3D打印速度的研究
2014-12-13 09:48:50牛振華付婭琦董遷遷
江蘇科技信息 2014年7期
關鍵詞:模型
牛振華,付婭琦,董遷遷
(1.安陽職業技術學院,河南 安陽 455000;2.安陽貞元(集團)有限責任公司,河南 安陽 455000)
0 引言
3D 打印機是快速成型設備的一種,起源于20 世紀80 年代,它以數字模型文件為基礎,運用粉末狀金屬或塑料等可粘合材料,通過逐層打印的方式來構造物體。主要應用于模具制造、工業設計等領域,隨著技術的發展和完善,已經開始用于產品的直接制造。
目前3D 打印技術應用最為廣泛和成熟的主要有疊層實體制造法(LOM)、熔融沉積制造法(FDM)、光敏液相固化法(SLA)和選擇性激光燒結法(SLS)等。本文使用的3D 打印機采用的是熔融層積制造法(FDM)。它利用熱塑性材料的熱熔性、黏結性,在計算機控制下層層堆積成型[1]。
3D 打印機通過控制軟件將3D 模型轉換成加工程序,因而控制軟件某些參數影響著3D 打印機的打印速度和打印質量。本文通過調整3D 打印機控制軟件的主要參數,研究、分析這些參數與打印速度之間的關系。
1 試驗步驟與方法
1.1 試驗設備
本試驗所用3D 打印機為UP Plus2 型3D 打印機,打印尺寸:L×W×H=140×140×135mm,打印材料:ABS 塑料。UP2 PLUS3D 打印機的結構如圖1 所示。
1.2 試驗步驟
1.2.1 創建試驗模型
本試驗采用的模型是由Pro/Engineer 5.0 繪制的一個30×30×30mm 的正方體,繪制完畢后以默認方式保存為STL 格式的文件。STL 文件格式是由美國3D SYSTEMS 公司制定的一個接口協議,應用于CAD 模型與成型系統之間數據轉換[2]。
1.2.2 加載試驗模型
將試驗模型的STL 文件加載到控制軟件中(見圖2),然后開始設置參數。
1.2.3 設置參數
在控制軟件中,主要的控制參數包括層片厚度、填充密度、密封表面、支撐結構和打印質量等,其中對打印速度和質量影響最大的是層片厚度、填充密度和打印質量。
(1)層片厚度,每一層的打印厚度,共有0.15mm,0.2mm,0.25mm,0.3mm,0.35mm,0.40mm 這6 個厚度選項,如圖3 所示。
(2)填充密度,內部支撐的密度,共有4 項,分別標記為“A,B,C,D”。其中,填充密度A>B>C>D,如圖4 所示。
(3)打印質量,控制打印精度,有Fine(最好)、Normal(正常)、Fast(最快)3 個選項,本次試驗全部選用FAST(見圖5)。
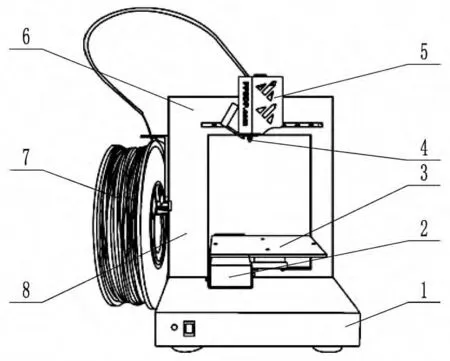
圖1 UP2 PLUS 型3D 打印機結構圖
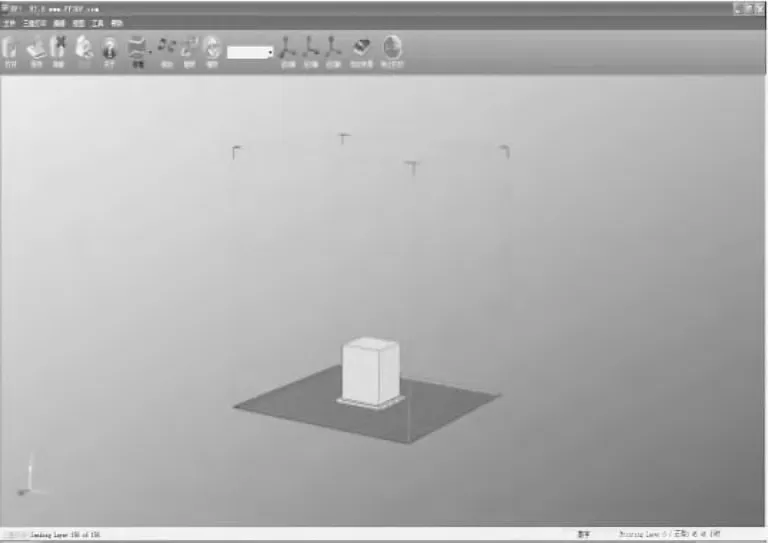
圖2 控制軟件主界面

圖3 主參數面板
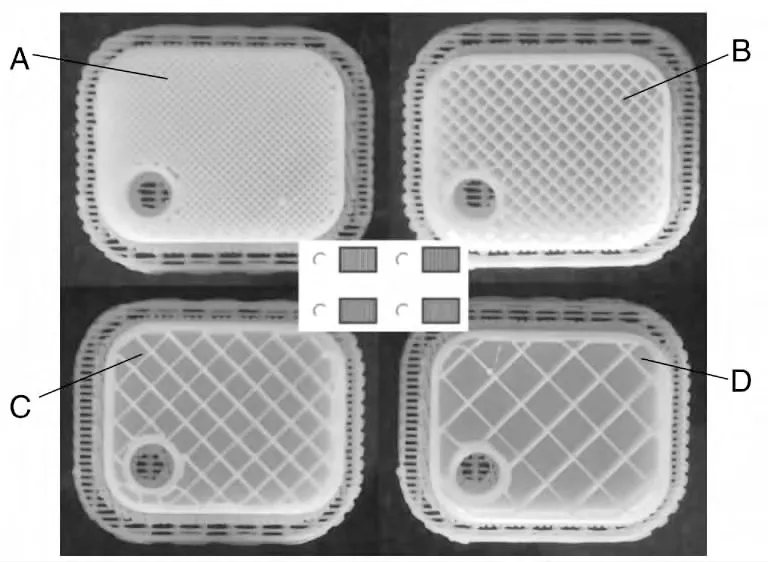
圖4 填充密度效果
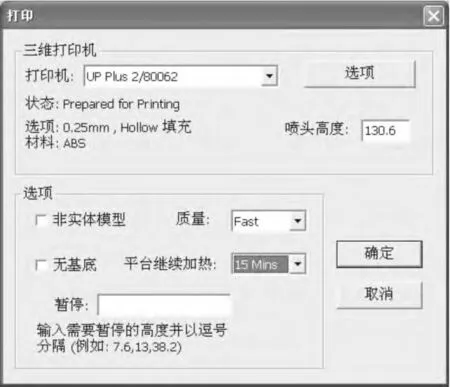
圖5 打印參數面板
以上3 個主要參數設置完成后,其余的全部默認即可。參數設置完畢后,預熱打印機15min,當打印平臺的溫度預熱到85℃以上后,選擇打印,3D 打印機開始自動生成打印路徑,同時噴嘴開始加熱,當噴嘴溫度達到260℃時,打印開始,打印結束后,使用工具將模型從工作上中取出,剝離支撐材料,即可獲得產品(見圖6)。
1.2.4 試驗結果與分析

圖6 打印完成的試驗模型
分別選用層片厚度為0.15mm,0.20mm,0.25mm,0.30mm,0.35mm 和0.40mm,與A,B,C,D 四種填充密度相結合,共24種組合,分別記錄打印時間,以確定層片厚度和填充密度對打印時間的影響,其結果如圖7 所示。
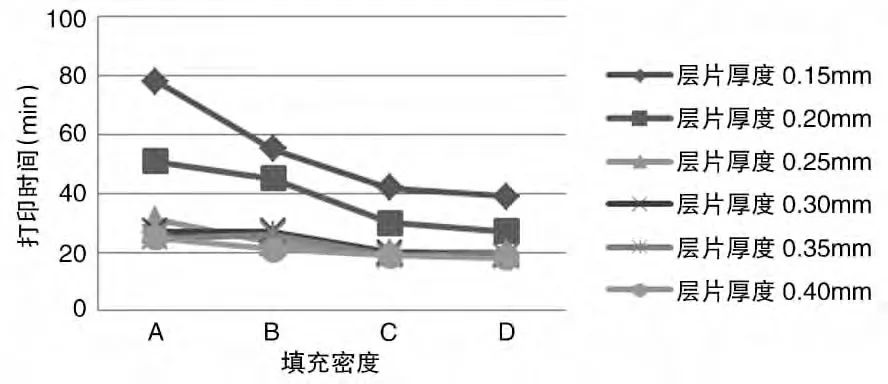
圖7 24 種組合的打印時間
從圖7 中可以看出,打印時間與層片厚度和填充密度的關系較為密切,不論選用哪種層片厚度,填充密度越小,打印時間越短。其中,層片厚度為0.15mm,0.20mm 時,打印時間縮短趨勢較為明顯,層片厚度為其余4 項時,打印時間總體上也呈現出下降趨勢,但趨勢不太明顯。
2 結語
通過本文的研究,3D 打印機的打印速度取決于層片厚度和填充密度等參數的選擇,因此,在進行3D 打印時,要根據實際情況選擇合適的層片厚度和填充密度等參數,不僅可以節省打印時間,也能夠節省打印材料。3D 打印技術目前已經應用于工業制造、教育等領域,隨著技術的不斷成熟和發展,3D打印技術將向著智能化、通用化、精密化以及便捷化的趨勢穩步發展[3]。
[1]黎震,朱江峰.先進制造技術[M].北京:北京理工大學出版社,2012.
[2]張貞貞,陳定方.基于VC 的STL 文件讀取[J].湖北工業大學學報,2008(2):44-46.
[3]王雪瑩.3D 打印技術與產業的發展及前景分析[J].中國高新技術企業,2012(26):3-5.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19