.7%~0.8% ;采用低P、S 控制,從而保證鋼的純凈度。成分控制見表4。

表4 HP295 實際成分控制(質量分數) %
3.2 冶煉工藝
轉爐工藝重點是磷的控制、終點控制、脫氧合金化。冶煉過程中做到早化渣,全程化好渣,從而保證鋼水冶煉的終點成分滿足要求。出鋼嚴格控制出鋼口下渣,防止回磷。出鋼溫度:1630 ℃~1680 ℃,終點C≥0.08%,P≤0.010%,脫氧合金化: 使用高碳錳和鋼芯鋁、硅錳脫氧合金化,保證沉淀脫氧完全,并且保證鋼中鋁含量≥0.020%。精煉采用全程控鋁,保證鋼中Alt≥0.020%; 白渣保持時間不低于10 min,進行鋼水深脫硫和脫氧; 適量喂入鋁線/鈣鐵線,從而改變鋼液中夾雜物的形態,并保證喂線后弱攪拌時間不小于8min,保證夾雜物有足夠的時間聚集上浮,提高鋼水質量。澆注過程采用全程保護,澆注過程要求液面穩定;溫度過熱度要求控制在10 ℃~35 ℃之間;拉速控制在0.8 m/min ~1.2 m/min,澆注過程拉速保持恒定,合理配置二冷工藝,同時采用動態輕壓下技術,盡量減少偏析、疏松、縮孔等,提高鑄坯芯部凝固質量。通過冶煉工藝的控制,保證了HP295 的鋼水純凈度、夾雜物控制和鑄坯質量。
3.3 軋制工藝
板坯出爐溫度為1210 ℃。控制軋制采用奧氏體再結晶區和奧氏體未再結晶區兩階段軋制。粗軋階段盡量采用大壓下量軋制,粗軋變形量占總變形量的70% ~80%,通過軋制反復再結晶從而細化奧氏體晶粒。粗軋終軋溫度控制在1030 ±20 ℃,精軋開軋溫度控制在1010 ± 20 ℃,終軋溫度控制在870 ±20 ℃,冷卻采用兩段式冷卻工藝,卷取溫度控制在630 ±20 ℃。通過軋制工藝保證了HP295 的晶粒和組織的均勻化。
4 生產數據
4.1 力學性能
通過軋制工藝的合理控制,粗軋終軋溫度、精軋終軋溫度、冷卻方式、卷取溫度等的合理匹配,滿足焊接氣瓶鋼強度和塑性指標、較低屈強比的要求。統計376 爐,規格小于6 mm 的HP295 的力學性能實物水平見表5。

表5 力學性能實物水平
4.2 金相檢驗
組織結構為鐵素體+珠光體,鐵素體晶粒為9.5~10 級,晶粒大小均勻,金相檢驗結果見表6。顯微組織如圖1 所示。

表6 金相檢驗(均值)
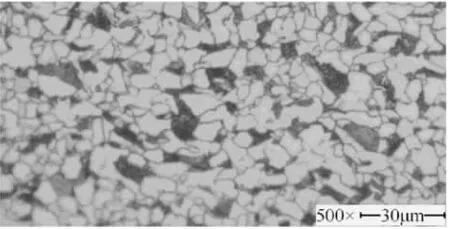
圖1 HP295 焊接氣瓶鋼帶金相組織
5 工藝分析
5.1 終軋溫度對性能的影響
屈服強度和抗拉強度隨終軋溫度的變化趨勢基本相同,隨著終軋溫度的升高,強度呈下降趨勢,但屈服強度下降的速率相對抗拉強度較大,屈強比減小。這主要是因為隨著終軋溫度的升高,晶粒相對粗化速率加大,而晶粒大小對屈服的影響要大于對抗拉強度的影響,終軋溫度對強度的影響如圖2 所示。
5.2 冷卻方式對性能的影響
冷卻采用兩段式冷卻工藝( 如圖3 所示) 。采用兩段式冷卻工藝通過提高鋼中的鐵素體含量,而且獲得相對均勻的等軸鐵素體,降低屈服強度,通過彌散分布的珠光體相提高抗拉強度。兩段式冷卻過程中[1],一段冷卻的效果主要是通過增加過冷度提高相變驅動力,促進鐵素體形核;當鋼材冷卻到有利于鐵素體轉變的臨界溫度區域時,終止冷卻并持續短時間的空冷是為了促進鐵素體的大量析出、增加鐵素體含量。由于鐵素體析出量的增大必然使鐵素體中的碳向未轉變的奧氏體中富集,因此兩段快速冷卻將起到兩個作用: 其一是抑制鐵素體的繼續長大,其二是促進高碳濃度奧氏體的珠光體相變過程,獲得強度較高且彌散分布的珠光體組織。
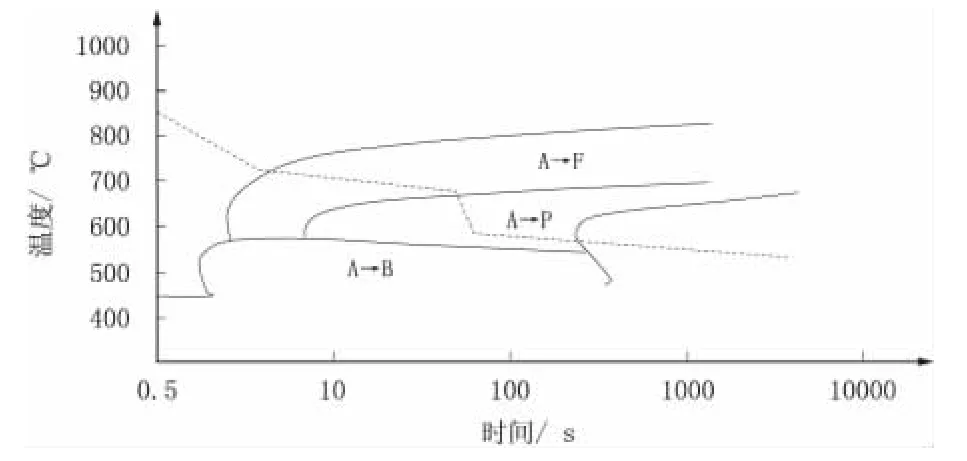
圖3 冷卻工藝
5.3 卷曲溫度對性能的影響
實踐表明卷取溫度控制在630 ±20 ℃,相變后組織結構為鐵素體+珠光體,鐵素體晶粒為9.5 級~10 級,晶粒大小均勻,既保證了鋼的強度,同時又保證了低屈強比的要求。卷曲溫度的合理控制,也是獲得良好性能的關鍵[2]。卷曲溫度的高低對相變后組織結構及晶粒度有重要的影響。卷曲溫度高,則相變后組織晶粒粗大,強度低,卷曲溫度低,則相變后晶粒細小,但屈服強度的提高大于抗拉強度的提高,造成屈強比提高,同時造成中溫轉變組織增多,等軸鐵素體比例減少。
6 結論
1) 通過采用合理穩定的成分體系控制,盡量降低鋼中P、S 等有害元素,采用全程鋁脫氧,保證良好的脫氧效果并獲得穩定的Alt 含量,減少鋼中夾雜物數量改變夾雜物形態,保證鋼水純凈度,連鑄過程保持穩定拉速,低過熱度澆注并配用動態輕壓下技術,獲得良好的鑄坯內部質量。
2) 通過采用軋制工藝,粗軋終軋溫度、精軋終軋溫度、冷卻方式、卷取溫度等的合理匹配,保證良好的組織結構,以滿足焊接氣瓶鋼對強度和韌性指標、低的屈強比以及良好焊接性能的要求。
3) 安鋼生產的焊接氣瓶用鋼帶HP295,其產品質量穩定性能優良,完全滿足GB 6653 -2008 國家標準及用戶使用要求。
[1]朱伏先,佘廣夫,張中平,等.冷卻工藝對HP295 焊瓶鋼板屈強比的影響 鋼鐵,2005,40(8) :39 -42.
[2]劉社牛,巫寶振,王斌,等.控軋控冷工藝對HP345 屈強比影響的研究 河南冶金,2008,16(6) :8 -10.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52