U形螺栓工藝制訂及彎曲成形模具設計
2014-12-14 12:20:08張兆銘王華王聰
金屬加工(熱加工) 2014年15期
關鍵詞:工藝
張兆銘,王華,王聰
我公司生產U形螺栓零件如圖1所示。由于我公司U形螺栓批量不是很大(1萬件/月),結合我公司實際情況和加工能力及特點,采用了簡單實用的模具(1模3件)來生產U形螺栓。彎曲成形模具裝配如圖2所示。
1.零件工藝分析
此U形彎曲零件最主要的問題是解決回彈問題,故U形零件彎曲后凹模應左右向內運動來壓零件,使U形零件兩邊向內傾斜,張口收小來解決回彈問題。根據此思路,我們由傳統彎曲件小于90°彎曲模和鉸鏈工作原理加以改進來設計了此套模具。
2.工藝計算
(1)彎曲零件毛坯展開長度計算 棒料彎曲時,當彎曲半徑r≥1.5d時,即19≥12(1.5×8),彎曲部分橫截面幾乎沒有變化,中性層系數x近似為0.5。毛坯展開長度可按下式計算:
L=L1+L2+π(r+xd)=38+38+3.14×(19+0.5×7)=146.7(mm)
(2)凸模彎曲圓角半徑確定 當相對彎曲半徑較小時(r/t<10),彎曲后彎曲中心角發生了變化,而彎曲半徑變化不大,r凸=r=19(mm)。
(3)凹模圓角半徑確定 凹模圓角半徑一般不要小于3 mm,以免彎曲時材料表面出現劃痕,r凹=5(mm)。
制訂工藝:下料φ7mm×149mm(J23—10壓力機)→滾絲M8(滾絲機Z28—40C)→U形彎曲成形(J23—40壓力機)。
3.模具結構及特點
本模具結構緊湊,零件少,共25個零件。其中自制件8件,標準件17件。模具安裝快捷、方便、用時少。因為沒有下模頂件裝置,故容易安裝,省時、省力、安裝方便。缺點是左右鉸鏈凹模加工稍微復雜一些。
4.模具工作原理
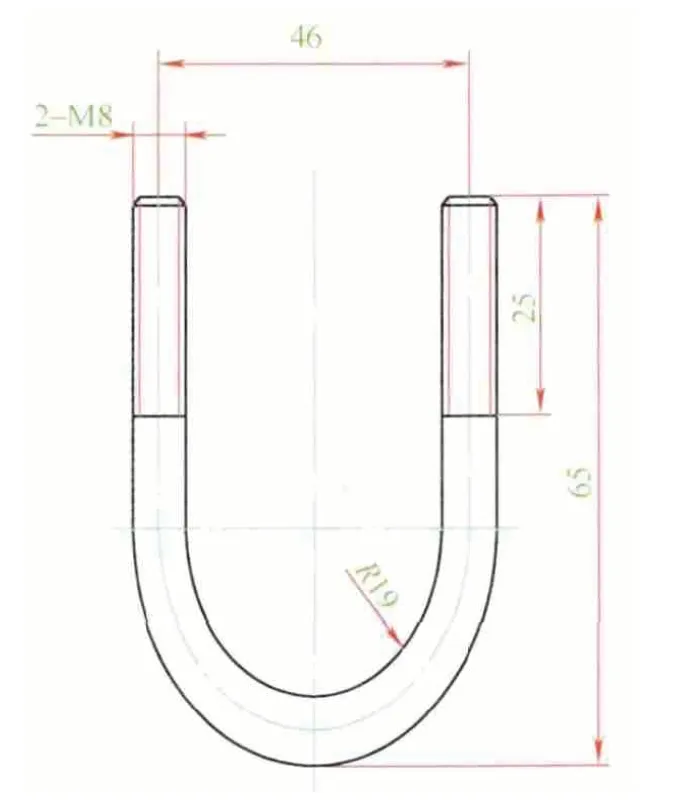
圖1
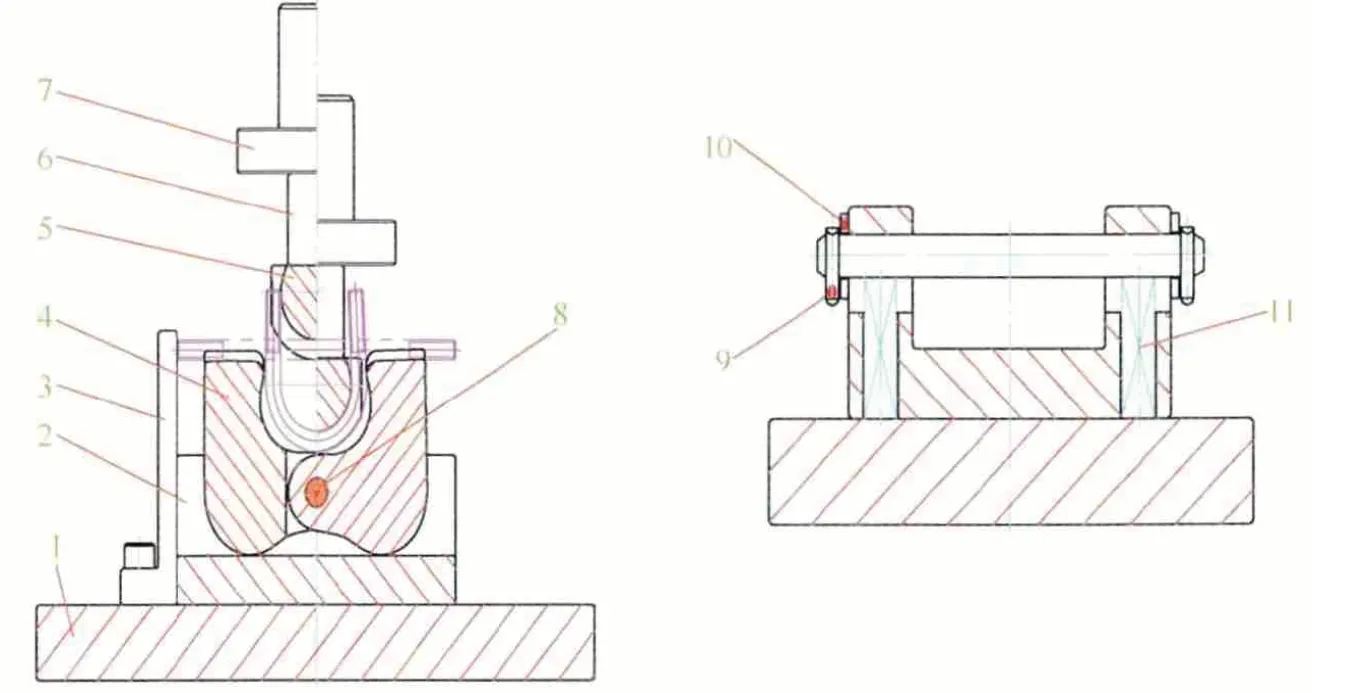
圖2
先將3件直桿雙頭螺栓放入左右鉸鏈凹模3個半圓弧槽內,按下按鈕起動壓力機床,腳踏開關使滑塊下行,帶動凸模5快速向下移動,凸模采用R槽設計,這樣不損傷零件,迫使3件直桿雙頭螺栓在左右鉸鏈凹模內變成雙頭U形螺栓,完成初步彎曲變形過程,三件U形螺栓在凸模5凹槽內繼續下行,使凸模最下端R處壓到左右鉸鏈凹模轉軸R處,凸模繼續下行使左右鉸鏈凹模受力,左右鉸鏈凹模分別繞著轉軸按順時針和逆時針旋轉,使左右鉸鏈凹模向內合攏,迫使3件U形螺栓張口變小,消除U形螺栓彎曲時的回彈問題,讓U形螺栓符合圖樣要求(具體位置在試模時確定)。完成彎曲后,滑塊上行,帶動凸模5快速向上回程運動,如果零件在凸模上,通過打件裝置卸下零件,壓縮彈簧11頂住帶孔銷8移動到支架2腰圓孔的上端,起定位作用,這時左右鉸鏈凹模3個半圓弧槽應保持水平,左右鉸鏈凹模反方向旋轉,松開3件U形螺栓,3件U形螺栓成自由狀態,然后用圓桿或鐵鉤將3件U形螺栓取出(見圖2)。
5.模具主要零件加工工藝
(1)支架 備料→粗加工(放磨量)→磨上下兩面→劃線、鉆孔、攻螺紋→銑凹槽→鉆腰孔工藝孔→熱處理→磨上下前后凹槽面→線切割腰孔。
(2)凸模 備料→兩端車放磨量→銑三面→劃線、鉆孔、攻螺紋→熱處理→磨安裝平面及兩端面→砂光。
(3)左、右鉸鏈凹模 方案一:備料→粗加工(放磨量)→劃線并鉆軸工藝孔→熱處理→磨六面(六面對角尺),其中前后兩面與支架凹槽配磨→線切割 3個半圓凹槽、換方向,割軸孔和外形、再換方向,分割、最后割R軸處→鉗工修R、修光(見圖3a~3e)。
方案二:備料→粗加工(放磨量)→磨上、下、前、后四面→劃線并鉆軸工藝孔→銑3個半圓凹槽;換方向,銑外形→熱處理→磨上、下、前、后四面;其中前、后兩面與支架配磨→線切割:分割(一分為二)、最后割R軸處→鉗工修R、修光。
6.結語
由于我公司U形螺栓批量不是很大,左右鉸鏈凹模沒有采用凹模輪結構,雖然左右鉸鏈凹模R處有一些磨損,但經修光R處和向下調整壓力機滑塊行程可以解決磨損問題。最好在左右鉸鏈凹模上增加兩個左右凹模輪,這樣就可以解決凹模磨損問題。另外,支架凹槽底面和左右鉸鏈凹模下端R處需修光滑,且經常加潤滑油。
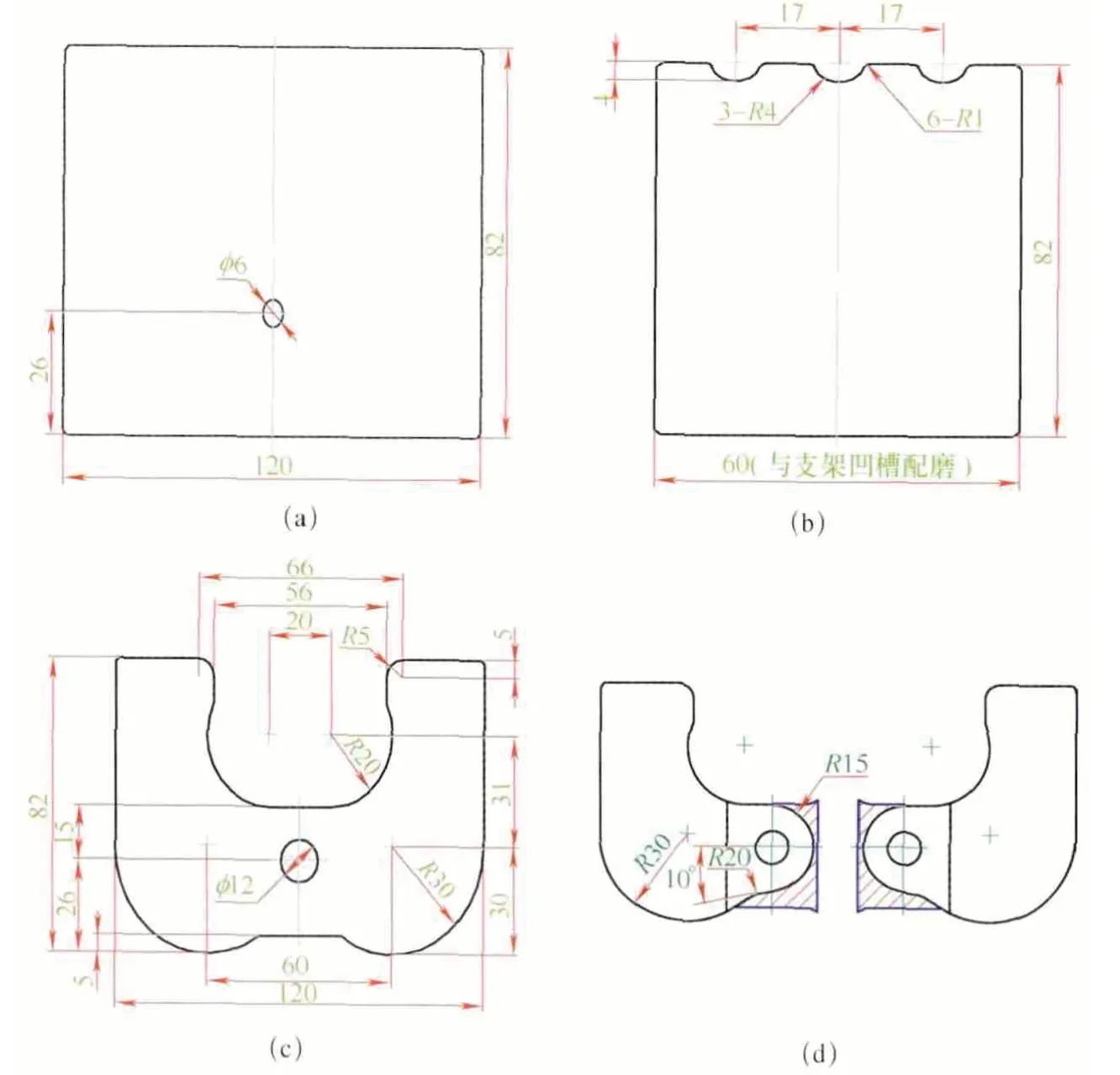
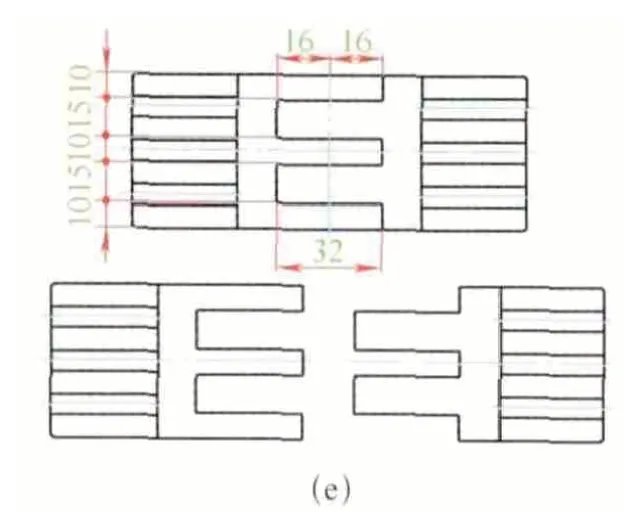
圖3
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
