泵蓋鑄造工藝數(shù)值模擬
2014-12-14 12:20:02殷瑩張二龍
金屬加工(熱加工) 2014年15期
殷瑩,張二龍
泵蓋是泵中主要的零部件,材質(zhì)為TA2,生產(chǎn)中由于鑄造成形工藝不合理,導(dǎo)致泵蓋中常出現(xiàn)氣孔、縮孔等缺陷,從而影響了泵的使用性能。利用CAE軟件,對所設(shè)計的泵蓋改變壁厚和澆注系統(tǒng)的大小進行充型、凝固順序和溫度場分布的數(shù)值模擬,評估了各種方案的優(yōu)缺點,以獲得適合泵蓋的較佳鑄造工藝方案。
1.工藝參數(shù)確定
為保證工藝模擬結(jié)果真實反映該產(chǎn)品的充型及凝固過程,結(jié)合我公司真空凝殼爐的實際尺寸計算確定了所需的工藝參數(shù),見附表。
2.立澆模擬分析
泵蓋采用頂注立澆、一次一件的澆注工藝,澆注系統(tǒng)如圖1所示。該澆注系統(tǒng)在鑄件澆注和凝固過程中,鑄件上部的溫度高于下部,有利于鑄件自下而上順序凝固,能夠有效地發(fā)揮頂部冒口的補縮作用。
頂注式澆注系統(tǒng)也存在缺陷,鈦液從高處落下,對鑄型沖擊較大,容易產(chǎn)生飛濺、氧化和卷入氣體,形成夾渣或氣孔缺陷。
(1)壁厚不同立澆模擬 分別以4mm、5.5mm、7mm、8mm壁厚立澆數(shù)值模擬,如圖2所示。
由于泵蓋壁較薄,外圓處容易先凝固,外圓與筋的連接處及花瓣位置最后凝固,一般縮孔都集中在最后凝固的部位,外圓與筋的連接處及花瓣就容易產(chǎn)生縮孔缺陷,模擬結(jié)果與實際生產(chǎn)中產(chǎn)生的縮孔、氣孔的部位基本一致。
圖2a~d分別是在壁厚不同、其他參數(shù)都相同情況下的概率缺陷參數(shù),厚壁會使鑄件的力學(xué)性能明顯下降,薄壁鑄件致密性好,但不能太薄,否則使金屬熔接不好,易產(chǎn)生缺陷,并給鑄造工藝帶來困難,

工藝參數(shù)表
圖1 泵蓋立澆示意
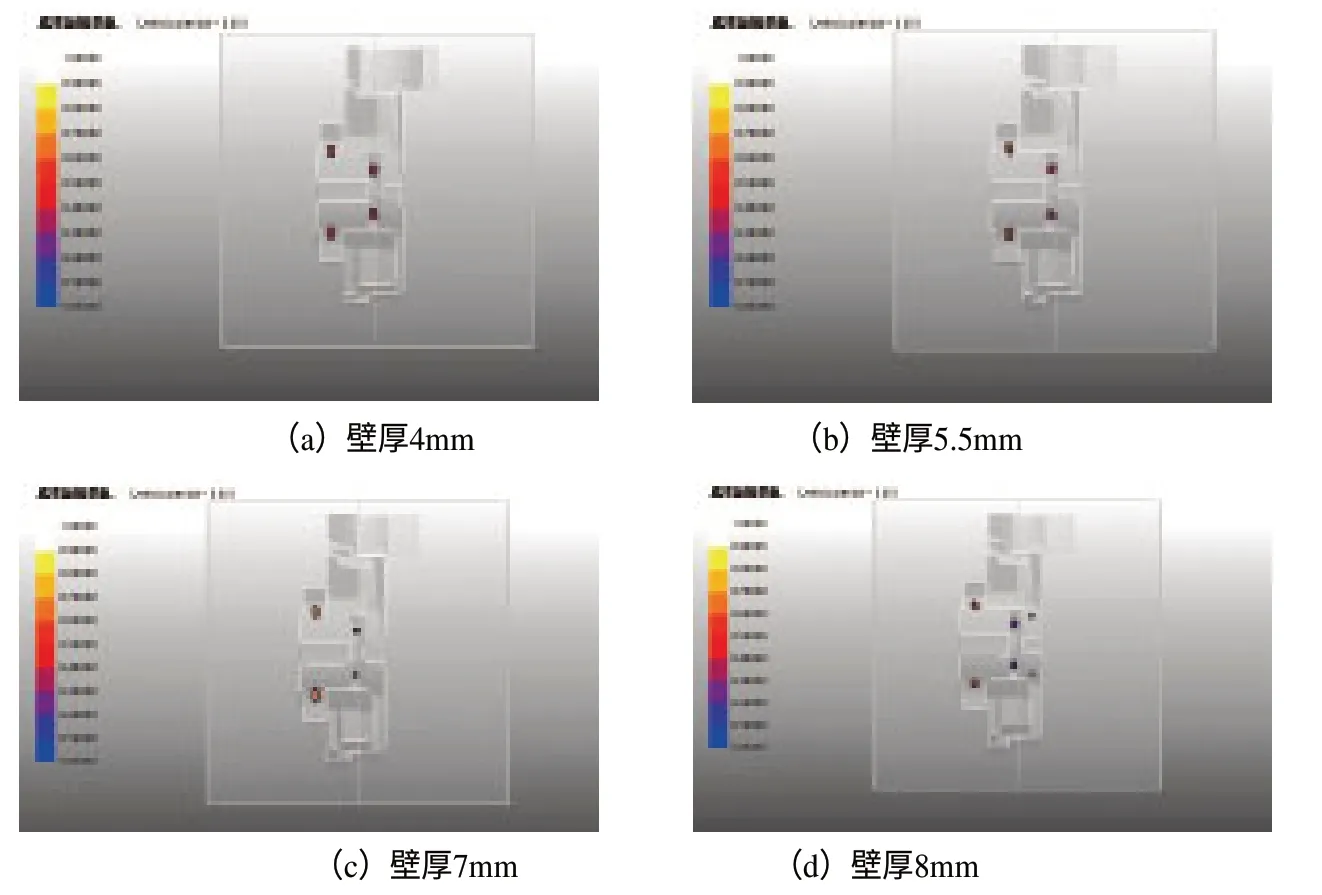
圖2 不同壁厚概率缺陷參數(shù)
(2)筋板加厚立澆模擬 在設(shè)計鑄件時,常通過設(shè)鑄造加強筋來增加薄壁件的強度和剛度,以防止裂紋和變形。對于厚壁鑄件,鑄造加強筋也可以成為金屬液充填型腔時的輔助通道,有利于充型。與增加壁厚后相比較,外圓流動較慢,有足夠時間通過鑄造加強筋流到花瓣處,起到一定的補縮作用,以減少花瓣處缺陷的產(chǎn)生。
分別以4mm、5.5mm、7mm筋厚立澆數(shù)值模擬,如圖3所示。
該方案充型后,缺陷可能會集中在鑄件大平面,花瓣處及筋的根部出現(xiàn)缺陷幾率較小,鑄件的大平面出現(xiàn)少量氣孔等缺陷不會對產(chǎn)品質(zhì)量和使用性能造成不利影響,所以可以滿足技術(shù)要求。
3.橫澆模擬分析
橫澆澆注系統(tǒng)設(shè)置如圖4所示。
橫澆的澆注方式,鈦液從澆注口流下去,先充填底部花瓣部位再往上返,可能會出現(xiàn)大圓面澆不到、冷隔等缺陷。結(jié)合實際模擬分析凝固順序可看出,外圓和筋幾乎同時凝固,所以在這些部位都有可能出現(xiàn)缺陷。
概率缺陷分析如圖5所示。
一件橫澆模擬分析:外圓及大平面、鑄造筋及花瓣處都可能出現(xiàn)氣孔和縮孔等缺陷,因此橫澆不如立澆。
從凝固順序可以看出,泵蓋花瓣處和鑄造加強筋的根部凝固的較慢,這兩個部位及對應(yīng)外圓處易產(chǎn)生缺陷。
4.結(jié)語
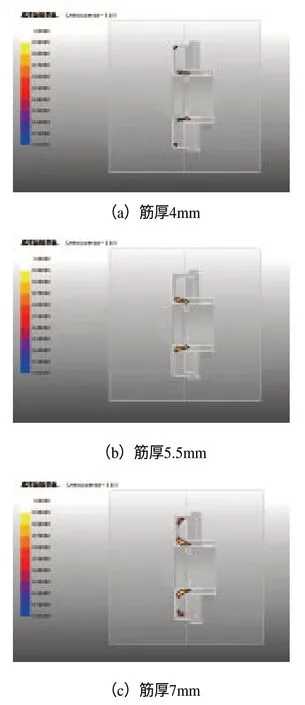
圖3 不同筋厚概率缺陷參數(shù)
(1)鑄件的壁厚與鑄造方法、鑄型材料和鑄型制備工藝等因素有關(guān),由于鈦及鈦合金采用電弧凝殼爐熔煉,鈦合金液過熱度低,所用鑄型材料特別是石墨傳熱系數(shù)較高,因而鈦合金件的壁厚比鑄鋼件應(yīng)適當加厚,但也不能太厚,否則難以凝固,很容易產(chǎn)生縮孔。
根據(jù)我們模擬分析結(jié)果,選取合適的壁厚,縮孔、氣孔缺陷可以明顯減少,且壁厚加厚也可以減少泵蓋的變形。
(2)在設(shè)計鑄件時,通過設(shè)鑄造加強筋來增加薄壁件的強度和剛度,以防止裂紋和變形,對于薄壁鑄件,鑄造加強筋也可以成為金屬液充填型腔時的輔助通道,所以增加其厚度也有利于充型。
(3)鑄件的大平面和主要加工面應(yīng)垂直或傾斜于澆注系統(tǒng)放置,立澆可以保證大圓面的充型及花瓣處補縮,減少筋連接處缺陷的產(chǎn)生,所以采用立澆的澆注系統(tǒng)比橫澆澆注系統(tǒng)效果好。
圖4 橫澆澆注系統(tǒng)示意
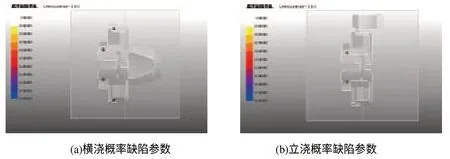
圖5 澆注系統(tǒng)不同的概率缺陷參數(shù)
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
山東冶金(2019年6期)2020-01-06 07:45:54
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
