基于機(jī)器視覺的螺栓智能裝配系統(tǒng)
2014-12-18 08:03:54鐘佩思呂曉東吝偉偉梁中源
制造業(yè)自動(dòng)化 2014年18期
葛 旋,鐘佩思,呂曉東,吝偉偉,梁中源
(山東科技大學(xué) 先進(jìn)制造技術(shù)研究中心,青島 266590)
0 引言
螺栓連接是零件之間的一種重要的連接方式。它在裝配作業(yè)中占有相當(dāng)大額比重。螺紋裝配的好壞直接影響到零件的穩(wěn)定性和整體的質(zhì)量。傳統(tǒng)的手工裝配,對(duì)于繁多的零件裝配起來效率低下,需要人工一一識(shí)別螺紋孔位置手工裝配。現(xiàn)階段的機(jī)器螺紋裝配,雖然在生產(chǎn)效率上相比人工裝配大幅度提高,但大多只能完成點(diǎn)對(duì)點(diǎn)的同一類零件的螺紋裝配,生產(chǎn)柔性化低,不能滿足多類零件的小批量生產(chǎn)的需求。針對(duì)機(jī)器人螺紋裝配柔性化的需求,提出了一種采用機(jī)器視覺識(shí)別出零件螺紋孔位置,計(jì)算出螺紋孔坐標(biāo),分析出螺紋孔排列規(guī)律,從而引導(dǎo)裝配機(jī)械手完成位姿旋轉(zhuǎn)變化,完成對(duì)螺紋孔的裝配。本文利用OpenCV完成對(duì)零件的檢測和識(shí)別、測量。OpenCV是Intel開源計(jì)算機(jī)視覺庫。它由一系列 C函數(shù)和少量C++類構(gòu)成,實(shí)現(xiàn)了圖像處理和計(jì)算機(jī)視覺方面的很多通用算法。
1 螺紋智能裝配系統(tǒng)
系統(tǒng)主要有視覺系統(tǒng)和圓柱坐標(biāo)系機(jī)器人系統(tǒng)構(gòu)成。視覺系統(tǒng)由一個(gè)Z軸向可移動(dòng)且XY平面固定的CCD相機(jī)、圖像采集卡、圖像處理計(jì)算機(jī)構(gòu)成。對(duì)某類零件的首次螺栓裝配,需預(yù)先調(diào)整CCD相機(jī)Z方向位置,保證測量精度最好。當(dāng)生產(chǎn)線上零件到達(dá)相機(jī)識(shí)別區(qū)域中心后,傳送帶停止運(yùn)動(dòng),由CCD相機(jī)拍攝圖像,經(jīng)過圖像采集卡采樣、量化以后轉(zhuǎn)換為數(shù)字圖象信號(hào)并輸入、存儲(chǔ)到計(jì)算機(jī),由計(jì)算機(jī)處理后識(shí)別計(jì)算出螺孔中心位置。在識(shí)別和定位出螺孔中心坐標(biāo)后,控制器首先控制圓柱坐標(biāo)系機(jī)器人從螺栓存儲(chǔ)機(jī)處夾取螺栓,然后控制機(jī)器人完成回轉(zhuǎn)運(yùn)動(dòng)和直線運(yùn)動(dòng),使螺栓中心位置對(duì)準(zhǔn)螺孔中心、釋放螺栓,并由螺栓擰緊機(jī)械手完成擰緊動(dòng)作。系統(tǒng)圖如圖1所示。
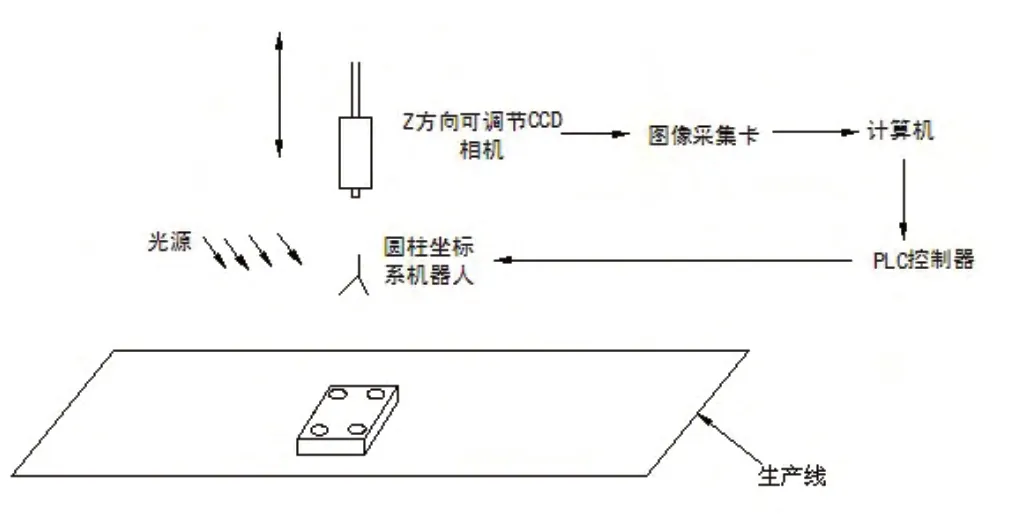
圖1 裝配系統(tǒng)示意圖
1.1 零件信息測量與定位
傳輸給電腦的圖像信息,經(jīng)圖像處理、圖像分析、圖像,通過濾波、二值化化、數(shù)學(xué)形態(tài)變化、特征提取等方法,從圖像中獲取有用的零件信息。對(duì)于不同大小的零件,攝像機(jī)與零件的距離遠(yuǎn)近,會(huì)直接影響到測量的精度,選擇合適的距離尤為重要。采用相機(jī)方向Z方向距離可調(diào)節(jié),對(duì)某一類零件的首次測量進(jìn)行分析比對(duì),選擇出最合適的測量距離。固定相機(jī),完成后續(xù)同一類零件的裝配。
1.2 零件的裝配
首先裝配前需要選擇合適的夾具和、零件鎖緊機(jī)構(gòu),夾具和零件鎖緊機(jī)構(gòu)保證零件中心在攝像機(jī)光線中心附近。當(dāng)零件運(yùn)動(dòng)到攝像機(jī)目標(biāo)區(qū)域后,經(jīng)分析處理提取出零件信息。然后機(jī)械夾緊定位,螺栓裝配機(jī)械手將螺栓引導(dǎo)進(jìn)去螺紋孔中,然后擰緊機(jī)械手完成螺紋擰緊。我們只需要對(duì)不同類的零件更換不同的引導(dǎo)夾具和零件鎖緊機(jī)構(gòu),不要對(duì)螺紋裝配機(jī)器人進(jìn)行點(diǎn)對(duì)點(diǎn)的示教工作,大大的提高了生產(chǎn)柔性化,節(jié)約成本。
2 裝配過程關(guān)鍵技術(shù)
2.1 生產(chǎn)線同一類工件,首次相機(jī)Z方向位置調(diào)整
在測量系統(tǒng)中,物距常發(fā)生變化,從而使像高發(fā)生變化,所以測得的物體尺寸也發(fā)生變化,即產(chǎn)生了測量誤差[1]。為保證相機(jī)測量精度和結(jié)果的準(zhǔn)確性,對(duì)于不同種類零件的螺紋裝配,在進(jìn)行第一次裝配前需要進(jìn)行相機(jī)位置調(diào)整,選擇出測量精度最高相機(jī)位置。因?yàn)槁菁y孔中心測量誤差對(duì)結(jié)果影響很大,當(dāng)攝像機(jī)距離工件較遠(yuǎn)時(shí),測量精度就會(huì)產(chǎn)生較大的偏差。當(dāng)某類工件第一次到達(dá)檢測區(qū)域時(shí),相機(jī)在零位置進(jìn)行工件孔徑測量,測量完成后CCD相機(jī)Z方向位置調(diào)整,首次相機(jī)位移△Z(△Z的選取不宜太小),然后再次進(jìn)行測量。將相機(jī)位移前后兩次測量的孔徑值相減,如果差值小于誤差允許范圍ε,則繼續(xù)向。如果差值大于允許范圍ε,則沿剛才搜索反方向繼續(xù)位移△Z/2并測量結(jié)果,計(jì)算此次與前一次測量結(jié)果差值,如果小于允許范圍ε,則搜索停止。此處位置為最佳位置。如果差值大于允許范圍ε,繼續(xù)沿剛才方向位移△Z/4并測量,直至差值小于允許范圍ε,則此處位置為最合適測量距離,CCD相機(jī)被固定。
生產(chǎn)線開始生產(chǎn),零件到達(dá)相機(jī)檢測區(qū)域進(jìn)行圖像處理,測量中心位置坐標(biāo)和螺紋孔分布規(guī)律。從而引導(dǎo)機(jī)械手完成裝配。此搜索迭代放法,移動(dòng)迭代公式為△Zk=2k。其迭代搜索原理圖如圖2所示。
2.2 孔類直徑圓心檢測方法
本文采用OpenCV自帶函數(shù)cvFindContours對(duì)零件進(jìn)行輪廓檢測,cvFindContours函數(shù)功能:對(duì)圖像進(jìn)行輪廓檢測,這個(gè)函數(shù)將生成一條鏈表以保存檢測出的各個(gè)輪廓信息,并傳出指向這條鏈表表頭的指針。對(duì)輪廓檢測得到的所有內(nèi)輪廓進(jìn)行分析,分析出哪些輪廓是螺紋孔。在生產(chǎn)線開始工作前可以預(yù)先設(shè)定生產(chǎn)線加工最小螺紋孔直徑為dmin,最大螺紋孔直徑為dmax。這樣可以減少后面的檢索量。
具體方法是首先進(jìn)行輪廓點(diǎn)坐標(biāo)相減運(yùn)算,若有大于螺孔最大直徑dmax的,則不是螺孔。直接剔除,重新排列輪廓序列。然后對(duì)檢測出來的內(nèi)輪廓連進(jìn)行一一分析比對(duì),篩選出螺紋孔輪廓,然后顯示其坐標(biāo)。圓輪廓具體篩選方法,對(duì)某一輪廓上隨機(jī)采樣圖像點(diǎn)P1(X1,Y1)和圖像點(diǎn)P2(X2,Y2),且dmin<| P1P2| 圖2 圖像的二值化處理可以很好的區(qū)分背景和零件,減少了一些無用信息。因此閾值在圖像處理過程中被調(diào)整到合適范圍,通常灰度255為背景,灰度值為0為零件。輪廓檢測結(jié)果如圖4(a)和4(b),其中4(a)為零件俯視圖,4(b)為將輪廓檢測的輪廓加粗顯示。左上孔為孔1,左下孔為孔2,右上孔為孔3,右下孔為孔4。 圖3 檢測流程 圖4 零件圖 輪廓檢測的部分代碼: for循環(huán)對(duì)cvFindContors檢測出來的輪廓分別進(jìn)行提取,得出輪廓上所有點(diǎn)坐標(biāo)。結(jié)果如圖5所示。 圖5 運(yùn)算結(jié)果 傳統(tǒng)的圓檢測方法主要運(yùn)用Hough變換,Hough變換是一種利用圖像的全局特征將特定形狀的邊緣連接起來,形成連續(xù)平滑邊緣的一種方法。它通過將源圖像上的點(diǎn)影射到用于累加的參數(shù)空間,實(shí)現(xiàn)對(duì)已知解析式曲線進(jìn)行識(shí)別。此檢測方法運(yùn)算復(fù)雜,難以滿足生產(chǎn)線高效率的需求,而且Hough檢測方法誤差較大。本文采用的方法,運(yùn)算簡單,實(shí)時(shí)性較高,可以滿足生產(chǎn)需求。表1是對(duì)同一零件的兩種不同方法檢測結(jié)果的對(duì)比,從表格后兩列可以看出本文方法明顯優(yōu)于Hough檢測的方法。 在裝配線上進(jìn)行零件的螺栓裝配實(shí)驗(yàn),如圖6所示圓柱坐標(biāo)系機(jī)器人正在進(jìn)行螺栓裝配實(shí)驗(yàn)。實(shí)驗(yàn)過程下位機(jī)使用CPMIA 型PLC 控制器,圖像輸入設(shè)備是采用東芝泰力 CS8310Bi 2/3"型輕量黑白相機(jī)模擬形,41萬像素,圖像采集卡選用MVE8100 PCI-E四路高清實(shí)時(shí)圖像采集卡,其數(shù)據(jù)傳輸速率可達(dá)250MByte/S,使用的4線3D梳狀濾波器能自動(dòng)消除噪點(diǎn)、抗混疊濾波等技術(shù),使圖像清晰度更高、圖像采集的實(shí)時(shí)性能更強(qiáng),采樣頻率更高。系統(tǒng)各部分運(yùn)作過程是電腦負(fù)責(zé)將圖像采集卡采集的圖像信息處理和識(shí)別,并將識(shí)別的結(jié)果轉(zhuǎn)化為PLC信號(hào)反饋給下位機(jī)PLC,PLC將位移角度位置等參數(shù)傳給機(jī)器人控制器,控制機(jī)械手完成移動(dòng)和轉(zhuǎn)動(dòng)運(yùn)動(dòng),完成螺栓的裝配過程。 表1 不同方法檢測結(jié)果對(duì)比圖 圖6 裝配實(shí)驗(yàn)圖 實(shí)驗(yàn)表明,系統(tǒng)可以快速而精確地測量工件。系統(tǒng)可以根據(jù)生產(chǎn)需要預(yù)先設(shè)定一些參數(shù),減少工作量。對(duì)傳統(tǒng)的點(diǎn)對(duì)點(diǎn)的裝配動(dòng)作結(jié)合機(jī)器視覺和圖像處理技術(shù),使裝配生產(chǎn)具有更高的柔性化,減少了人工的工作量和大量的示教工作。 [1]魏寶,陳玉成,戶凱,陳明山.機(jī)器視覺系統(tǒng)在連接器自動(dòng)裝配中的應(yīng)用[J].機(jī)電元件,2013. [2]廖維.基于機(jī)器視覺的工件加工尺寸在線測量方法與系統(tǒng)研究[D].武漢理工大學(xué),2012.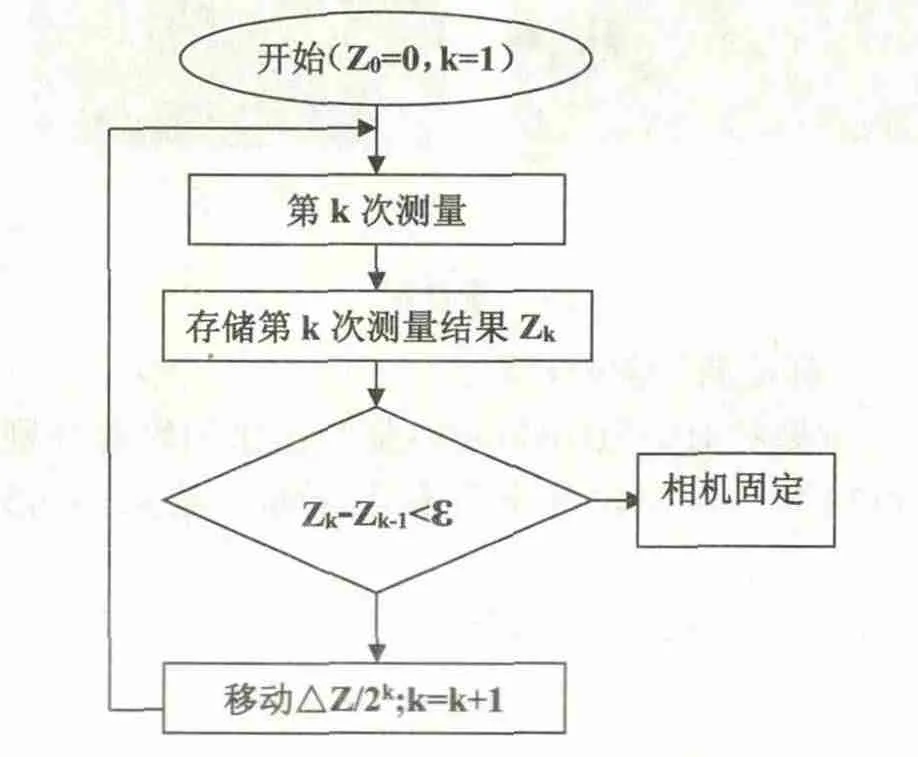
3 圖像測量結(jié)果和裝配實(shí)驗(yàn)







4 結(jié)束語
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
Coco薇(2016年2期)2016-03-22 02:42:52
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
Coco薇(2015年1期)2015-08-13 02:47:34
