負壓消失模鑄造真空砂箱無濾網改造
2014-12-14 12:20:04梁玉星
金屬加工(熱加工) 2014年15期
梁玉星
1.概述
我廠原使用的負壓消失模真空砂箱為外購山東某廠的配套消失模設備產品,其抽真空部分的通氣孔都是用一層薄薄的濾網遮蓋,再用幾顆螺釘固定。而在造型澆注時,由于受到高溫鋼液及高溫型砂的長時間烘烤,濾網很容易損壞,這樣在抽真空時型砂透過損壞的濾網進入抽氣通道造成堵塞,從而使砂箱的真空度下降,負壓不足。
由于砂箱的真空度不足造成鑄件缺陷的問題引起了我廠工程技術人員的高度重視,經反復試驗研究,我們對真空砂箱進行了一系列的技術改造,最終使負壓不足的問題得到解決。
2.負壓消失模鑄造抽真空的目的及作用
白模制作好后,經涂料烘干放入砂箱中均勻逐層加干砂振動緊實造型,再通過真空泵將砂箱內砂粒間的空氣抽走,使密封的砂箱內砂型有一定的緊實度,內部處于負壓狀態下進行鑄型澆注,加快排氣速度和加大排氣量,降低金屬與模樣界面氣壓,加快金屬液流股前沿的推進速度,提高鑄件的充型能力,有利于減少鑄件表面的炭黑缺陷;抽真空還能抑制白模材料的燃燒,促使其汽化,改善環境,減少對大氣的污染;增加金屬液流股的流動性、成形性,使鑄件的輪廓更清晰。
3.真空度不足引發的鑄件缺陷
(1)塌箱 造成塌箱的主要原因是砂箱內的真空度太低、高低不均勻,以及真空度急劇下降等。而造成砂箱負壓真空度不足的原因之一有紗網及抽氣管路堵塞,使抽氣能力降低,真空度下降。
(2)皺皮 當白模(EPC模組)與高溫金屬液流股接觸時,分解為氣態、液態、固態的成分,在高溫熱量條件下,46%的EPC白模分解達到氣態和固態,54%的EPC白模要在澆注完成之后才能達到完全分解,且在汽化前,以液相的狀態存在于鑄型的邊界上。要使液態完全汽化,必須具有一定的時間和足夠的溫度,這些液態EPC膜層受自身表面張力而收縮,形成不連續條紋狀,即成皺皮缺陷。也因為真空度不足,吸力太小,沒有將EPC柏油狀的液態物通過涂料層間隙而吸抽到型砂中,促使生成皺皮。
(3)氣孔 氣孔是分布在鑄件表面或截面上的空洞。EPC白模因受高溫金屬液流股的熱作用分解為固態、液態、氣態物質,大量氣體沒有被真空泵通過砂箱的抽氣通道抽走,或真空度太小,真空度能力不足,致使氣體滯留在鑄件中生成氣孔。
4.負壓真空砂箱無濾網改造方案
(1)砂箱底部抽氣道改造 改造前原來的砂箱底部為雙層結構,面上那層鋼板鉆有許多直徑為10mm的通氣孔,孔上用一層100目(網孔直徑0.154mm)的不銹鋼紗網覆蓋著,紗網被幾塊壓板用螺栓固定,如圖1所示,實物如圖2所示。
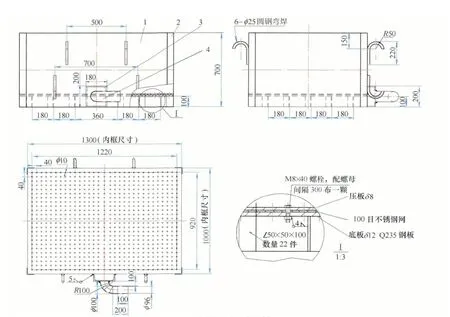
圖1 改造前負壓真空砂箱結構
改造后用5#角鋼代替通氣孔,采用與底板分段焊接,每段焊縫焊長50mm,焊縫間距100mm,焊接間隙1~1.5mm,即焊接時,墊入一些手工鋼鋸片,焊接好后再取出,從而形成氣隙通道。每根角鋼之間的間距為200mm,均勻分布在整個砂箱底部。底部只設計單層結構,角鋼通氣孔與外側抽氣通道相連,砂箱四周的外側抽氣通道則用10#槽鋼制作,槽鋼與砂箱外側鋼板焊縫為全焊縫,并保證焊接質量,不能有氣孔、夾渣、焊瘤等焊接缺陷,否則會影響砂箱的氣密性,使真空度不足。改造后的砂箱結構如圖3所示,實物如圖4所示。
(2)砂箱上部四周側面抽氣通道設計 為了提高砂箱上部的抽真空負壓度,我們又在砂箱上部的四周內側面用5#角鋼焊出抽氣通道,采用同底部角鋼如出一轍的焊接方法,如法炮制分段焊接制作,砂箱外側面四周同樣用10#槽鋼焊出抽氣通道與內側氣道相連,并與底部抽氣通道相互貫通,形成一個抽氣聯通系統。這樣使得整個砂箱的上部與底部都能保持一定的真空度,從而維持整體鑄型真空度趨于穩定,可保證在澆注時不致產生塌箱而造成鑄件報廢。
(3)抽真空管接頭的改造 原來的砂箱底部為雙層結構,因此抽真空管接頭需彎過砂箱呈90°連接,這樣不僅增大了空氣阻力,也使真空泵的功率明顯不足,造成真空度下降。現砂箱底部設計為單層結構,抽真空管接頭改為水平方向垂直砂箱連接,無彎曲現象,空氣阻力大大減小,泵的抽真空強度明顯增強,砂箱的負壓真空度得到顯著提高。
5.取得的效果
改造后的砂箱經投入生產使用后,澆注了十幾箱鑄件,與有濾網的砂箱相比較,無濾網的砂箱澆注時,抽吸氣強度大大提高,真空度穩定,鑄型沒有出現坍塌現象,鑄件質量明顯好轉,砂箱改造獲得圓滿成功。現遴選出5組改造前后的砂箱鑄型對比鑄件質量情況,見附表。

圖2 改造前負壓真空砂箱實物
6.結語
總之,在消失模負壓真空鑄造中,真空度不足會引發鑄件質量問題。生產實踐中,我們要善于觀察,多分析各種原因,對癥下藥并大膽提出改造方案,實施改造措施,這樣才能澆注出合格的鑄件,取得最佳實效。實踐證明,用角鋼代替濾網作為抽氣通道,切實可行,砂箱經久耐用,所投入的材料成本也不高,值得推廣應用。
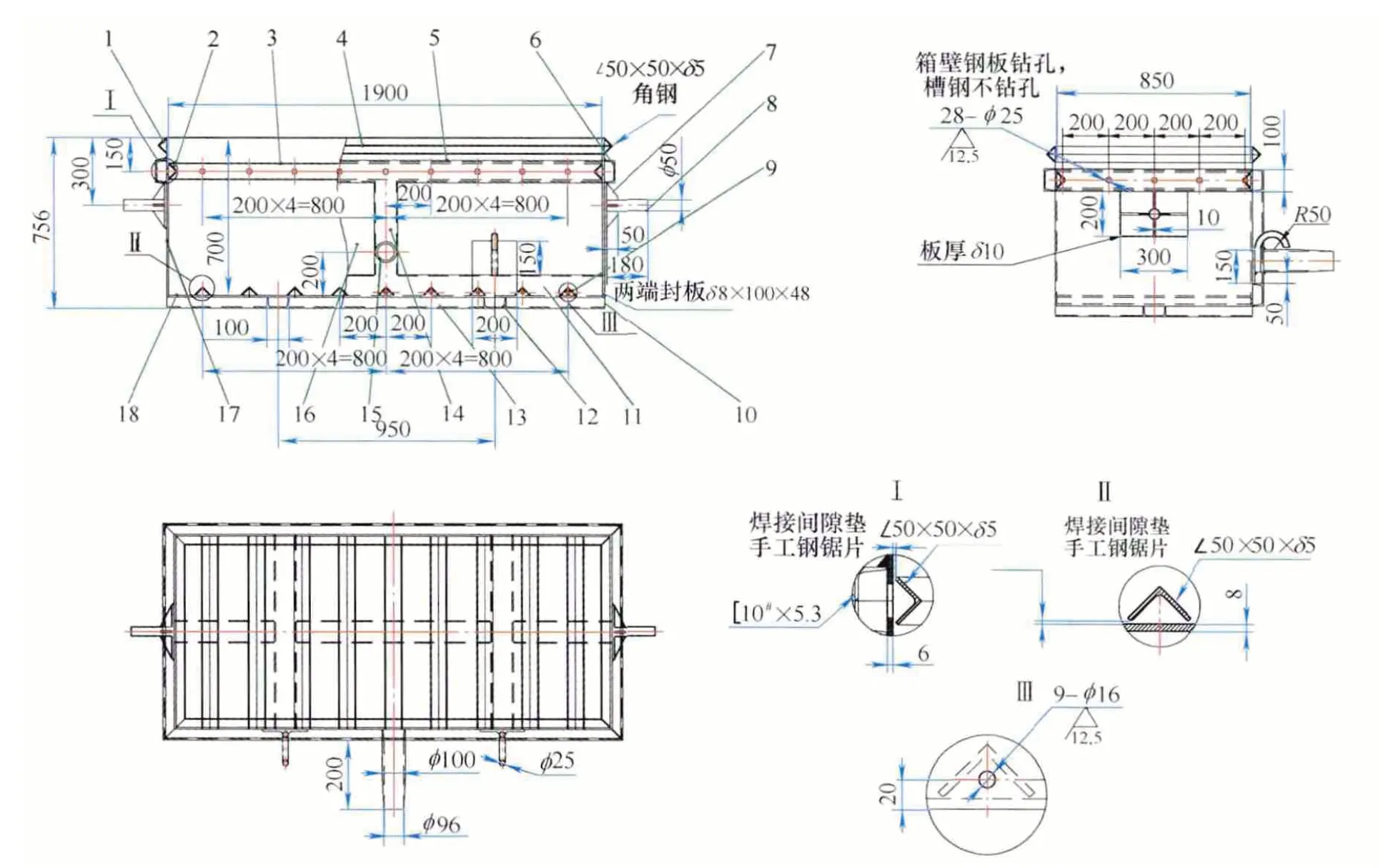
圖3 改造后的無濾網負壓真空砂箱

砂箱濾網改造前后真空度與鑄件質量情況

圖4 改造后負壓真空砂箱實物
